Применяемые в настоящее время гребенки для образования винтовой нарезки построены по принципу нарезания каждого витка обеими сторонами канавки между зубцами гребенки, что затрудняет образование и удаление стружки.
В противоположность этому, предлагаемая гребенка работает только одной из кромок каждой ее канавки, что обеспечивает свободное образование стружки и дает возможность достигнуть повышенной, по сравнению с существующей, производительности в сочетании с высоким качеством резьбы. Для этого канавки между зубцами гребенки выполнены через одну более глубокими, или же шаг их зубцов сделан неравным и некратным шагу нарезаемой резьбы.
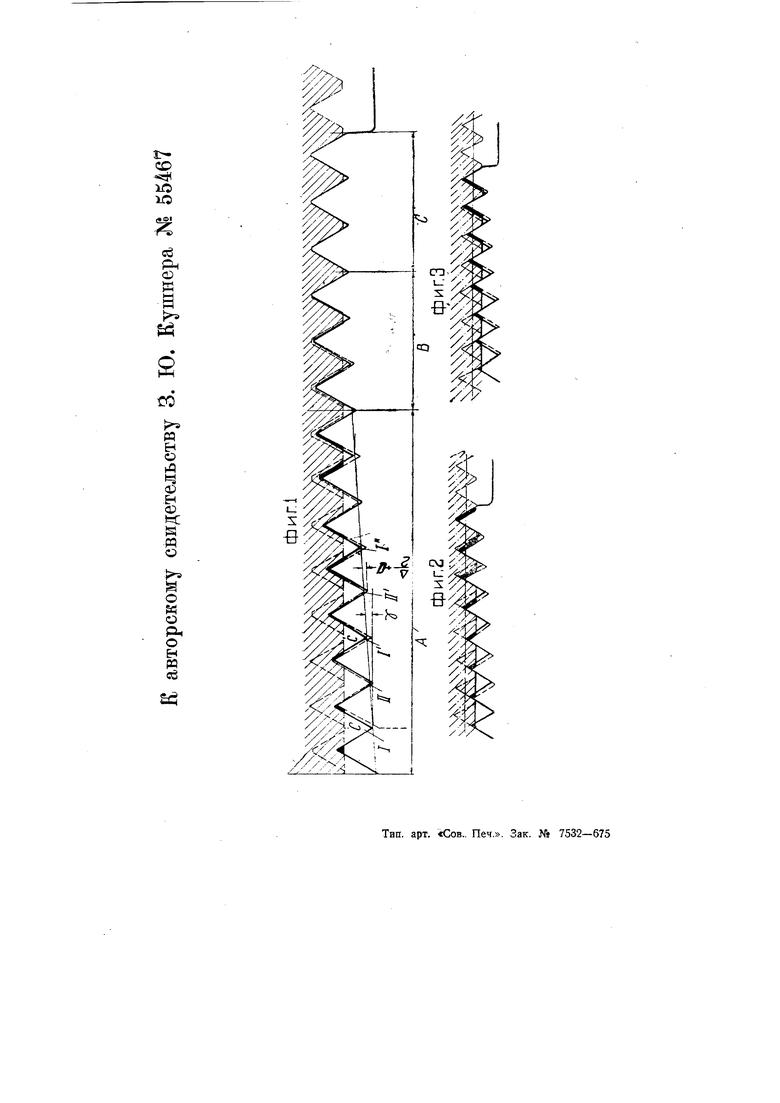
Фиг. 1 изображает первый случай, фиг. 2 и 3-второй случай, причем в форме выполнения по фиг. 2 шаг зубцов гребенки больше шага нарезаемой резьбы, а в форме выполнения по фиг, 3 - меньше его.
Согласно первой форме выполнения изобретения (фиг. 1), на гребенке нарезается Двухзаходная конусная резьба, причем канавки между зубцами одного захода делаются глубже
канавок второго захода на величину -j- + а, где Д - разность средних радиусов двух канавок одного захода а - величина зазора порядка нескольких сотых миллиметра.
Канавка 1 между двумя зубцами гребенки одного захода при работе образует обе стороны нитки С резьбы изделия, показанной пунктиром. Стружка образуется в соседних канавках резьбы изделия и при этом только на одной стороне канавки, так как соседняя более глубокая канавка // второго захода гребенки не является режущей.
Следующая канавка Г гребенки опять снимает стружку, и так далее. Таким образом, в каждой канавке резьбы изделия образуется лишь одна стружка, что и является условием свободного образования стружки.
Нарезка гребенки может быть выполнена и трехзаходной, причем режущими могут быть сделаны кромки канавки только одного захода.
Все зубцы гребенки могут быть разбиты на три секции А, В и С, (фиг. 1), причем зубцы первой секции Л, самой большой, являются обдирочными и выполнены таким
образом, |что зубцы одного захода яа --|-а выше зубцов другого; зубцы второй секции В являются зачищающими, и у них зубцы обоих заходов одной высоты, и, наконец, зубцы третьей секции С играют роль калибрирующих и по величине совпадают с готовой резьбой изделия.
В форме выполнения по фиг. 2 шаг зубцов конусной гребенки сделан больше щага резьбы изделия. Конусность и шаг гребенки являются при этом величинами, зависимыми друг от друга.
В такой гребенке режущей является всегда только одна из кромок гкаждой канавки, и выходящие из канавок стружки взаимно не пересекаются.
В форме выполнения по фиг. 3 действие происходит таким же образом, с той только разницей, что режущей является другая кромка канавки между зубцами гребенки.
Резьба получается чистой за один или два прохода гребенки.
Предмет из|обретения.
1.Резьбонарезная гребенка, отличающаяся тем, что канавки между ее зубцами выполнены через одну более глубокими.
2.Видоизменение резьбонарезной гребенки по п. 1, отличающееся тем, что шаг ее зубцов не равен и не кратен шагу нарезаемой на изделии резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| РЕЗЬБОНАРЕЗНАЯ ПЛАСТИНА | 2019 |
|
RU2780850C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| РЕЗЬБА, АНКЕР И БУРОВОЕ ОБОРУДОВАНИЕ ШПУРА | 2006 |
|
RU2377410C9 |
| ИЗМЕЛЬЧИТЕЛЬ | 1992 |
|
RU2071380C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Способ протягивания резьбы в изделиях большого диаметра на токарном станке | 1943 |
|
SU64273A1 |