Широко применяемая за границей быстрорежущая стааь типа 18-4-1 имеет состав: 18% вольфрама, 4% хрома, 1% ванадия. У нас в СССР близкой к этому составу является марка „Р ОСТа f 4957.
Для многих стран вольфрам является дефицитным легирующим элементом, и всюду ведутся работы по изысканию состава, который, наряду с сохранением режущих свойств на уровне быстрорежущей стали, был бы более дешевым в условиях данной страны.
Как пример такого состава, широко рекламируемого в США, можно указать на молибденовую быстрорежущую сталь, где вместо 18% вольфрама введено 2% вольфрама и 8% молибдена (ссохранением 1% ванадия). Такое решение вопроса не дало полноценной замены быстрорежущей стали, так как режущие свойства ее несколько ниже, чем стали 18-4-1.
Работы Ленинградского института металлов (ЛИМ) были направлены
по другому направлению. ЛИМ создал две марки суррогатов быстрорежущей стали с высоким содержанием хрома (хромо-кремне-ванадиевые стали типа ЭЙ 116 и ЭЙ 172 по маркировке завода Электросталь). Однако режущая способность их при первых опытах была чрезвычайно низка, и режущий инструмент, изготовляемый из них, не мог подвергаться нормальной переточке в процессе эксплоатации.
Позднейщими работами установлены методы термической обработки, позволяющие приступить к внедрению этих суррогатов, но все же их режущая способность не может удовлетворить тем требованиям, которые предъявляет к режущему инструменту стахановское движение в металлообрабатывающей промыщленности.
Быстрорежущая сталь по настоящему изобретению имеет следующий состав:
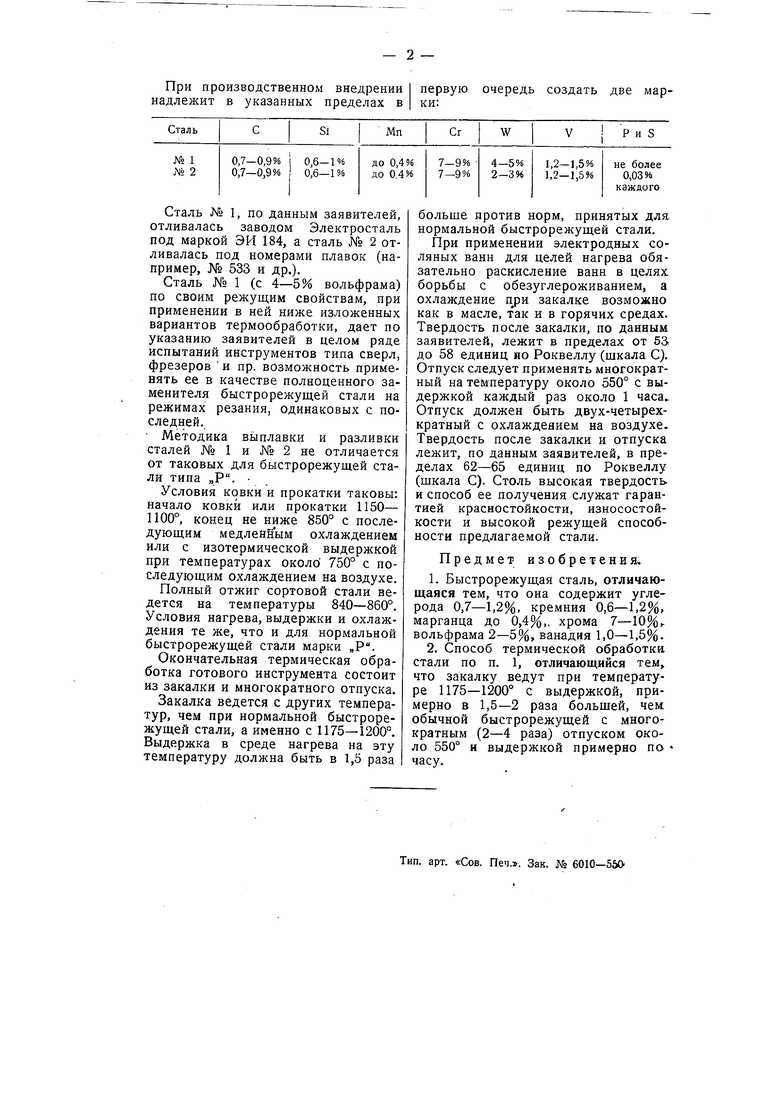
Сталь № 1, по данным заявителей, отливалась заводом Электросталь под маркой ЭЙ 184, а сталь № 2 отливалась под номерами плавок (например, № 533 и др.).
