при массовой обработке деталей шлифованием, что имеет место, например, в автотракторной промышленности, вопрос производительности станка лимитируется, главным образом, подвижностью рабочего. Очень большой процент времени уходит у рабочего на промер изделия, что, в основном, понижает производительность станка.
С целью повышения производительности станка, в последнее время стал появляться ряд приборов, которые значительно сокращают время, необходимое для промера изделия, и время, идущее на выключение станка, так как при работе с такими приборами станок автоматически выключается при достижении определенного размера изделия.
Кроме того, при хорошо настроенном приборе обеспечивается постоянство размеров с точностью нескольких микронов. К преимуществам применения таких приборов следует отнести также то обстоятельство, что требуется менее высокая квалификация от рабочего, работающего на станке с подобными приборами.
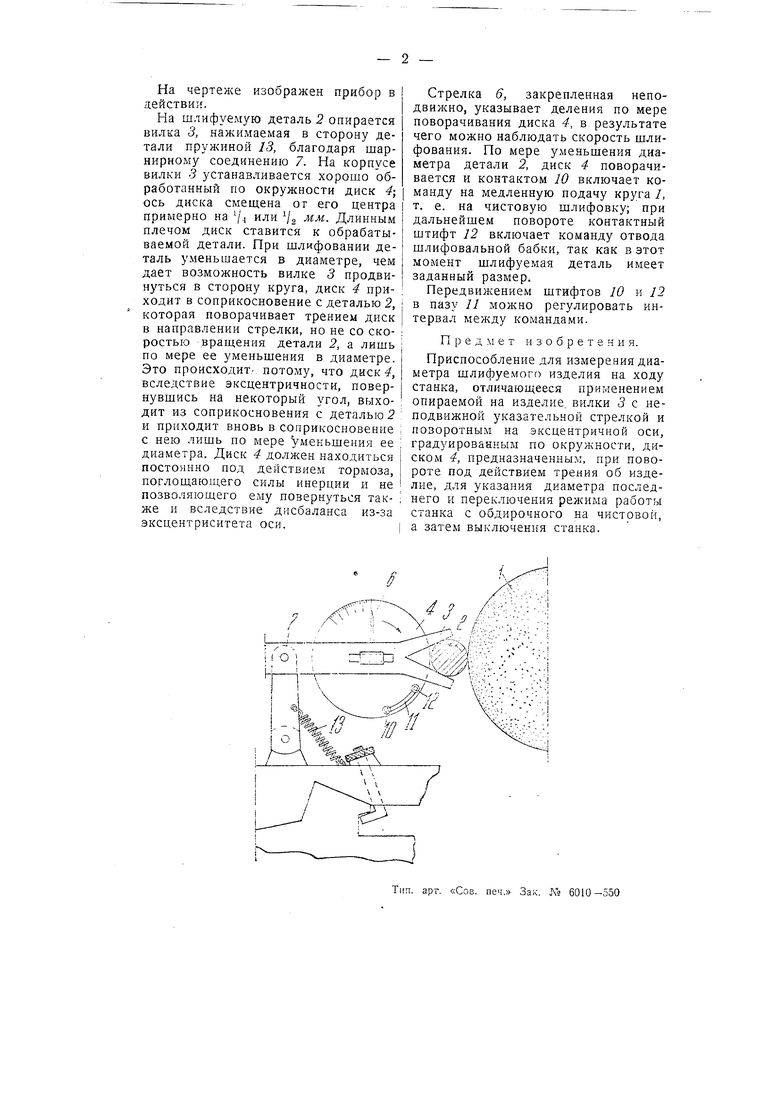
Все известные до сего времени приборы для этой цели относительно Сложны и настройка их довольно затруднительна. Настоящее изобретение имеет целью осуществить указанные выше преимущества автоматического промера изделия и выключения станка посредством значительно более простого приспособления, состоящего, в основном, из опираемой на изделие вилки, несущей диск, поворотный на эксцентричной оси. В процессе шлифования изделия диск соприкасается с ним и получает от него вращение. Так как диск надет на эксцентричной оси, то, повернувшись на некоторый угол, он выйдет из соприкосновения с изделием. За этот период времени с изделия будет снят слой металла, вследствие чего оно в губках вилки переместится к диску и последний снова повернется на некоторый угол. Соприкосновения изделия с диском и отходы диска от изделия будут повторяться до тех пор, пока контакт, имеющийся на диске, не замкнет реле станка, которое даст команду либо на переход на чистовую шлифовку, либо иа выключение станка.