Подача врезания на круглошлифовальных станках с гидравлическим приводом осуществляется большей частью путем выпуска масла из под поршня через дросселирующее отверстие либо путем передачи движения от особого порщня через замедляющие передачи на винт.
Механизмы первого типа обладают весьма существенным недостатком, заключающимся в том, что дросселирующие отверстия должны быть очень малыми и потому легко засоряются и залипают.
Механизм второго типа излишне усложняется замедляющими пере дачами.
Предлагаемый гидравлический привод включает в себе цилиндр, в котором помещены два поршня, из которых один предназначен для быст рого подвода бабки с шлифовальным кругом к изделию. Пространство под вторым поршнем сообщено трубкой с цилиндром малой ступени диференциального поршня. Большая ступень последнего помещается в другом цилиндре и действует своим щтоком на бабку с шлифовальным кругом.
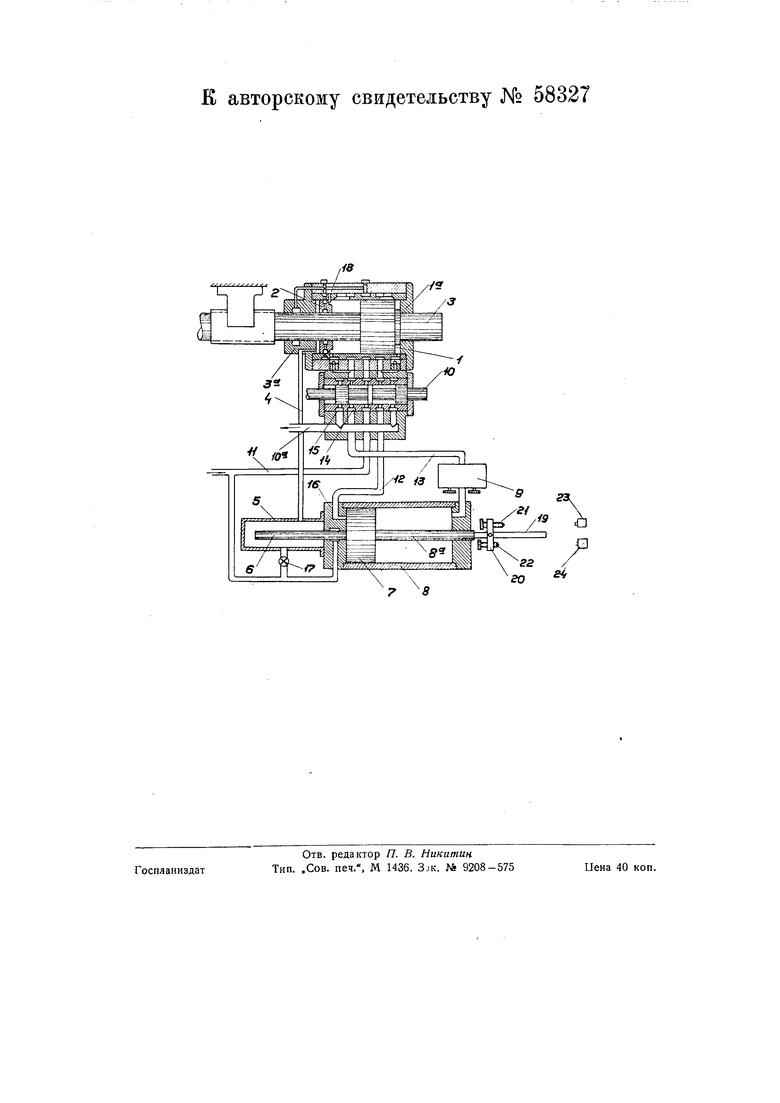
На чертеже изображен предлагаемый гидравлический привод.
