Настоящее изобретение относится к области обработки металлов резанием со снятием стружки и может быть использовано для обработки фаски непосредственно перед нарезанием резьбы, нарезания резьбы и одновременного формирования канавки под уплотнительные элементы (в том числе канавок по ГОСТ 8820-69) в обрабатываемой детали при помощи станка с числовым программным управлением.
Из уровня техники известен вращающийся резьбонарезной инструмент (см. патент на полезную модель CN 207942025 U, 09.10.2018) предназначенный для последовательного сверления отверстия в детали, разфрезеровывания этого отверстия и нарезания резьбы с последующей зенковкой фаски. Инструмент в процессе работы имеет осевое вращение и продольное перемещение вдоль оси обрабатываемой детали. Рабочие движения инструмента для обработки каждого последующего элемента обработки задаются отдельно. Представленная схема обработки типовых элементов подразумевает обработку фаски после нарезания резьбы в отверстии, что влечет за собой необходимость введения слесарной операции для снятия заусенцев в отверстии и калибровке внутренней резьбы. Кроме того, цельная металлическая конструкция в значительной мере снижает стойкость инструмента. Так как один инструмент решает несколько задач, по мере износа одной из режущих кромок появляется необходимость замены всего инструмента, снимая его со станка. Для быстрого возобновления работы нужно установить новый инструмент. В противном случае станок будет простаивать до того момента, пока переточенный инструмент не установят в револьверную головку станка. Описание инструмента явно указывает на его узкую применяемость в производстве, ориентируясь на метод резания который требует частой смены инструмента и может использоваться только в среднесерийном или массовом типе производства.
Также из уровня техники известны резец для нарезания резьбы (см. патент на полезную модель CN 207681665 U, 03.08.2018), способ нарезания резьбы и резьбовой резец (см. патент на изобретение RU 2468897 С1, 06.06.2011), взятый за прототип, предназначенные для нарезания резьбы токарной державкой с установленными в инструментальные пазы сменными режущими пластинами. Обработка ведется резцом с двухпозиционным расположением режущих пластин. Процесс механической обработки разбивают на черновые и чистовые проходы инструмента. Особенность выполнения обработки заключается в том, что нарезание чистовыми проходами осуществляется в зоне положительной поперечной координаты станка новой режущей пластиной, а после продолжительной обработки данной пластиной ее извлекают из гнезда и устанавливают в паз с противоположной стороны державки, где этой пластиной производится в последующем обработка черновыми проходами. Нарезание резьбы производится при вращающейся детали вокруг своей оси. Способ позволяет повысить стойкость используемого инструмента за счет увеличения режущих кромок, однако скорость наладки и вынужденная мера постоянной корректировки управляющей программы после результатов измерений делает процесс обработки менее производительным. Существенным недостатком способа нарезания резьбы является то, что описанным инструментом можно вести механическую обработку только внутренних поверхностей и лишь в полых цилиндрических изделиях. Так же способ и описываемый режущий инструмент можно использовать только на станках с ЧПУ токарной группы. Еще одним недостатком резьбового резца является невозможность обработки резьбовых поверхностей в радиальных отверстиях, в торцевых отверстиях со смещенными осями относительно центра оси детали, так как обработка с помощью указанного резца может вестись только лишь в отверстиях, ось которых совпадает с осью обрабатываемой детали.
Техническая проблема, решаемая при помощи настоящего изобретения заключается в создании резьбофрезы, лишенной вышеуказанных недостатков.
Благодаря изобретению обеспечиваются следующие технические результаты:
- снижение до одного технологического прохода количества операций, необходимых для обработки фаски непосредственно перед нарезанием резьбы, нарезания резьбы и формирования канавки под уплотнительные элементы;
- расширение области применения резьбофрезы (возможность обработки как внутренних, так и наружных поверхностей деталей при помощи станков токарной, токарно-фрезерной и фрезерной групп в любых плоскостях в зависимости от кинематики станка и при типе производства от опытного до среднесерийного);
- увеличение производительности и срока службы резьбофрезы.
Указанные технические результаты достигаются за счет резьбофрезы содержащей корпус, две режущие пластины, осесимметрично закрепленные на корпусе, сменную фрезерную головку, зафиксированную на рабочем торце корпуса при помощи байонетного соединения и стягивающего винта. Внутри корпуса и сменной фрезерной головки предусмотрены технологические канальцы для вывода смазывающе-охлаждающих технологических сред. Байонетное соединение обеспечивает совмещение и соосность отверстий технологических канальцев корпуса и сменной фрезерной головки, а стягивающий винт -надежную фиксацию сменной фрезерной головки на рабочем торце корпуса. При этом между корпусом и сменной фрезерной головкой установлен демпфирующий элемент, благодаря которому обеспечивается улучшение качества обработанной поверхности за счет гашения осевых вибраций при фрезеровании. Кроме того, режущие пластины выполнены в виде резьбонарезных гребенок и закреплены на корпусе при помощи винтов, что позволяет выполнить замену пластин при необходимости без снятия резьбофрезы со станка. Овальная форма отверстий для крепления в режущих пластинах позволяет регулировать положения пластин, за счет чего достигается возможность настройки наружного диаметра инструмента по режущим кромкам и нарезания резьбы различного шага.
