Настоящее изобретение относится к стали для применения в режущих инструментах и механической обработке металлов и других материалов. Рассматриваемая сталь имеет состав, который позволяет отнести ее к инструментальной стали быстрорежущего типа, основным отличительным признаком которой является пониженное содержание примесей цветных металлов, таких как ванадий, вольфрам и молибден, но свойства которой либо эквивалентны или выше, чем у обычных низколегированных быстрорежущих сталей, либо чуть ниже, чем у обычных высоколегированных быстрорежущих сталей. Такой набор свойств был получен в результате использования альтернативного легирующего элемента ниобия и более дешевых легирующих элементов, таких как кремний и алюминий.
Режущие инструменты применяются в большом числе операций резки и машинной обработки. Некоторыми примерами являются операции резки на ленту, пиление автоматическими или ручными пилами, сверление, токарная обработка, нарезка резьбы, фрезеровка, в том числе стали, цветных сплавов или других твердых материалов. Важным примером операции, для которой предназначено настоящее изобретение, являются пилы, используемые в машинах, или пилы для ручного пиления, и оба типа могут применяться в монолитной форме, выполненные полностью из быстрорежущей стали, или в биметаллической форме, когда только область зубьев выполнена из быстрорежущей стали, а остальная часть выполнена из низколегированной конструкционной стали. Другие режущие инструменты типично используют быстрорежущие стали и могут быть выполнены из стали по настоящему изобретению, сюда относятся: геликоидные сверла, верхние фрезы, профильные инструменты, гвозди, буры и особые сверла для материалов высокого сопротивления. Кроме того, тонкие режущие инструменты, такие как метчики, клуппы и особые виды фрез.
Эти же быстрорежущие стали, использующиеся в таких инструментах, могут применяться как формовочные инструменты. Примерами являются пуансоны, инструменты для холодной формовки, вырубные штампы и инструменты для резки листового металла, чеканочные штампы, штампы для формовки металлических или керамических прокладок и другие инструменты для горячей и теплой ковки, они могут использоваться также как инструменты для других применений в холодной, теплой или горячей формовке, где формуемый материал имеет температуры, достигающие 1300°C.
Стали, традиционно применяющиеся в режущих инструментах, являются быстрорежущими сталями, основным свойством которых является высокое сопротивление износу и сохранение твердости при высоких температурах. Типичными примерами являются стали типа AISI M или AISI T, причем на первом плане стоят стали AISI M2, M7 и TI. Низколегированные стали могут использоваться в инструментах, к которым не предъявляются высокие требования; основными сталями являются DIN 1.3333 и стали AISI M50 и M52. Химический состав таких сталей показан в таблице 1, причем нужно обратить особое внимание на вольфрам, молибден и ванадий, которые оказывают существенное влияние на стоимость конечного сплава. Влияние этих элементов на стоимость показано в таблице 2, по отнесению к стоимости сплавов на декабрь 2005. Из этих данных ясно видно преимущество низколегированных сталей над обычными сталями в том, что касается стоимости сплава.
Так, на стоимость быстрорежущих сталей всегда сильное влияние оказывает стоимость сырья (легирующих элементов). Однако недавнее повышение цен на стали и железные сплавы делает это влияние еще более существенным. Во многих случаях сильно возросли расходы даже на низколегированные стали, что повышает интерес к композициям с еще меньшим содержанием легирующих элементов. И, как для обычных сталей, возрастает потребность в низколегированных сталях, которые бы не имели выраженного ухудшения свойств, причем главным из этих свойств является твердость. Минимальной твердостью в большинстве приложений является 64 единицы по шкале HRC и, как показано в таблице 1, стали M50 и M52 не отвечают этим требованиям.
Стали с 3% V, соответствующие уровню техники (ET). Указаны только основные легирующие элементы в массовых процентах и баланс по железу
Таким образом, очевидна потребность в новом составе для быстрорежущих сталей, который соответствовал бы требованиям низкого содержания легирующих элементов, даже ниже, чем у имеющихся в настоящее время сталей, который достигал бы минимальной твердости 64 HRC и имел бы подходящее распределение нерастворенных карбидов, получая, таким образом, свойства, требуемые для применения.
Сталь по настоящему изобретению отвечает этим требованиям.
Задачей изобретения было, прежде всего, изучить влияние элементов кремния, алюминия и ниобия в составах с низким содержанием ванадия, молибдена и вольфрама. Данным исследованием было обнаружено существенное влияние ниобия, однако оно недостаточно, чтобы довести твердость до необходимого уровня. Тогда в стали по настоящему изобретению были использованы элементы алюминий и особенно кремний, которые показали значительные эффекты. Таким образом, определение содержания этих элементов и их подходящего рабочего диапазона способствует снижению стоимости и достижению искомых свойств материала. Такие диапазоны описаны ниже, отмечен также эффект от каждого элемента.
Чтобы удовлетворить указанным выше условиям, сталь по настоящему изобретению имеет состав легирующих элементов, который состоит из (в массовых процентах):
0,5-1,5 C, предпочтительно 0,8-1,1 C, типично 0,87 C;
1,0-7,0 Cr, предпочтительно 3,0-5,0 Cr, типично 4,0 Cr;
3,0-10,0 Weq (вольфрамового эквивалента), предпочтительно 4,0-8,0 Weq, типично 6,0 Weq, причем Weq задается соотношением Weq=W+2,0 Mo;
0,5-3,0 Nb, предпочтительно 0,8-1,8 Nb, типично 1,2 Nb, причем Nb может быть частично или полностью заменен на Zr, Ti, Ta или V в таком отношении, чтобы 1,0% Nb соответствовал 0,5% V или Ti, и 1,0% Nb соответствовал 1,0% Zr или Ta;
0,3-2,0 V, предпочтительно 0,5-1,0 V, типично 0,7 V, причем V может быть частично или полностью заменен на Nb в таком отношении, чтобы 1,0% Nb соответствовал 0,5% V. В случае замены V на Nb содержание Nb в конечном сплаве должно рассчитываться из этого соотношения и добавляться к уже заданному содержанию в сплаве;
0,3-3,5 Si, предпочтительно 0,7-2,0 Si, типично 1,0 Si, причем Si может быть частично или полностью заменен на Nb при отношении 1:1;
максимум 8% Co, предпочтительно максимум 5% кобальта, типично максимум 2% Co.
Как описывается ниже, в сталь по настоящему изобретению можно добавлять алюминий, что способствует улучшению свойств. Однако составы без добавки алюминия также могут использоваться в сталях по настоящему изобретению, это легче с точки зрения получения сплава. Таким образом, содержание алюминия должно определяться следующим образом:
максимум 1,0 Al, предпочтительно максимум 0,5 Al, типично максимум 0,2 Al для составов с Al как остаточным элементом. В этом случае Al следует рассматривать как примесь;
0,2-3,5 Al, предпочтительно 0,5-2,0 Al, типично 1,0 Al, плюс содержание Si, описанное выше, для составов, которые требуют Al для улучшения свойств.
Балансом является железо и металлические или неметаллические примеси, неизбежные для сталелитейного процесса, причем указанные примеси включают, без ограничений, следующие элементы (в массовых процентах):
Mn максимум 1,5, предпочтительно Mn максимум 0,8, типично Mn максимум 0,5;
P максимум 0,10, предпочтительно P максимум 0,05, типично P максимум 0,03;
S максимум 0,10, предпочтительно S максимум 0,020, типично S максимум 0,008;
N максимум 0,1, предпочтительно N максимум 0,05, типично N максимум 0,5;
Ce или другие редкоземельные элементы максимум 0,5.
Редкоземельными элементами считаются элементы семейства лантаноидов или актиноидов периодической системы, а также элементы La, Ac, Hf и Rf. Содержание Ce предпочтительно должно быть ниже 0,1, типично ниже 0,06.
Ниже приводятся основания для задания состава нового материала. Приводимые проценты являются массовыми процентами.
C: углерод является главным ответственным за отклик на термообработку и за образование первичных карбидов. Его содержание должно быть ниже 1,5%, предпочтительно максимум 1,1%, чтобы присутствие остаточного аустенита после закалки было не очень высоко. Это важно в низколегированных сталях, таких как сталь по настоящему изобретению, так как углерод стремится образовать меньше карбидов легирующих элементов в форме первичных карбидов и эвтектик; таким образом, после закалки получается повышенное содержание свободного углерода, что способствует значительному повышению доли остаточного аустенита. Однако содержание углерода должно быть достаточным, чтобы образовались первичные карбиды, особенно в комбинации с ниобием, а также вторичные карбиды при отпуске, и чтобы способствовать упрочнению мартенсита после закалки. Поэтому содержание углерода не должно быть ниже 0,5%, причем предпочтительно содержание углерода выше 0,8%.
Cr: Содержание хрома должно быть выше 1%, предпочтительно выше 3%, так как этот элемент улучшает характеристики закалки и осаждение вторичных карбидов при отпуске и отжиге. Вместе с углеродом хром также определяет образование первичных карбидов типа M7C3, которые нежелательны для быстрорежущих сталей, так как они снижают способность к шлифовке и ударную вязкость. Таким образом, содержание хрома должно быть ограничено 10%, предпочтительно менее 7%.
W и Mo: Вольфрам и молибден имеют аналогичный эффект на быстрорежущие стали, присутствуют, в частности, в первичных карбидах типа M2C или M6C и вторичных карбидах того же типа, причем последние образуются при отпуске или в условиях полного твердения. Таким образом, их можно задавать совместно как вольфрамовый эквивалент (Weq), определяемый суммой W + 2Mo, которая учитывает разницу в атомном весе этих двух элементов. Для настоящего изобретения использование молибдена и вольфрама предназначается, в частности, для образования вторичных карбидов при отпуске, способствуя, таким образом, повышению твердости при отпуске. Поэтому для адекватного объема вторичного осаждения и для твердости после отпуска Weq должен быть выше 3%, предпочтительно выше 4%. С другой стороны, такие элементы существенно влияют на стоимость сплава, поэтому уменьшение содержания этих элементов является одной из главных сторон стали по настоящему изобретению. Поэтому содержание Weq должно быть ниже 10,0%, предпочтительно ниже 8,0%.
V: Для обсуждаемой стали ванадий должен иметь функцию, эквивалентную описанной для молибдена и вольфрама, т.е. влияние на вторичное твердение, образование тонких карбидов при отпуске. Ванадий также может образовывать первичные карбиды, это не является основной целью добавления его в сталь по настоящему изобретению. Кроме того, ванадий также имеет существенное влияние на контроль роста аустенитных зерен во время аустенизации. Для достижения таких эффектов ванадия должно содержаться больше 0,3%, предпочтительно больше 0,5%. Так как он также вносит существенный вклад в стоимость сплава, содержание ванадия в настоящем изобретении должно быть меньше 2,0%, предпочтительно меньше 1,0%.
Nb: Ниобий имеет существенное влияние на сталь по настоящему изобретению. Этот элемент образует очень твердые эвтектические карбиды в основном типа MC и, таким образом, он важен для сопротивления износу получаемых инструментов. Другим интересным эффектом ниобия является то, что образованные карбиды MC растворяют немного вольфрама, молибдена и ванадия, высвобождая эти элементы после аустенизации и закалки для вторичного осаждения. Таким образом, быстрорежущая сталь, содержащая ниобий, позволяет использовать меньшие количества молибдена, вольфрама и ванадия и, таким образом, этот элемент может значительно снизить стоимость сплава. Однако его характеристики определяются фракцией мелких и очень твердых карбидов MC, образованных ниобием. С другой стороны, содержание ниобия не может быть выше 3%, так как в этих ситуациях он образует грубые первичные карбиды, которые вряд ли станут мельче после процесса горячей деформации. Таким образом, помимо повышения стоимости сплава, избыточное содержание ниобия может ухудшить ударную вязкость и возможности шлифовки сплава. Поэтому содержание ниобия в стали по настоящему изобретению должно быть от 0,5 до 3,0%, предпочтительно от 0,8 до 1,8%.
Si: Кремний является одним из основных элементов для стали по настоящему изобретению. Этот элемент в высоколегированных быстрорежущих сталях обычно оказывает нежелательное влияние как на первичные, так и на вторичные карбиды. Одним из основных таких эффектов является повышение объема первичных карбидов, что отрицательно влияет на возможность шлифовки, результат термообработки и уменьшение устойчивости против отпуска. Это происходит из-за влияния кремния на объем дельта-феррита при твердении и из-за снижения объема высокостабильных вторичных карбидов типа MC и MC2. Поэтому кремния в обычные составы добавляют не более 0,5%. Однако сталь по настоящему изобретению не имеет проблем с введением кремния, так как это низколегированная сталь. Напротив, этот элемент приводит к значительному повышению твердости при отпуске. Это эффект еще полностью неясен, но он может быть следствием влияния кремния на устранение цементита осажденного после отпуска, что способствует повышению количества карбидов типа MC и M2C. Таким образом, несмотря на уменьшение содержания элементов, которые способствуют вторичному твердению, таких как вольфрам, молибден и ванадий, повышение содержания кремния в стали по настоящему изобретению способствует восстановлению и повышению твердости до значений, приемлемых для быстрорежущих сталей. Чтобы достичь такого результата, содержание кремния должно быть выше 0,3%, предпочтительно выше 0,7%. Однако содержание этого элемента должно быть ниже 3,5%, так как он сужает диапазон аустенизации и вызывает чрезмерное твердение феррита при отпуске. Содержание кремния предпочтительно дольно быть ниже 2,0%.
Al: Добавление алюминия в сталь по настоящему изобретению является необязательным. Небольшое улучшение свойств, таких как устойчивость к отпуску, может быть достигнуто при содержании выше 0,3%, предпочтительно выше 0,7%. Однако, чтобы обеспечить высокое твердение феррита, высокую химическую активность жидкой стали и повышение температур AC1 и AC3, алюминия должно быть меньше 3,5%, предпочтительно меньше 2,0%. Даже при содержании около 1,0% алюминий все еще вызывает эти нежелательные эффекты. Изменение температур AC1 и AC3 делает условия отпуска материала особенно трудными, требуя значительно более высоких температур. А химическая активность жидкого металла затрудняет работу сталелитейных установок и очистку стали из-за неметаллических включений в конечной готовой стали. Таким образом, сталь по настоящему изобретению можно также производить с остаточным содержанием алюминия. В таком случае алюминия должно быть меньше 1,0%, предпочтительно меньше 0,5%.
Остальное: Другие элементы, такие как марганец, никель и медь, и элементы, обычно получаемые как типичные остаточные примеси в процессе получения жидкой стали, должны рассматриваться как примеси, связанные с процессами раскисления на сталелитейных установках, или как примеси, неизбежные для процессов получения. Поэтому содержание марганца, никеля и меди ограничивается 1,5%, и предпочтительно менее 1,0%. Такие элементы, как фосфор и сера, выделяются на границах зерна и на других границах раздела. Поэтому фосфора должно быть меньше 0,10%, предпочтительно меньше 0,5%, а серы должно быть меньше 0,050%, предпочтительно максимум 0,020%.
Как описано, сплав может быть получен в виде проката или кованых изделий как обычными, так и особыми процессами, такими как порошковая металлургия, распылительная формовка или непрерывная разливка, с получением таких продуктов, как проволока-катанка, прутки, проволока, листы и полосы.
В следующем описании проведенных экспериментов делаются ссылки на приложенные фигуры, на которых:
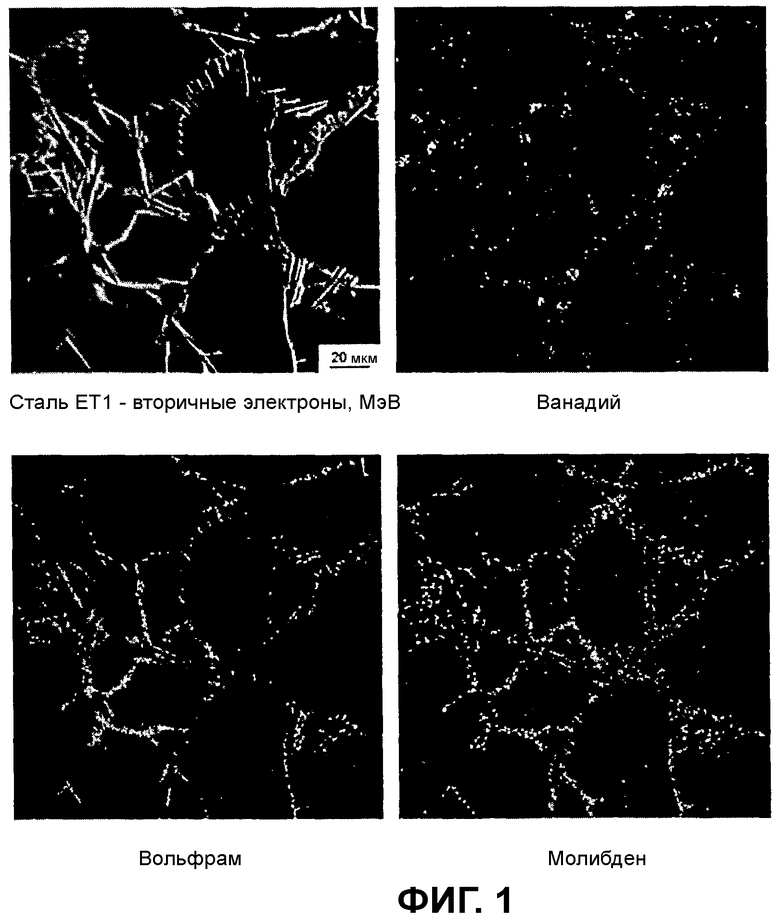
Фиг.1 показывает увеличенную микроструктуру сплава ET1, соответствующего уровню техники, в виде рентгеновских карт распределения элементов ванадия, вольфрама и молибдена. Чем выше плотность точек на карте, чем больше относительная концентрация химического элемента. Микроструктура получена сканирующей электронной микроскопией (СЭМ) по вторичным электронам; рентгеновские карты распределения получены на спектрометре с дисперсией длины волны.