Сталь № 1 (с 4-5% вольфрама) по своим режущим свойствам, при применении в ней ниже изложенных вариантов термообработки, дает по указанию заявителей в целом ряде испытаний инструментов типа сверл, фрезеров и пр. возможность применять ее в качестве полноценного заменителя быстрорежущей стали на режимах резания, одинаковых с последней.
Методика выплавки и разливки сталей № 1 и № 2 не отличается от таковых для быстрорежущей стали типа „Р.
Условия ковки и прокатки таковы: начало ковки или прокатки 1150- 1100°, конец не ниже 850° с последующим медленным охлаждением или с изотермической выдержкой при температурах около 750° с последующим охлаждением на воздухе.
Полный отжиг сортовой стали ведется на температуры 840-860°. Условия нагрева, выдержки и охлаждения те же, что и для нормальной быстрорежущей стали марки „Р.
Окончательная термическая обработка готового инструмента состоит из закалки и многократного отпуска.
Закалка ведется с других температур, чем при нормальной быстрорежущей стали, а именно с 1175-1200°. Выдержка в среде нагрева на эту температуру должна быть в 1,5 раза
больше против норм, принятых дла нормальной быстрорежущей стали.
При применении электродных соляных ванн для целей нагрева обязательно раскисление ванн в целях борьбы с обезуглероживанием, а охлаждение закалке возможно как в масле, так и в горячих средах. Твердость после закалки, по данным заявителей, лежит в пределах от 53. до 58 единиц ио Роквеллу (шкала С), Отпуск следует применять многократный на температуру около 550° с выдержкой каждый раз около 1 часа. Отпуск должен быть двух-четырехкратный с охлаждением на воздухе. Твердость после закалки и отпуска лежит, по данным заявителей, в пределах 62-65 единиц по Роквеллу (шкала С). Столь высокая твердость и способ ее получения служат гарантией красностойкости, износостойкости и высокой режущей способности предлагаемой стали.
Предмет изобретеныя
1.Быстрорежущая сталь, отличающаяся тем, что она содержит углерода 0,7-1,2%, кремния 0,6-1,2%, марганца до 0,4%,, хрома 7--10% вольфрама 2-5%, ванадия 1,0-1,5%.