Выполнение фрезерной головки сменной обеспечивает возможность ее оперативной замены без снятия резьбофрезы со станка. Кроме того, при помощи набора таких сменных фрезерных головок с различной формой заточки режущих кромок (в соответствии с геометрическими параметрами необходимой канавки) обеспечивается возможность формирования резьбофрезой в обрабатываемой детали любого необходимого варианта исполнения канавки (например, по ГОСТ 8820-69, который чаще всего используется на производственном предприятии), что позволяет эффективно использовать резьбофрезу даже в опытном производстве.
Конструктивное исполнение резьбофрезы и ее принцип работы иллюстрируют следующие чертежи:
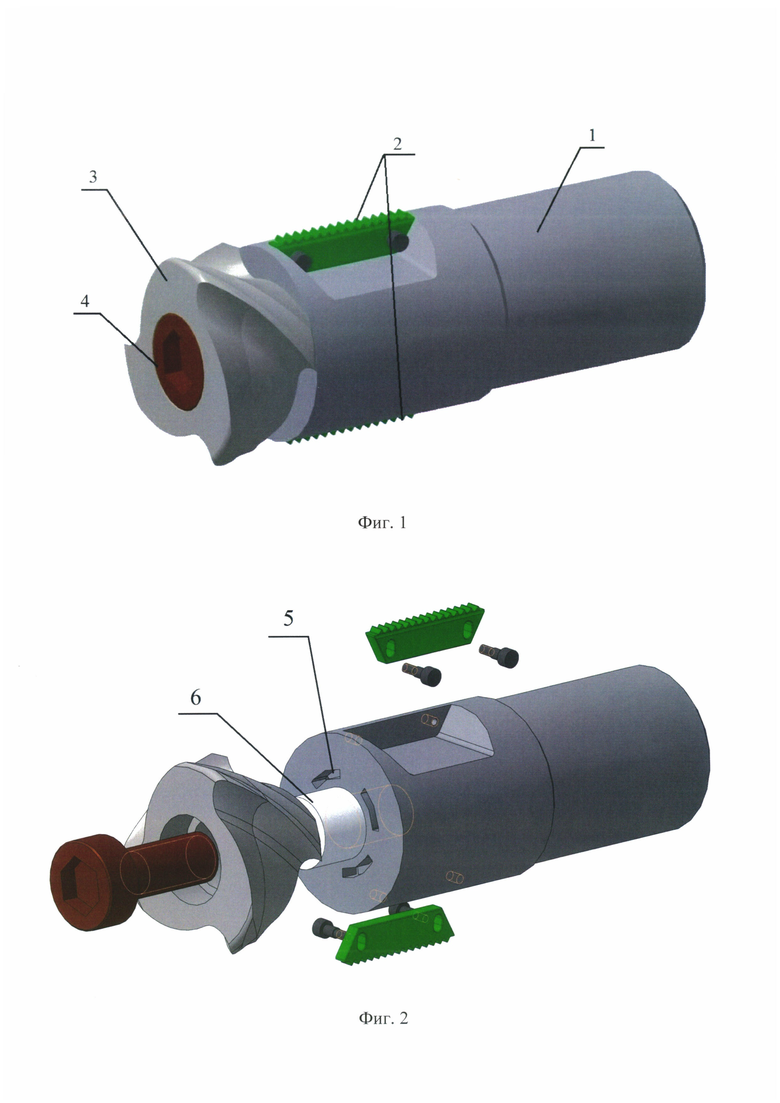
- на Фиг. 1 представлен внешний вид резьбофрезы;
- на Фиг. 2 отображено расположение всех элементов конструкции резьбофрезы;
- Фиг. 3 иллюстрирует принцип работы резьбофрезы.
Резьбофреза содержит корпус (фиг. 1, поз. 1), две режущие пластины (фиг. 1, поз. 2), осесимметрично закрепленные на корпусе, сменную фрезерную головку (фиг. 1, поз. 3), зафиксированную на рабочем торце корпуса при помощи байонетного соединения (фиг. 2, поз. 5) и стягивающего винта (фиг. 1, поз. 4). Между корпусом и сменной фрезерной головкой установлен демпфирующий элемент (фиг. 2, поз. 6), а режущие пластины выполнены в виде резьбонарезных гребенок и закреплены на корпусе с возможностью регулировки их положения и замены.