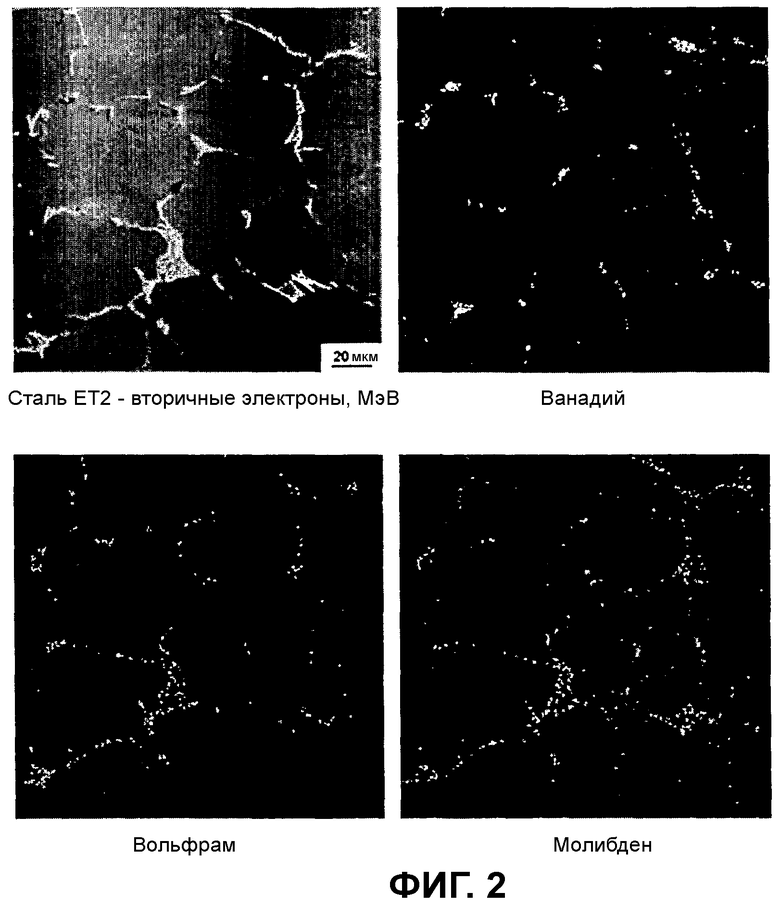
Фиг.2 показывает увеличенную микроструктуру сплава ET2, соответствующего уровню техники, в виде рентгеновских карт распределения элементов ванадия, вольфрама и молибдена. Чем выше плотность точек на карте, чем больше относительная концентрация химического элемента. Микроструктура получена сканирующей электронной микроскопией (СЭМ) по вторичным электронам; рентгеновские карты распределения получены на спектрометре с дисперсией длины волны.
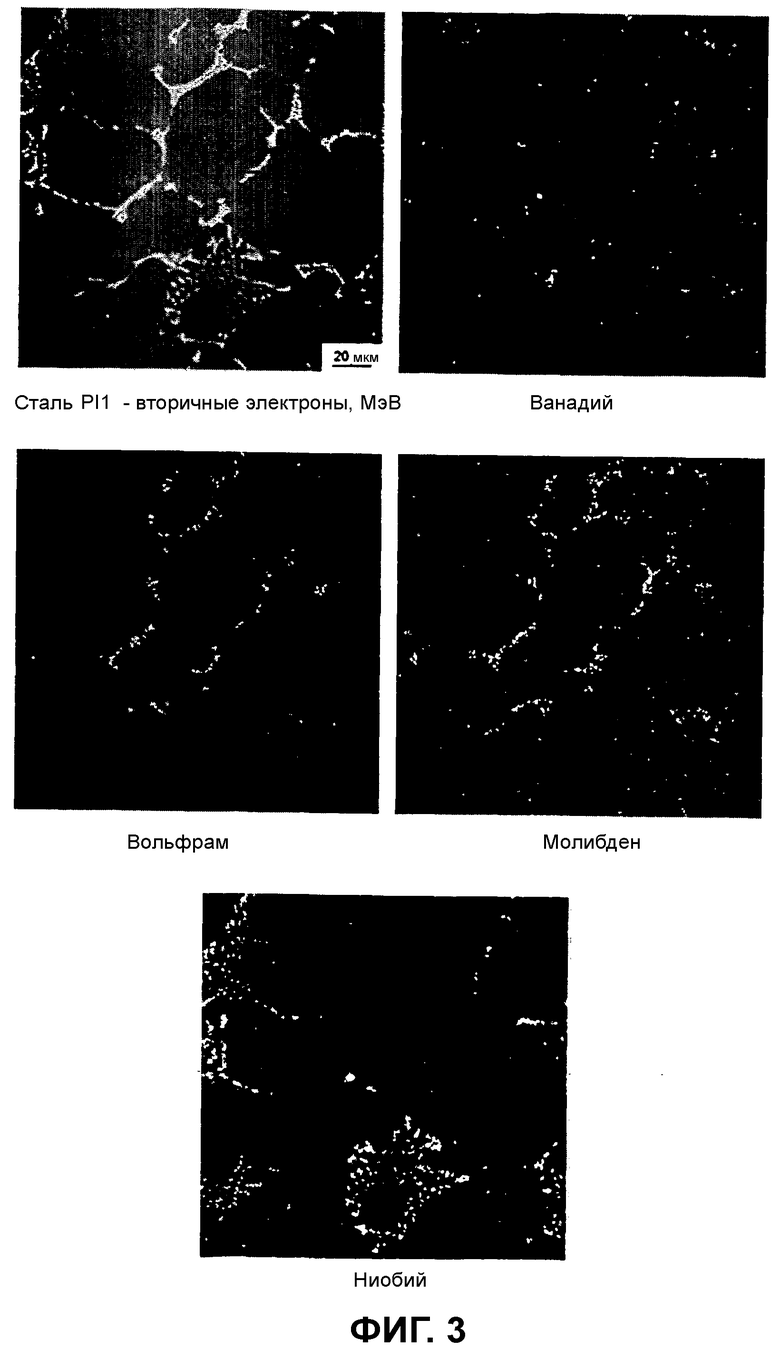
Фиг.3 показывает увеличенную микроструктуру сплава PI1 по настоящему изобретению, в виде рентгеновских карт распределения элементов ванадия, вольфрама, молибдена и ниобия. Чем выше плотность точек на карте, чем больше относительная концентрация химического элемента. Микроструктура получена сканирующей электронной микроскопией (СЭМ) по вторичным электронам; рентгеновские карты распределения получены на спектрометре с дисперсией длины волны.
