Короткие валики, шейки и т. д. шлифуются на круглошлифовальных станках без продольного перемещения стола лишь путем перемещения шлифовального круга в сторону изделия так называемым методом -врезания.
Для этого существуют специальные станки с механизмами врезания, но в большинстве случаев методом врезания работают на нормальных круглошлифовальных станках, производя подачу щлифовального круга вручную.
Автоматическая подача шлифовального круга увеличивает производительность станка п повышает качество обработки, в особенности при автоматическом контроле диаметра обрабатываемого изделия.
Предлагаемый механизм врезания можно использовать на любом круглошлифовальном станке без малейших конструктивных изменений последнего.
Для этого, согласно изобретению, применен гидравлический цилиндр, шток подпружиненного поршня которого связан с рычагом, несущим собачку для хра-пового колеса, сидящего на винте радиальной подачи.
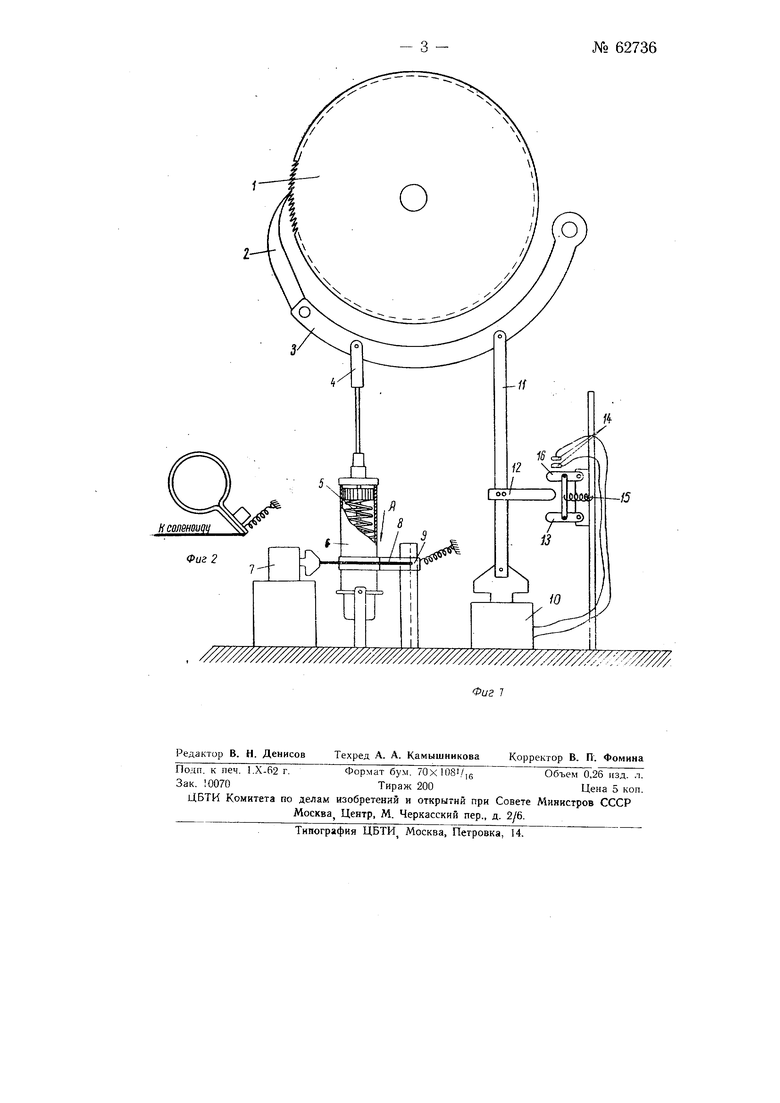
На фиг. 1 показана схема предлагаемого механизма; на фиг. 2 - вид его по стрелке А на фиг. 1.
Рычаг надевается отверстием ка ось снятого упора с правой стороны храпового колеса 7 щлифовального станка. На рычаге 3 шарнирно укреплена подпружиненная собачка 2, упираюшаяся в зубья храпового колеса. Вилка 4, поднимаемая пружиной 5, вставленной в цилиндре 5, через рычаг 3 и собачку 2 поворачивает храповое колесо / станка, че.м и подводит с установленной скоростью шлифовальный круг.
Скорость движения вилки 4 вверх определяется перетеканием .масла из верхней части цилиндра в нижнюю, через отверстия в поршне, расположенном над пружиной 5; сечения отверстий регулируются поворотом цилиндра 6.
№ 62736- 2 Рычаг 3, поднимающийся в верхнее положение с помощью тяги // пальцем 12, поднимая планку 16, переводит пружину 15 через мертвое положение и последняя, перемещая планку выше, замыкает контакты 14 электромагнита 10, который срабатывает и отводит рычаг 3 в нижнее положение. Сжимается пружина 5, масло через больщие отверстия в поршне протекает в верхнюю часть цилиндра 6. Палец 12, нажимая на планку 13, переводит пружину 15 через мертвое положение и последняя, перемещая планки 13 к 16, размыкает контакты 14. Электромагнит (соленоид) 10 перестает работать и пружина 5 через вилку 4 перемещает рычаг 3, который собачкой 2 поворачивает храповое колесо / до следующего -срабатывания электромагнита Ю.
Когда на изделии останется определенный припуск на чистовую шлифовку, установленный контрольный прибор на изделии включает электромагнит 7 и он за рычаг 9 поворачивает цилиндр 6 на (дределенный угол, чем уменьщает или совсем перекрывает малые отверстия порщня и переключает станок на чистовую обработку до окончательного размера.
После того, когда изделие получает заданный размер, контрольный прибор включает ускоренный отвод шлифовального круга.
Предмет изобретения
1.Механизм врезания для круглошлифовальных -станков, отличающийся применением гидравлического цилиндра, щток подпружиненного поршня которого связан с рычагом, несущим собачку для храпового колеса, сидящего на винте радиальной подачи.
2.Форма выполнения механизма по-п. 1, отличающаяся тем, что, с целью сообщения ;порщню цилиндра перемещения для сжатия пружины, применен периодически включаемый электромагнит, предназначенный для воздействия на рычаг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический привод подачи для кругло-шлифовальных станков врезного типа | 1939 |
|
SU58327A1 |
| Автомат для чистовой обработки конического конца стержня малого диаметра (например, пуансона, цапф оси) | 1959 |
|
SU124333A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Станок для заточки сверл | 1984 |
|
SU1220742A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Устройство для осевого перемещения шпинделя шлифовального круга | 1977 |
|
SU691285A1 |
| Способ дискретного управления врезной подачей шлифовального станка | 1978 |
|
SU878542A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |