(54) ВАЛОК ПИЛЬГЕРСТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПИЛЬГЕРСТАНА | 1969 |
|
SU246459A1 |
| Валок для продольной прокатки труб | 1978 |
|
SU689752A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2004 |
|
RU2294251C2 |
| Валок для пилигримовой прокатки труб | 1988 |
|
SU1585031A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 630×28 мм ИЗ СТАЛИ МАРКИ 09Г2С ДЛЯ ГАЗОПРОВОДОВ ГАЗЛИФТНЫХ СИСТЕМ И ОБУСТРОЙСТВА ГАЗОВЫХ МЕСТОРОЖДЕНИЙ ИЗ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 720×65×3400±50 мм | 2013 |
|
RU2527828C1 |
1
Изобретение относится к инструменту трубопрокатных станов, а именно к валкам пилигримовых станов.
Известен валок пильгсрстпна, имеющий по длине окружности ручей переменного сечения и размещенные на его обжимном участке продольные валики, симметрично расположенные относительно оси ручья и имеющие одинаковое поперечное сечение
Продольные валики на обжимном участк ручья несколько улучшают условия продольного течения -металла и проработку остатков литой структуры, но осевое скольжени все еще остается значительным , а одинаковое поперечное сечение валиков по длине ручья не срответствуют распределению обжатий в поперечном сечении ручья.
Известен также валок пильгерстана, содержащий по длине окружности ручей переменного сечения с обжимным и полирующим участками и размещенные на них продольные валикеJ вьюота и ширина которых уменьшается к полирующему участку 2 .