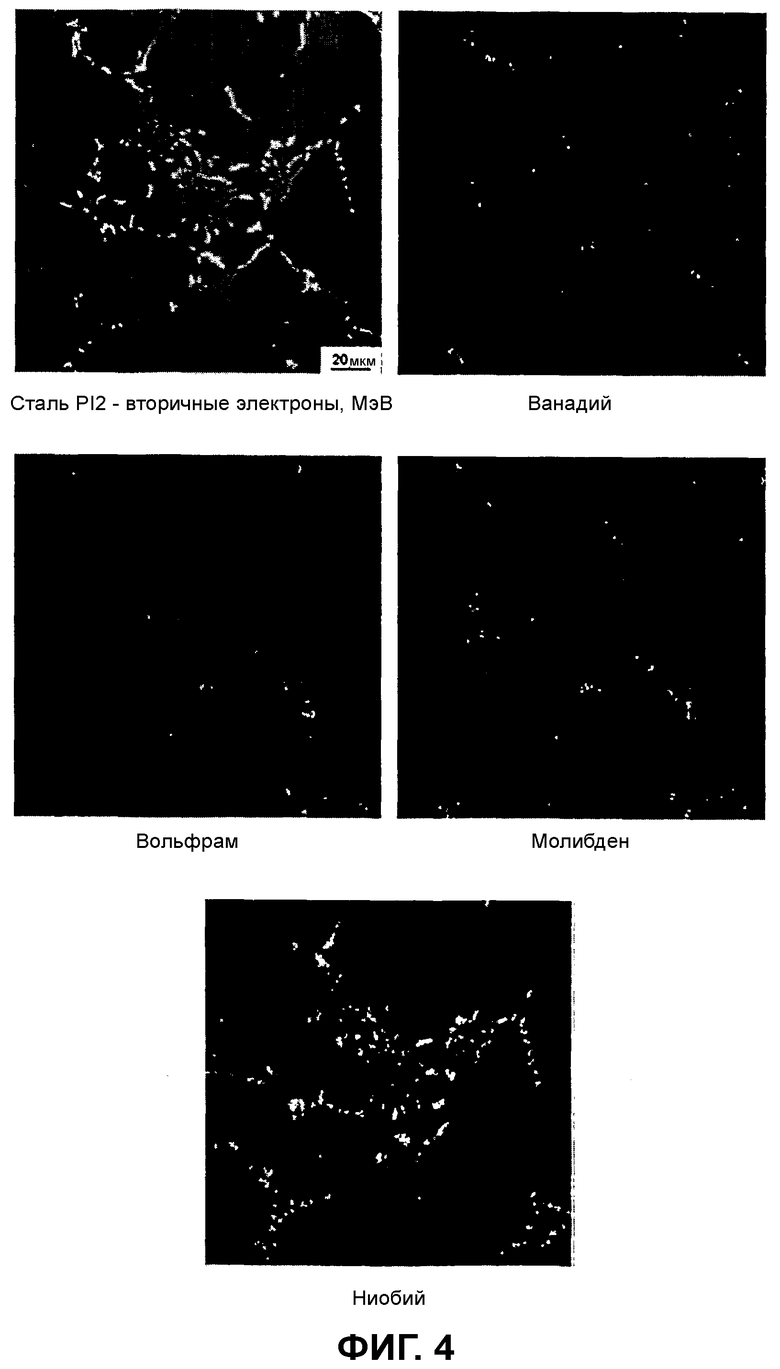
Фиг.4 показывает увеличенную микроструктуру сплава PI2 по настоящему изобретению, в виде рентгеновских карт распределения элементов ванадия, вольфрама, молибдена и ниобия. Чем выше плотность точек на карте, чем больше относительная концентрация химического элемента. Микроструктура получена сканирующей электронной микроскопией (СЭМ) по вторичным электронам; рентгеновские карты распределения получены на спектрометре с дисперсией длины волны.
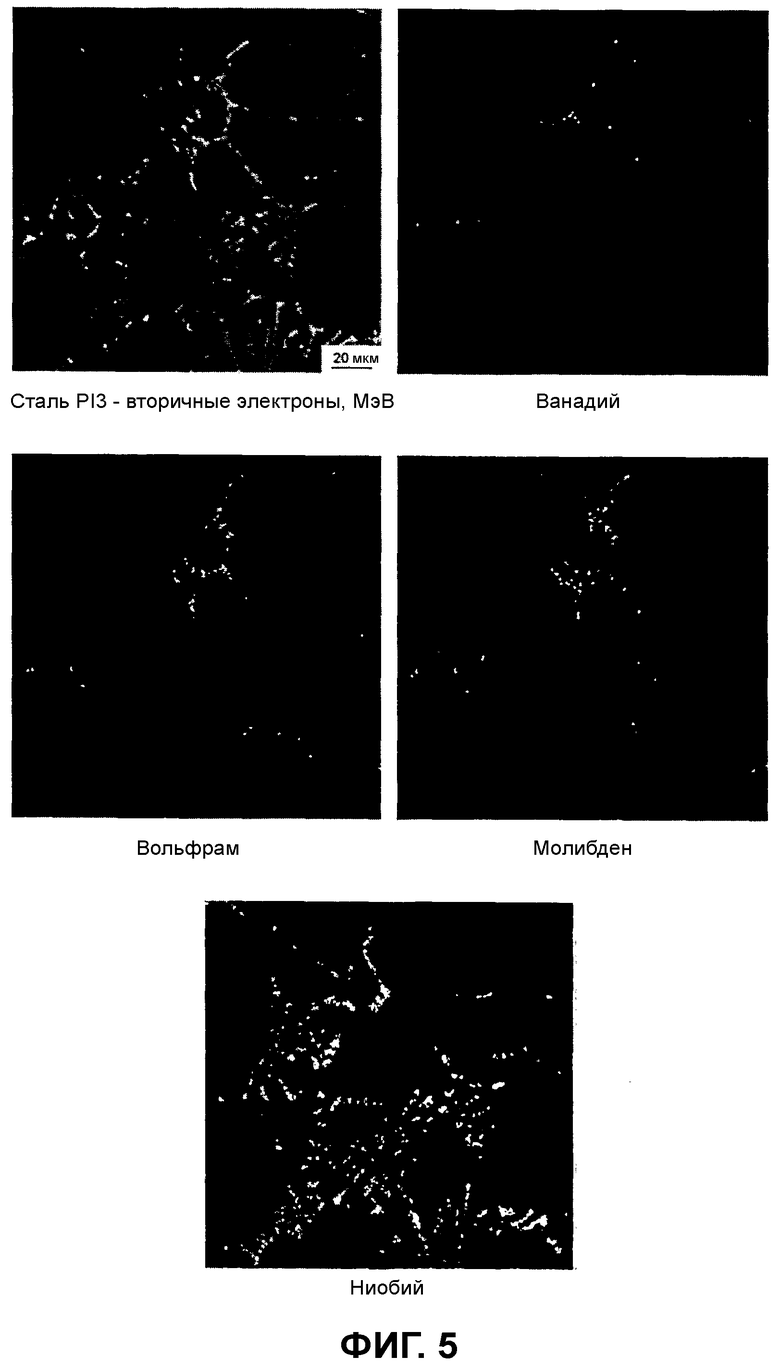
Фиг.5 показывает увеличенную микроструктуру сплава PI3 по настоящему изобретению, в виде рентгеновских карт распределения элементов ванадия, вольфрама, молибдена и ниобия. Чем выше плотность точек на карте, чем больше относительная концентрация химического элемента. Микроструктура получена сканирующей электронной микроскопией (СЭМ) по вторичным электронам; рентгеновские карты распределения получены на спектрометре с дисперсией длины волны.