В полости цилиндра 7 помещены два поршня / и 2, из которых поршень / сидит жестко на штоке 3, а поршень 2 свободно. Полость между поршнем 2 и крышкой 3 цилиндра l соединена трубкой 4 с цилиндром 5. Рядом с ним помещен цилиндр 8. В полости цилиндра 5 находится малая ступень 5, а в полости цилиндра 8-большая ступень 7 диференциального поршня. Цилиндр 8 соединяется трубкой с дроссельной коробкой 9. Между цилиндрами / и 8 расположен золотник 10, соединенный трубкой 10°- с масляным баком, трубкой 11 с насосом, трубкой 12 с полостью цилиндра 8 по левую сторону от большой ступени 7 диференциального поршня и трубкой 13 - с дроссельной коробкой 9. Крышка 5° цилиндра 1 и крышка 16 цилиндра 8 снабжены выточками, в которых создается насосом противодавление для обеспечения гидравлического уплотнения полостей цилиндра / под поршнем 2 и цилиндра 5. Кран 17 служит для первоначального заполнения этих полостей. Поршень 7
насажен на шток 5, переходящий вне цилиндра 8 в шток 19, снабженный вилкой 20 с регулируемыми упорами 21 и 22. На пути движения штока 19 установлены конечные выключатели 23 и 24. Цилиндр 1 служит для ускоренного подвода шлифовальной бабки к изделию, цилиндры 5 и 5 - для рабочей подачи.
При подаче масла по правую сторону от поршня / ускоренного подвода, последний доходит до поршня 2 и упирается в него. Между поршнем 2 и крышкой 3 находится замкнутый объем жидкости, сообш,ающийся через Т()убку 4 с цилиндром 5.
Малая ступень 6 вытягивается из цилиндра движением поршня 7 цилиндра 8 и освобождает в цилиндре 5 определенный объем, который заполняется жидкостью, перетекающей из-под поршня 2 по трубке 4 под давлением поршня /.
Скоростью выхода ступени 6 из цилиндра 5 определяется скорость перемеш.ения поршней 2 и /, а следовательно, и величина подачи круга на один оборот изделия.
В свою очередь, скорость извлечения ступени 6 регулируется путем дросселирования большого объема жидкости, вытесняемого поршнем 7 через дрос ельную коробку 9.
Управление механизмом осуществляется при помощи золотника 10. В прилагаемой схеме золотник изображен в положении ускоренного отвода шлифовальной бабки. Для ускоренного подвода шлифовальной бабки и подачи врезания необходимо золотник 10 переместить влево. Тогда масло от насоса по трубке 12 будет
поступать в левую полость цилиндра 8 и начнет медленно перемещать поршень 7 вправо. Масло из-под поршня 7 проходит через дроссельную коробку Р и по трубке 13 через соединяющие каналы 14 и 15 выходит в бак.
При возврате стержня 6 в исходное положение порщень 2 перемещается вправо до упора /6.
Регулирование величины врезания и чистового припуска производится перемещением на штоке 19 вилки 20 с упорами 21 и 22, замыкающими контакты конечных выключателей 23 и 24.
Замыкание контактов конечного выключателя 23 вызывает переход с грубой подачи на чистовую.
Замыканием выключателя 24 достигается прекращение подачи и возврат всего механизма в исходное положение.
В случае работы станка с прибором для автоматического контроля необходимость в выключателях 23 и 24 отпадает.
Предмет изобретения.
Гидравлический привод подачи для круглошлифовальных станков врезного типа, отличающийся тем, что в цилиндре порщня 7, служащего для быстрого подвода шлифовального круга к изделию, помещен второй поршень 2, пространство под которым сообщено трубкой 4 с цилиндром 5 малой ступени 6 диференциального поршня, больщая ступень 7 которого находится в цилиндре 8 и воздействует штоком 19 на бабку с шлифовальным кругом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Хомутик для шлифовальных работ | 1938 |
|
SU56991A1 |
| Механизм врезания для круглошлифовальных станков | 1941 |
|
SU62736A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Механизм врезания | 1981 |
|
SU1000250A1 |
| Устройство для доводки цилиндрических поверхностей | 1958 |
|
SU119451A1 |
| Смазочный насос для цилиндров паровых машин | 1931 |
|
SU36738A1 |
| Механизм поперечных подач круглошлифовального станка | 1978 |
|
SU747705A1 |
| Гидравлический сервомотор к пропеллерной турбине с принудительно-поворотными лопатками | 1929 |
|
SU16618A1 |