2.Способ термической обработки стали по п. 1, отличающийся тем что закалку ведут при температуре 1175-1200° с выдержкой, примерно в 1,5-2 раза большей, чем обычной быстрорежущей с многократным (2-4 раза) отпуском около 550° и выдержкой примерно по часу.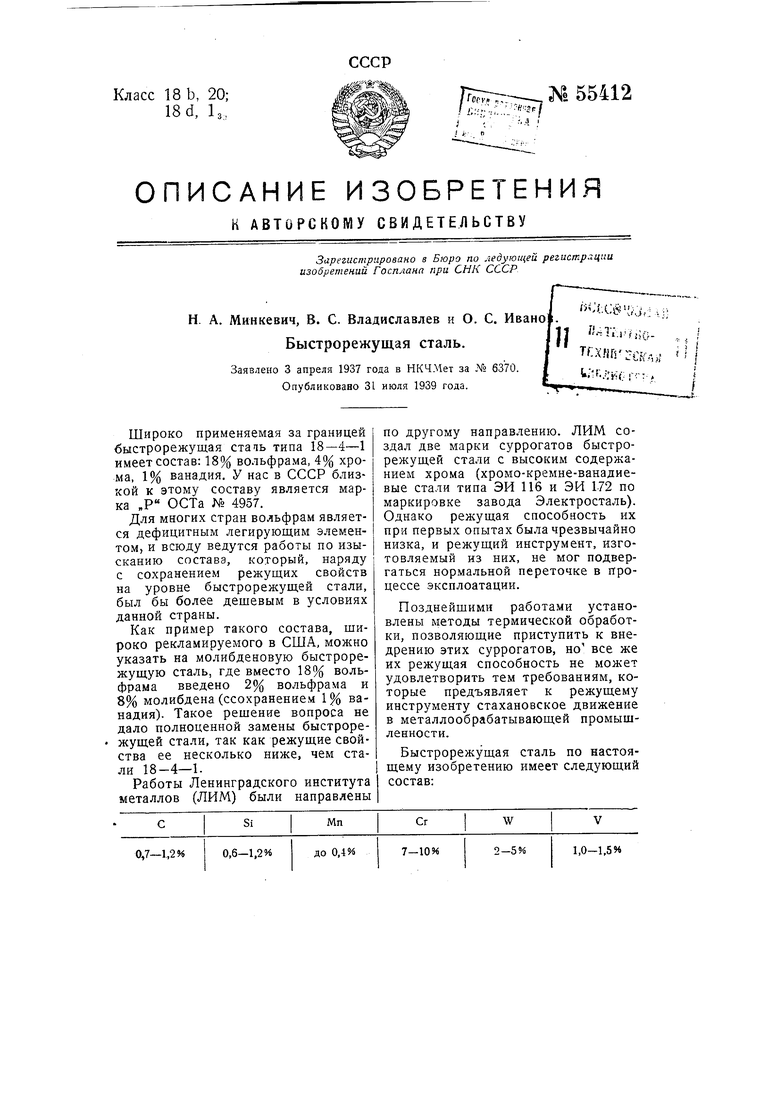
| название | год | авторы | номер документа |
|---|---|---|---|
| Быстрорежущая хромомолибдено-ванадиевая сталь | 1938 |
|
SU55345A1 |
| Способ газовой цементации инструмента | 1940 |
|
SU62341A1 |
| Маловольфрамовая быстрорежущая сталь | 1941 |
|
SU61665A1 |
| Быстрорежущая сталь | 1981 |
|
SU1002397A1 |
| ЛЕГИРОВАННАЯ СТАЛЬ, ДЕРЖАТЕЛЬ ИЛИ ДЕТАЛЬ ДЕРЖАТЕЛЯ ДЛЯ ИНСТРУМЕНТА ДЛЯ ФОРМОВАНИЯ ПЛАСТМАСС, УПРОЧНЕННАЯ ЗАКАЛКОЙ ЗАГОТОВКА ДЛЯ ДЕРЖАТЕЛЯ ИЛИ ДЕТАЛИ ДЕРЖАТЕЛЯ, СПОСОБ ПРОИЗВОДСТВА ЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2425170C2 |
| СТАЛЬ, ИЗГОТОВЛЕННАЯ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ, ИНСТРУМЕНТ, ВКЛЮЧАЮЩИЙ СТАЛЬ, И СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 2006 |
|
RU2415961C2 |
| ИЗДЕЛИЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ С ВЫСОКОЙ ТЕРМОСТОЙКОСТЬЮ | 2002 |
|
RU2221073C1 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ ДЛЯ ПИЛЬНОГО ПОЛОТНА | 2007 |
|
RU2440437C2 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 2000 |
|
RU2194792C2 |
| Сталь | 1989 |
|
SU1659524A1 |