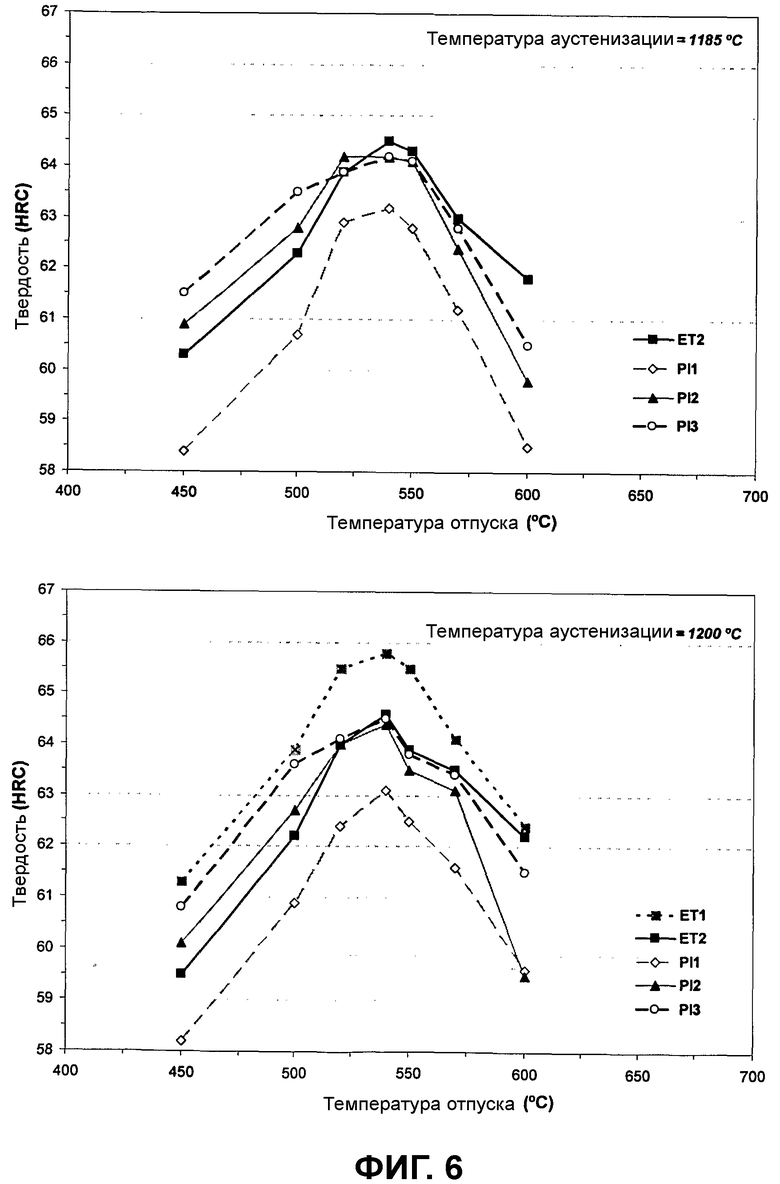
Фиг.6 показывает кривые отпуска сплавов. Для сплавов ET2, PI1, PI2 и PI3 исследованы кривые для двух температур аустенизации, указанных в правом верхнем углу каждой кривой. Сплав ET1 сравнивали для температуры аустенизации 1200°C, так как это его обычная температура аустенизации. Результаты испытаний приведены для образцов с использованием всасывающего патрубка диаметром около 15 мм, подвергавшихся аустенизации в течение 5 минут при указанной температуре, закалке в масле и двукратному отпуску в течение 2 часов.
Фиг.7 сравнивает распределение карбидов по размерам для сплавов ET2, PI1, PI2 и PI2 в абсолютных значениях (a) и в процентах (b). Результаты получены анализом 12 полей с увеличением 1000x, что дает в целом 0,15 мм2 площади, проанализированной для каждого сплава.
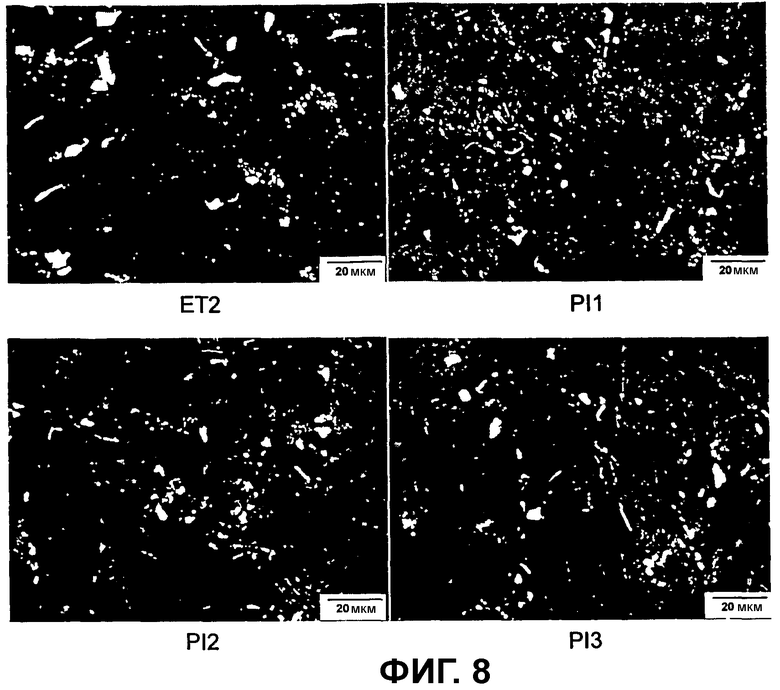
Фиг.8 сравнивает микроструктуру, представляющую каждый из сплавов ET2, PI1, PI2 и PI3, в условиях закалки и отжига на пике твердости, после травления 4%-ным ниталем. Увеличение 500*.
Пример 1:
Для сравнения с экспериментальными слитками по настоящему изобретению, обозначенными PI1, PI2 и PI3, были сделаны экспериментальные слитки из двух сталей по уровню техники, обозначенные ET1 и ET2. Сталь ET1 соответствует стандарту DIN 1.3343, она близка высокоуглеродистой стали AISI M2, широко применяющейся в инструментах, сделанных из быстрорежущих сталей, и по этой причине она используется как эталон для материала по настоящему изобретению. С другой стороны, сталь ET2 является низколегированной сталью, способной достигать твердости 64 HRC, и широко используется для пильных полотен. Химические составы показаны в таблице 2. Указано также суммарное содержание более дорогостоящих элементов, таких как вольфрам, молибден и ванадий, с весовыми коэффициентами, отражающими стоимость.
Таблица 2 показывает существенно уменьшение содержания в стальном сплаве по настоящему изобретению тех элементов, которые превратили его в более дешевый сплав, как видно из таблицы 3, в расчете на количества на декабрь 2005. Можно видеть снижение стоимости стали ET1 по сравнению с ET2 (обе отвечают уровню техники), а также снижение в такой же степени стоимости сталей по настоящему изобретению по сравнению со сталью ET2, являющейся низколегированной сталью. Таким образом, эти результаты показывают, что сталь по настоящему изобретению является вторым шагом к снижению стоимости сплава по сравнению с уже существующими низколегированными сталями, такими как сталь ET2. Что же касается стали ET1, разница в стоимости сплавов в два раза выше.
Для пяти таких сплавов близкими процедурами в вакуумной индукционной печи была проведена отливка слитков в чугунные изложницы, что дало 55-килограммовые слитки. После застывания слитки подвергали отжигу в подкритическом интервале, и эти пять составов сначала были классифицированы по микроструктуре сплава. Во-первых, можно видеть большее количество первичных карбидов в сплаве ET1, что является результатом более высокого содержания в нем легирующих элементов. Во-вторых, ясна видимая концентрация элементов ванадия, молибдена и вольфрама, соответствующая плотности точек на рентгеновском снимке, и концентрация первичных карбидов значительно выше в сплавах ET1 и ET2 по сравнению со сплавами PI1, PI2 и PI3. С другой стороны, последние обычно образуют в основном карбиды ниобия. Такие карбиды являются карбидами типа MC и очень твердыми, таким образом, они могут прекрасно заменить карбиды более дорогих элементов, таких как вольфрам, молибден и ванадий. И, в дополнение к этому эффекту, карбиды ниобия имеют интересное свойство: они не содержат избыточных количеств других элементов, особенно молибдена, вольфрама и ванадия.
Таким образом, они дают этим элементам больше свободы для образования вторичных карбидов, которые при отпуске важны для проверки высокой твердости, необходимой для применений материала.
Вкратце, фиг.1-5 показывают, что первичные карбиды сплавов PI1, PI2 и PI3 преимущественно являются карбидами типа MC, обогащенными ниобием. Они поглощают меньшее количество вольфрама, молибдена и ванадия, чем первичные карбиды сталей, соответствующих уровню техники и, таким образом, они позволяют снизить полное содержание таких элементов в сплаве, к чему стремятся посредством стали по настоящему изобретению.
Химический состав четырех сталей, соответствующих уровню техники (ET1-ET4) и стали по настоящему изобретению (PI)
Кроме первичных карбидов, для быстрорежущих сталей существенна твердость после термообработки. Поэтому были получены экспериментальные прутки прокатом на круглые стержни диаметром 34-мм и отжигом при температуре 850°C для сплавов ET1, ET2 и ET3 и температуре 980°C для сплава PI3. После этого их подвергали закалке с аустенизацией при температуре от 1185 до 1200°C в течение 5 минут и двум отпускам при температурах от 450 до 600°C, каждый в продолжении 2 часов.
Стоимость металлической составляющей, то есть легирующих металлов, содержащихся в сплавах ET1, ET2, PI1, PI2 и PI3. Значения нормированы на стоимость металлической составляющей сплавов ET1 и ET2. Расчеты относятся к производству в сталеплавильных электропечах в декабре 2005 г.
Таблица 4 показывает твердость после закалки и отпуска сталей ET1, ET2, PI1, PI2 и PI3, твердость представлена также на фиг.6 в виде графика. Низколегированные стали (ET2, PI1, PI2 и PI3) подвергали аустенизации при 1185°C и 1200°C. Для более легированной стали ET1 применялась только обычная для этого материала температура аустенизации, а именно 1200°C.