Работа резьбофрезы осуществляется следующим образом: после установки резьбофрезы в револьверную головку станка с числовым программным управлением производится настройка нулевой точки инструмента с рабочего торца по центру резьбофрезы. Далее резьбофреза подводится в зону резания к неподвижно закрепленной обрабатываемой детали (фиг. 3, поз. 7) по безопасной траектории. Процесс обработки детали начинается с обработки фаски (фиг. 3, поз. 8) под резьбу сменной фрезерной головкой (фиг. 3, поз. 3) резьбофрезы. Далее резьбофреза, двигаясь по геометрически сложной траектории, формирует при помощи сменной фрезерной головки (фиг. 3, поз. 3) на обрабатываемой детали (фиг. 3, поз. 7) канавку (фиг. 3, поз. 9) под уплотнительные элементы и, одновременно, нарезает резьбу (фиг. 3, поз. 10) при помощи режущих пластин (фиг. 3, поз. 2). После производится отвод резьбофрезы из зоны резания по безопасной траектории. Вся траектория движения резьбофрезы (в том числе эвольвентная подача, состоящая из цилиндрической интерполяции резьбофрезы и ее продольной подачи, а также вращение резьбофрезы вокруг своей оси), позволяющая должным образом произвести обработку различных деталей, задается станком с числовым программным управлением при помощи соответствующей управляющей программы, зарегистрированной в Реестре программ для ЭВМ 12 апреля 2019 года, свидетельство о государственной регистрации программы для ЭВМ №2019614781, «Модуль генерации управляющих программ обработки криволинейных поверхностей на основе данных с требованиями к точности и шероховатости контура обработки» (автор: Дьяченко Евгений Петрович, правообладатель: Акционерное общество «Научно-исследовательский инженерный институт»).
Изобретение позволяет снизить до одного технологического прохода количество операций, необходимых для обработки фаски непосредственно перед нарезанием резьбы, нарезания резьбы и формирования канавки под уплотнительные элементы, расширить область применения резьбофрезы и увеличить ее производительность и срок службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы и винторезная головка для его осуществления | 1982 |
|
SU1057212A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2008 |
|
RU2404031C2 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ ПО МЕНЬШЕЙ МЕРЕ НА ОДНОМ КОНЦЕ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ И РЕЗЬБОНАРЕЗНАЯ УСТАНОВКА | 2021 |
|
RU2823991C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОРПУСОВ ЛАТУННОЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2008 |
|
RU2421306C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
| Устройство для снятия фаски и нарезания резьбы | 1982 |
|
SU1077726A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |

Изобретение относится к области обработки металлов резанием со снятием стружки. Резьбофреза содержит корпус, две режущие пластины, осесимметрично закрепленные на корпусе, сменную фрезерную головку, зафиксированную на рабочем торце корпуса при помощи байонетного соединения и стягивающего винта. Между корпусом и сменной фрезерной головкой установлен демпфирующий элемент. Режущие пластины выполнены в виде резьбонарезных гребенок и закреплены на корпусе с возможностью регулировки их положения и замены. В результате обеспечивается снижение до одного технологического прохода количества операций, необходимых для обработки фаски непосредственно перед нарезанием резьбы, нарезания резьбы и формирования канавки под уплотнительные элементы, расширение области применения резьбофрезы и увеличение ее производительности и срока службы. 3 ил.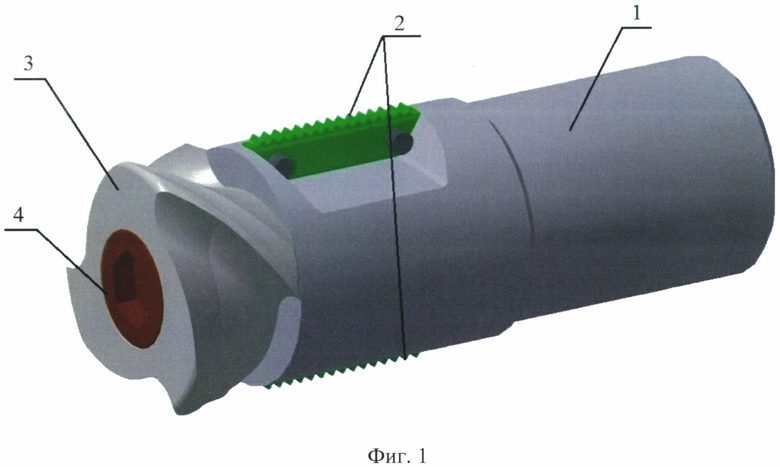
Резьбофреза, содержащая корпус и две режущие пластины, осесимметрично закрепленные на корпусе, отличающаяся тем, что она дополнительно содержит сменную фрезерную головку, зафиксированную на рабочем торце корпуса при помощи байонетного соединения и стягивающего винта, при этом между корпусом и сменной фрезерной головкой установлен демпфирующий элемент, а режущие пластины выполнены в виде резьбонарезных гребенок и закреплены на корпусе с возможностью регулировки их положения и замены.
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| Способ сушки гидроторфа | 1941 |
|
SU62349A1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| ТРЕХЭЛЕКТРОДНЫЙ РАЗРЯДНИК | 2002 |
|
RU2213399C1 |