Результаты в таблице 4 и на фиг.6 дают основания полагать, что стали PI1 и PI2 по настоящему изобретению могут достичь твердости выше 64 по шкале HRC, таким образом, они являются полезными сплавами. Для материалов, отпущенных при температурах, близких к тем, при которых достигается максимальная твердость, которые будут использоваться в инструментах, работающих при температурах ниже 550°C, твердости сталей PI2 и PI3 близки. Таким образом, с учетом большей сложности получения сплавов с высоким содержанием алюминия, более интересным кажется состав PI2, в этом случае твердость фактически совпадает с твердостью стали ET2. Однако в случае инструментов, которые работают при более высоких температурах, большую твердость обычно дает сплав PI3 и, таким образом, он может быть более выгодным.
Из фиг.6 видно повышение твердости сплавов PI1 и PI2 по сравнению со сплавом PI3, что связано с более высоким содержанием кремния. Это происходит из-за влияния кремния на вторичное осаждение, возможно, из-за уменьшения вторичных карбидов типа M3C и увеличения объема более мелких карбидов типа MC и M2C. С другой стороны, сравнивая сплавы PI2 и PI3, видно, что сплавы PI3 обнаруживают более высокую твердость при повышенных температурах отпуска (выше 550°C). В этом случае превалирующим эффектом является содержание алюминия в сплаве PI3, так как этот элемент вызывает повышение активности углерода и снижение диффузии элементов; таким образом, достигается большее сопротивление при высокой температуре.
Результат термообработки сталей, соответствующих уровню техники (ET1 и ET2) и сталей по настоящему изобретению. Указаны результаты по твердости (в единицах HRC) после аустенизации при 1185 и 1200°C, закалке в масле и двойном двухчасовом отпуске при указанной температуре
Оценивался также размер аустенитных зерен для сплавов ET2, PI1, PI2 и PI3 для нескольких температур аустенизации. Результаты показаны в таблице 5. Стали PI1, PI2 и PI3 имеют размер зерна чуть больше, чем сталь ET2, так как она имеет высокое содержание ванадия, как раз достаточно эффективное для контроля роста размера аустенитных зерен. Однако сплавы PI1, PI2 и PI3 имеют все же маленький размер зерна, особенно до 1185°C, учитывая, что калибр 33 мм является относительно большим для быстрорежущих сталей. Таким образом, эта температура аустенизации кажется наиболее подходящей для стали по настоящему изобретению.
Размер аустенитных зерен, измеренный по методу секущих по Snyder-Graff, для сталей, подвергавшихся аустенизации при 1185 и 1200°C. Индексы ± указывают стандартное отклонение измерений
Первичные карбиды стали ET2 и сталей по настоящему изобретению (PI1, PI2 и PI3), в дополнение к оценке при условии полного сплавления, оценивались также после горячей формовки. Результаты были получены компьютерным анализом снимков. Эти результаты показаны в таблице 6 и на фиг.8.
Сталь ET2 имеет полную объемную долю карбидов, эквивалентную доли в сталях PI1 и PI3, причем сталь PI1 имеет чуть большую объемную долю. Что касается размера, сталь ET2 имеет меньше совокупных карбидов, но у нее больше число крупных карбидов (больше 8 мкм).
У сталей PI1, PI2 и PI3 карбиды сконцентрированы в узком диапазоне, что касается как абсолютных чисел, так и относительных значений. Как получено из количественного анализа, эти результаты могут также быть подтверждены качественно при рассмотрении микроструктуры материалов, показанных на фиг.8.
Для быстрорежущих сталей выгодно присутствие более мелких карбидов, так как они дают больше точек сопротивления износу, и они работают на повышение ударной вязкости. Тонкие карбиды важны также для улучшения производительности станков, облегчая обработку быстрорежущей стали при изготовлении инструментов. Таким образом, более тонкие карбиды, полученные в сталях PI1, PI2 и PI3, выгодны для применения в режущих инструментах. Они являются результатом, в частности, эвтектик ниобия, которые после горячей формовки имеют более тонкую морфологию, чем первичные карбиды сплава ET2, особенно сплавов, богатых ванадием.
Результаты количественного анализа снимков микроструктуры сталей ET2, PH1, PI2 и PI3, в терминах объема и размера карбидов. Результаты, полученные из анализа 12 полей с увеличением 1000×, что дает в сумме 0,15 мм2 площади, проанализированной для каждого сплава
Таким образом, стали, описанные в настоящем изобретении, особенно стали ET2 и ET3, имеют вполне подходящие свойства для инструментов из быстрорежущей стали, используемых в условиях с низкими требованиями. Примерами являются ручные пилы или пилы, применяющиеся в машинах, в дополнение к таким режущим инструментам, как сверла и фрезеровочные устройства, используемые в ситуациях, где не требуется длительный срок службы.
Свойства стали по настоящему изобретению позволяют применять ее как замену таким сталям, как ET2, во всех таких приложениях, с эквивалентными свойствами и при существенном снижении стоимости (смотри таблицу 3). Сталь по настоящему изобретению может также заменить высоколегированные стали, представленные здесь сталью ET1, возможно при более низких характеристиках, но снижение стоимости очень существенно.
Такая комбинация стоимости и свойств достигается только составом сплава, включающим более дешевые элементы, с целью повысить эффект благородных элементов: вольфрама, молибдена и ванадия.
Пример 2
Чтобы определить характеристики для промышленных приложений, сталь по настоящему изобретению испытывали в эксплуатационных испытаниях. Были изготовлены режущие инструменты типа "твердые ручные пилы", на них были проведены испытания на резку. Такие испытания проводились в соответствии со стандартом BS 1919 на четырех полотнах из сплавов ET2, PI1, PI2 и PI3 каждый.
Из сплавов по настоящему изобретению PI1, PI2 и PI3 получали 55-килограммовые экспериментальные слитки, подвергали их горячей прокатке до размеров 2,8×12 мм2 и затем прокатывали еще раз до конечных размеров пилы. Сталь ET2 получали из промышленной партии в целях сравнения. Сплав ET2 был выбран в целях сравнения, так как именно этот материал традиционно используется для полотен ручных пил.
Испытание состояло в проведении 10 распилов каждым полотном троса из нержавеющей стали UNSS304,00 размерами 2,60×25,00 мм2, твердость 180-HV. Скорость была постоянной, 70 ходов в минуту, и мощность резки была заранее откалибрована одинаковой для всех пильных полотен. Испытания проводились на соответствующем станке. Показателями характеристик были средняя скорость износа и полное среднее время резки. Скорость износа отличается возрастанием при увеличении числа заходов, требуемых для совершения каждой резки. Она вычисляется через производную первого порядка на графике числа ходов на резку от числа резок. Более низкая скорость износа означает, что пила режет при меньшем числе ходов, что воспринимается потребителем как лучшая характеристика. Это же относится ко времени резки: чем оно короче, тем лучше характеристики пильного полотна. Результаты, полученные в эксплуатационном испытании, показаны в таблице 7 для двух режимов отпуска материалов.
Результаты по характеристикам пильных полотен, сделанных из сталей ET2, PI1, PI2 и PI3, при двух разных условиях отпуска. Наилучшие характеристики соответствуют снижению скорости износа и времени резки
Самым важным условием является 540°C, так как оно наиболее часто используется в пилах, производимых в настоящее время. Достигнутые результаты выгодны для сплавов по настоящему изобретению, так как они показывают эквивалентные результаты или даже лучше, чем у сталей по уровню техники (ET2), особенно для сплавов PI2 и PI3. В случае отпуска при 540°C самую низкую скорость износа имеет сплав PI3, и, как и для сплава PI2, это приводит к более короткому времени резки, чем у сплава ET2.
Таким образом, сплавы PI2 и PI3 могут считаться подходящими для применения, так как они приводят к существенному снижению содержания легирующих элементов и, тем не менее, они обеспечивают подходящие режущие свойства. Такие характеристики, как показано в таблице 7, могут быть еще выше, чем у сталей по уровню техники. Как обсуждалось в примере 1, это достигается путем соответствующей разработки химического состава, особенно через комбинацию элементов Nb и Si, иногда это дает высокую твердость и мелкие карбиды, что приводит к суммарному уменьшению наиболее дорогих легирующих элементов Mo, W и V.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДЫЕ СПЛАВЫ С СУХИМ СОСТАВОМ | 2007 |
|
RU2447180C2 |
| ИЗНОСОСТОЙКИЙ СПЛАВ ДЛЯ ВЫСОКОТЕМПЕРАТУРНЫХ ПРИМЕНЕНИЙ | 2009 |
|
RU2479658C2 |
| СТАЛЬ, ИЗГОТОВЛЕННАЯ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ, ИНСТРУМЕНТ, ВКЛЮЧАЮЩИЙ СТАЛЬ, И СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 2006 |
|
RU2415961C2 |
| ВАЛОК ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2012 |
|
RU2609115C2 |
| СТАЛЬ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2437951C2 |
| СТАЛЬ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ | 2002 |
|
RU2290452C9 |
| ЛЕГИРОВАННЫЕ СТАЛИ И ИНСТРУМЕНТЫ ИЛИ ДЕТАЛИ, ИЗГОТОВЛЕННЫЕ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2420602C2 |
| Инструментальная сталь для холодной обработки | 2015 |
|
RU2691327C2 |
| СТАЛЬ ДЛЯ ИНСТРУМЕНТОДЕРЖАТЕЛЯ | 2017 |
|
RU2738219C2 |
| ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ | 2016 |
|
RU2728149C2 |
Изобретение относится к области металлургии, а именно к составам сталей, используемых для изготовления режущих инструментов. Отливают слиток быстрорежущей стали, содержащей в мас.%: углерод от 0,5 до 1,5, хром от 1,0 до 10,0, вольфрамовый эквивалент, задаваемый отношением 2Mo+W, от 3,0 до 10,0, ниобий от 0,5 до 2,0, ванадий от 0,3 до 2,0, причем ниобий может быть замещен ванадием или ванадий частично замещен ниобием при отношении Nb:V=2:1 и при сохранении минимального содержания ниобия 0,5, кремний от 0,3 до 3,5, при этом кремний может быть частично заменен алюминием при отношении Si:Al=1:1, алюминий от примеси до 2,0, кобальт менее 8,0, марганец от примеси до 1,5, никель от примеси до 1,5, медь от примеси до 1,5, фосфор максимум 0,10, сера максимум 0,10, азот максимум 0,10, редкоземельные элементы, или актиноиды, или Hf, или Rf, или La, или Ас максимум 0,5, остальное в основном Fe и неизбежные примеси. Выполняют последующую горячую ковку или прокатку с получением подходящих конечных размеров продукта. Стали обладают требуемым уровнем эксплуатационных характеристик при более низкой стоимости. 3 н. и 36 з.п. ф-лы, 8 ил., 7 табл.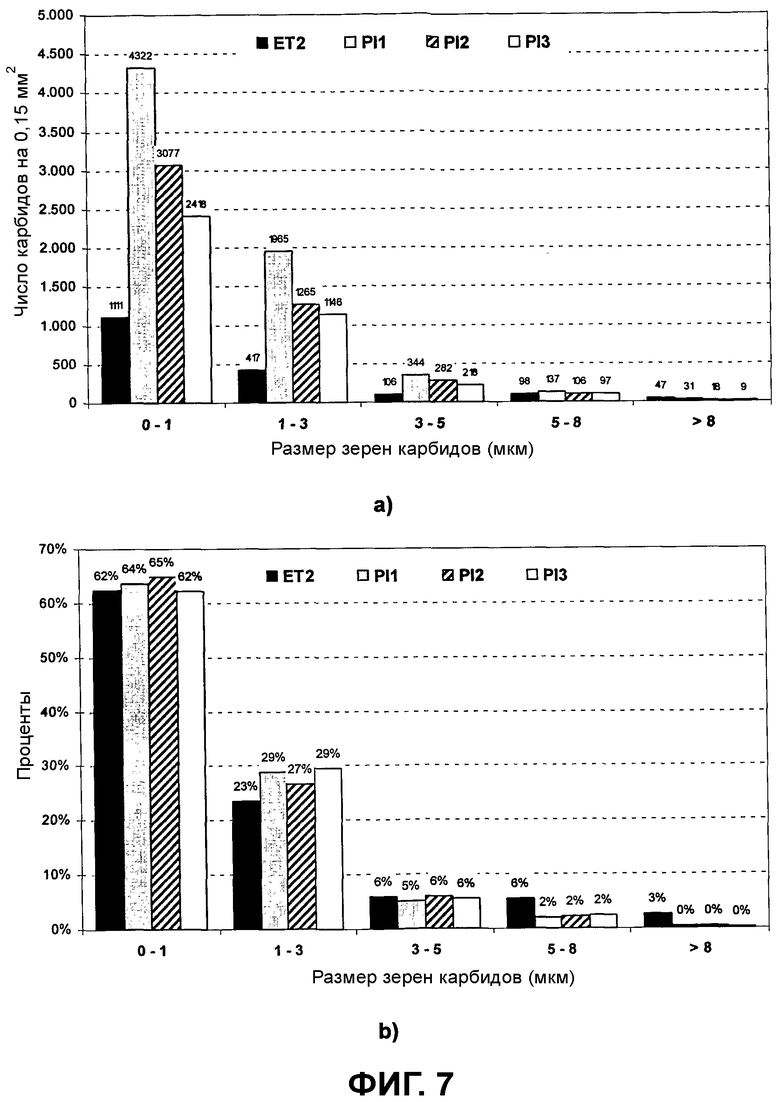
1. Быстрорежущая сталь для пильного полотна, характеризующаяся тем, что она имеет композицию легирующих элементов, содержащую, мас.%: углерод от 0,5 до 1,5; хром от 1,0 до 10,0; вольфрамовый эквивалент, задаваемый отношением 2Mo+W, от 3,0 до 10,0; ниобий от 0,5 до 2,0; ванадий от 0,3 до 2,0, причем ниобий может быть замещен ванадием или ванадий частично замещен ниобием при соотношении Nb:V=2:1, и при сохранении минимального содержания ниобия 0,5% (мас.%): кремний от 0,3 до 3,5; при этом кремний может быть частично заменен алюминием при соотношении Si:Al=1:1; алюминий от примеси до 2,0; кобальт менее 8,0; марганец от примеси до 1,5; никель от примеси до 1,5; медь от примеси до 1,5; фосфор максимум 0,10; сера максимум 0,10; азот максимум 0,10; редкоземельные элементы, или актиноиды, или Hf, или Rf, или La, или Ас максимум 0,5; остальное в основном Fe и неизбежные примеси; при этом сталь получена отливкой слитков с последующей горячей ковкой или прокаткой с получением подходящих конечных размеров продукта, такого как катушки, прутки, полосы и листы.
2. Сталь по п.1, отличающаяся тем, что в ней ванадиевый эквивалент (мас.%), задаваемый соотношением V+Nb/2, выше 1,25 и ниже 3,0.
3. Сталь по п.1 или 2, отличающаяся тем, что содержит, мас.%: титан, цирконий или тантал, частично заменяющие элементы ниобий и ванадий, при отношении, в котором 1 часть Ti соответствует 1 части ванадия или 0,5 части ниобия, и 1 часть Та или Zr соответствует 2 частям ванадия или 1 части ниобия.
4. Сталь по п.1 или 2, отличающаяся тем, что она предназначена для использования в режущих инструментах и при машинной обработке.
5. Сталь по п.3, отличающаяся тем, что она предназначена для использования в режущих инструментах и при машинной обработке.
6. Сталь по п.1 или 2, отличающаяся тем, что она предназначена для использования для пильных полотен ручных или машинных пил, выполненных полностью из быстрорежущей стали, или полотен биметаллического типа, у которых только режущие части выполнены из быстрорежущей стали.
7. Сталь по п.3, отличающаяся тем, что она предназначена для использования для пильных полотен ручных или машинных пил, выполненных полностью из быстрорежущей стали, или полотен биметаллического типа, у которых только режущие части выполнены из быстрорежущей стали.
8. Сталь по п.1 или 2, отличающаяся тем, что она предназначена для использования при токарной резке, например, как геликоидальные сверла во фрезеровочных устройствах, метчиках, пуансонах, применяющихся для механической обработки металлических материалов или других материалов.
9. Сталь по п.3, отличающаяся тем, что она предназначена для использования при токарной резке, например, как геликоидальные сверла во фрезеровочных устройствах, метчиках, пуансонах, применяющихся для механической обработки металлических материалов или других материалов.
10. Сталь по п.1 или 2, отличающаяся тем, что она предназначена для использования в обрабатывающих инструментах с низким ожидаемым сроком службы, таких как низкопроизводительные промышленные инструменты и инструменты для применения в быту.
11. Сталь по п.3, отличающаяся тем, что она предназначена для использования в обрабатывающих инструментах с низким ожидаемым сроком службы, таких как низкопроизводительные промышленные инструменты и инструменты для применения в быту.
12. Сталь по п.1 или 2, отличающаяся тем, что она предназначена для использования в инструментах для процессов холодной формовки, теплой формовки и горячей формовки сталей или цветных сплавов.
13. Сталь по п.3, отличающаяся тем, что она предназначена для использования в инструментах для процессов холодной формовки, теплой формовки и горячей формовки сталей или цветных сплавов.
14. Быстрорежущая сталь для пильного полотна, характеризующаяся тем, что она имеет композицию легирующих элементов, содержащую, мас.%: углерод от 0,6 до 1,4; хром от 1,0 до 6,0; вольфрамовый эквивалент, задаваемый отношением 2Mo+W, от 4,0 до 8,0; ниобий от 0,8 до 1,6; ванадий от 0,5 до 1,5, причем ниобий может быть замещен ванадием или ванадий частично замещен ниобием при отношении Nb:V=2:1, и при сохранении минимального содержания ниобия 0,5% (мас.%): кремний от 0,5 до 2,0; при этом кремний может быть частично заменен алюминием при отношении Si:Al=1:1; алюминий от примеси до 1,5; кобальт менее 7,0; марганец от примеси до 1,5; никель от примеси до 1,5; медь от примеси до 1,5; фосфор максимум 0,10; сера максимум 0,10; азот максимум 0,10; редкоземельные элементы, или актиноиды, или Hf, или Rf, или La, или Ас максимум 0,5; остальное в основном Fe и неизбежные примеси; при этом сталь получена отливкой слитков с последующей горячей ковкой или прокаткой с получением подходящих конечных размеров продукта, такого как катушки, прутки, полосы и листы.
15. Сталь по п.14, отличающаяся тем, что в ней ванадиевый эквивалент (мас.%), задаваемый соотношением V+Nb/2, выше 1,25 и ниже 3,0.
16. Сталь по п.14 или 15, отличающаяся тем, что содержит (мас.%), титан, цирконий или тантал, частично заменяющие элементы ниобий и ванадий, при отношении, в котором 1 часть Ti соответствует 1 части ванадия или 0,5 части ниобия и 1 часть Та или Zr соответствует 2 частям ванадия или 1 части ниобия.
17. Сталь по п.14 или 15, отличающаяся тем, что она предназначена для использования в режущих инструментах и при машинной обработке.
18. Сталь по п.16, отличающаяся тем, что она предназначена для использования в режущих инструментах и при машинной обработке.
19. Сталь по п.14 или 15, отличающаяся тем, что она предназначена для использования для пильных полотен ручных или машинных пил, выполненных полностью из быстрорежущей стали, или полотен биметаллического типа, у которых только режущие части выполнены из быстрорежущей стали.
20. Сталь по п.16, отличающаяся тем, что она предназначена для использования для пильных полотен ручных или машинных пил, выполненных полностью из быстрорежущей стали, или полотен биметаллического типа, у которых только режущие части выполнены из быстрорежущей стали.
21. Сталь по п.14 или 15, отличающаяся тем, что она предназначена для использования при токарной резке, например, как геликоидальные сверла во фрезеровочных устройствах, метчиках, пуансонах, применяющихся для механической обработки металлических материалов или других материалов.
22. Сталь по п.16, отличающаяся тем, что она предназначена для использования при токарной резке, например, как геликоидальные сверла во фрезеровочных устройствах, метчиках, пуансонах, применяющихся для механической обработки металлических материалов или других материалов.
23. Сталь по п.14 или 15, отличающаяся тем, что она предназначена для использования в обрабатывающих инструментах с низким ожидаемым сроком службы, таких как низкопроизводительные промышленные инструменты и инструменты для применения в быту.
24. Сталь по п.16, отличающаяся тем, что она предназначена для использования в обрабатывающих инструментах с низким ожидаемым сроком службы, таких как низкопроизводительные промышленные инструменты и инструменты для применения в быту.
25. Сталь по п.14 или 15, отличающаяся тем, что она предназначена для использования в инструментах для процессов холодной формовки, теплой формовки и горячей формовки сталей или цветных сплавов.
26. Сталь по п.16, отличающаяся тем, что она предназначена для использования в инструментах для процессов холодной формовки, теплой формовки и горячей формовки сталей или цветных сплавов.
27. Быстрорежущая сталь для пильного полотна, характеризующаяся тем, что она имеет композицию легирующих элементов, содержащую, мас.%: углерод от 0,6 до 1,4; хром от 3,0 до 5,0; вольфрамовый эквивалент, задаваемый отношением 2Mo+W, от 4,0 до 8,0; ниобий от 0,8 до 1,6, ванадий от 0,5 до 1,0, причем ниобий может быть замещен ванадием или ванадий частично замещен ниобием при отношении Nb:V=2:1, и при сохранении минимального содержания ниобия 0,5% (мас.%): кремний от 1,02 до 1,5; при этом кремний может быть частично заменен алюминием при отношении Si:Al=1:1; алюминий от 0,1 до 1,0; кобальт менее 5,0; марганец от примеси до 1,0; никель от примеси до 1,0; медь от примеси до 1,0; фосфор максимум 0,08; сера максимум 0,01; азот максимум 0,02; редкоземельные элементы, или актиноиды, или Hf, или Rf, или La, или Ас максимум 0,5; остальное в основном Fe и неизбежные примеси; при этом сталь получена отливкой слитков с последующей горячей ковкой или прокаткой с получением подходящих конечных размеров продукта, такого как катушки, прутки, полосы и листы.
28. Сталь по п.27, отличающаяся тем, что в ней ванадиевый эквивалент (мас.%), задаваемый соотношением V+Nb/2, выше 1,25 и ниже 3,0.
29. Сталь по п.27 или 28, отличающаяся тем, что содержит, мас.%: титан, цирконий или тантал, частично заменяющие элементы ниобий и ванадий, при отношении, в котором 1 часть Ti соответствует 1 части ванадия или 0,5 части ниобия и 1 часть Та или Zr соответствует 2 частям ванадия или 1 части ниобия.
30. Сталь по п.27 или 28, отличающаяся тем, что она предназначена для использования в режущих инструментах и при машинной обработке.
31. Сталь по п.29, отличающаяся тем, что она предназначена для использования в режущих инструментах и при машинной обработке.
32. Сталь по п.27 или 28, отличающаяся тем, что она предназначена для использования для пильных полотен ручных или машинных пил, выполненных полностью из быстрорежущей стали, или полотен биметаллического типа, у которых только режущие части выполнены из быстрорежущей стали.
33. Сталь по п.29, отличающаяся тем, что она предназначена для использования для пильных полотен ручных или машинных пил, выполненных полностью из быстрорежущей стали, или полотен биметаллического типа, у которых только режущие части выполнены из быстрорежущей стали.
34. Сталь по п.27 или 28, отличающаяся тем, что она предназначена для использования при токарной резке, например, как геликоидальные сверла во фрезеровочных устройствах, метчиках, пуансонах, применяющихся для механической обработки металлических материалов или других материалов.
35. Сталь по п.29, отличающаяся тем, что она предназначена для использования при токарной резке, например, как геликоидальные сверла во фрезеровочных устройствах, метчиках, пуансонах, применяющихся для механической обработки металлических материалов или других материалов.
36. Сталь по п.27 или п.28, отличающаяся тем, что она предназначена для использования в обрабатывающих инструментах с низким ожидаемым сроком службы, таких как низкопроизводительные промышленные инструменты и инструменты для применения в быту.
37. Сталь по п.29, отличающаяся тем, что она предназначена для использования в обрабатывающих инструментах с низким ожидаемым сроком службы, таких как низкопроизводительные промышленные инструменты и инструменты для применения в быту.
38. Сталь по п.27 или 28, отличающаяся тем, что она предназначена для использования в инструментах для процессов холодной формовки, теплой формовки и горячей формовки сталей или цветных сплавов.
39. Сталь по п.29, отличающаяся тем, что она предназначена для использования в инструментах для процессов холодной формовки, теплой формовки и горячей формовки сталей или цветных сплавов.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 1991 |
|
RU2005806C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ СТАЛИ И ПИЛ, СТАЛЬ И ИЗДЕЛИЯ ИЗ НЕЕ | 2003 |
|
RU2235136C1 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 1999 |
|
RU2164961C2 |
| Быстрорежущая сталь | 1987 |
|
SU1463793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВОЙ ШАШКИ ДЛЯ ПАРКЕТНЫХ ЩИТОВ ИЛИ НАСТЕННЫХ ПАНЕЛЕЙ | 1994 |
|
RU2096171C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| US 4168159 А, 18.09.1979. | |||