Цель изобретения - повышение качества структуры деформируемого металла.
Для этого в известном валке пильгерстана, имеющем по длине окужности ручей переменного сечения с обжимным и полирующим участками, размещены на обжимном участке валики, расположенные по периметру ручья с пересечением его гребня. Для увеличения вытяжки металла валики распо-ложены с растоянием между ними по вершине гребня, увеличивающимся в направлении полирующего участка. Для улучшения условий захвата пересечение гребня валиками выполнено под прямым углом; для уменьшения скольжения в осевом и тангенциальном направлениях пересечение гребня валиками вьшолнено под острым углом, увеличиваюа1ася в направлении полирующего участка; для снижения сопротивления истечению металла валики вьшолнены в виде отдельных полувитков, а для повышения скорости пильгерования каждый валик в поперечном сечении имеет форму разностороннего остроугольного треугольника со скругленной вершиной и с меньшим углом при основании, расположенным со стороны обжимного участка. При расположении валиков по периметру ручья с пересечением его гребня начало процесса формоизменения в поперечном сечении заготовки характеризуется локальным поверхностным деформированием, обеспечивающим наличие поверхностных сжимающих напряжений, улучшающих качество структуры при значительных поверхностных деформациях.
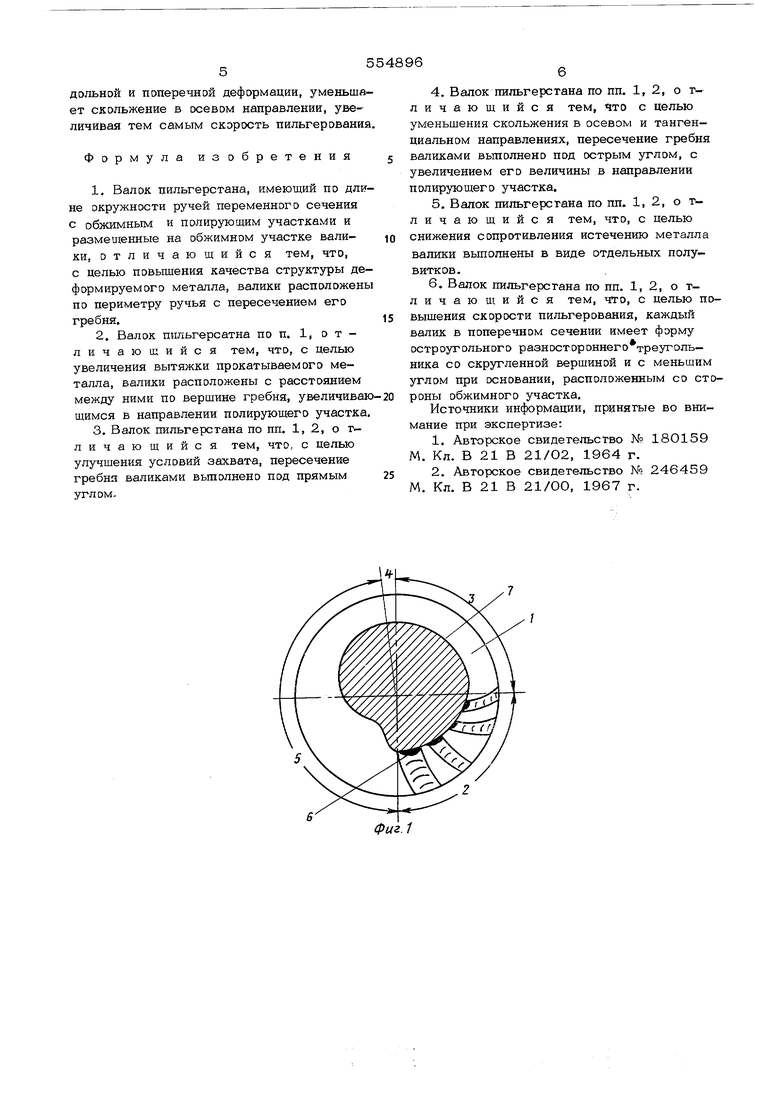
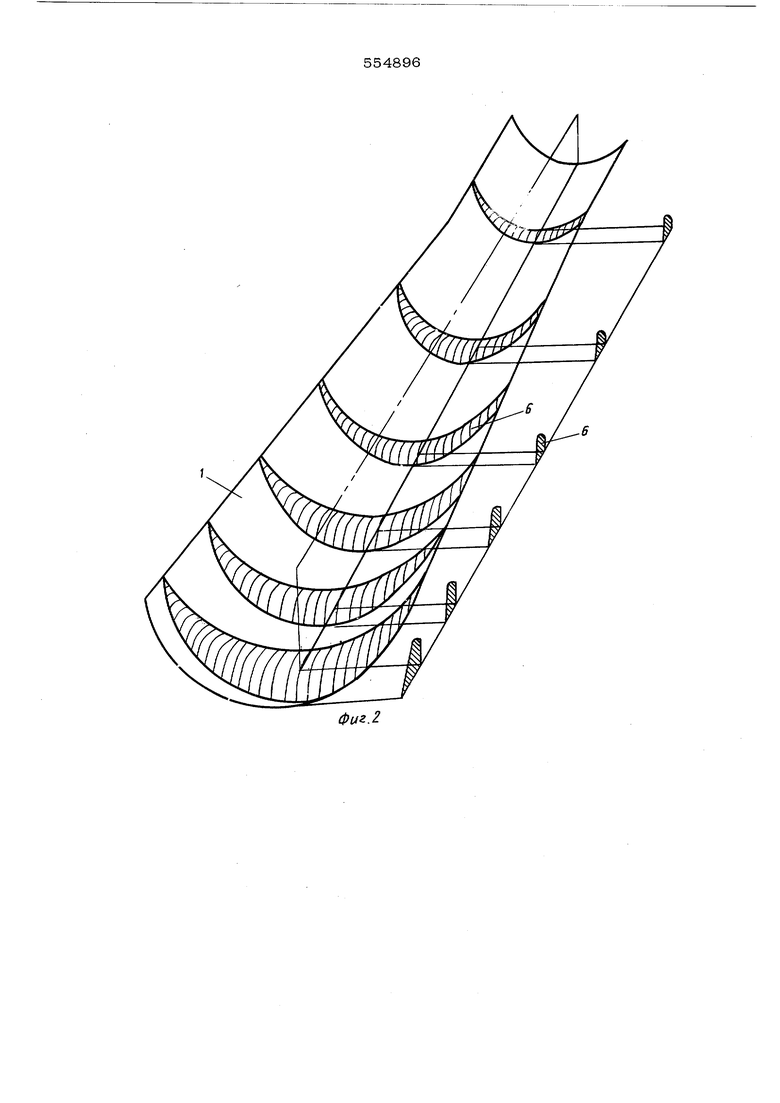
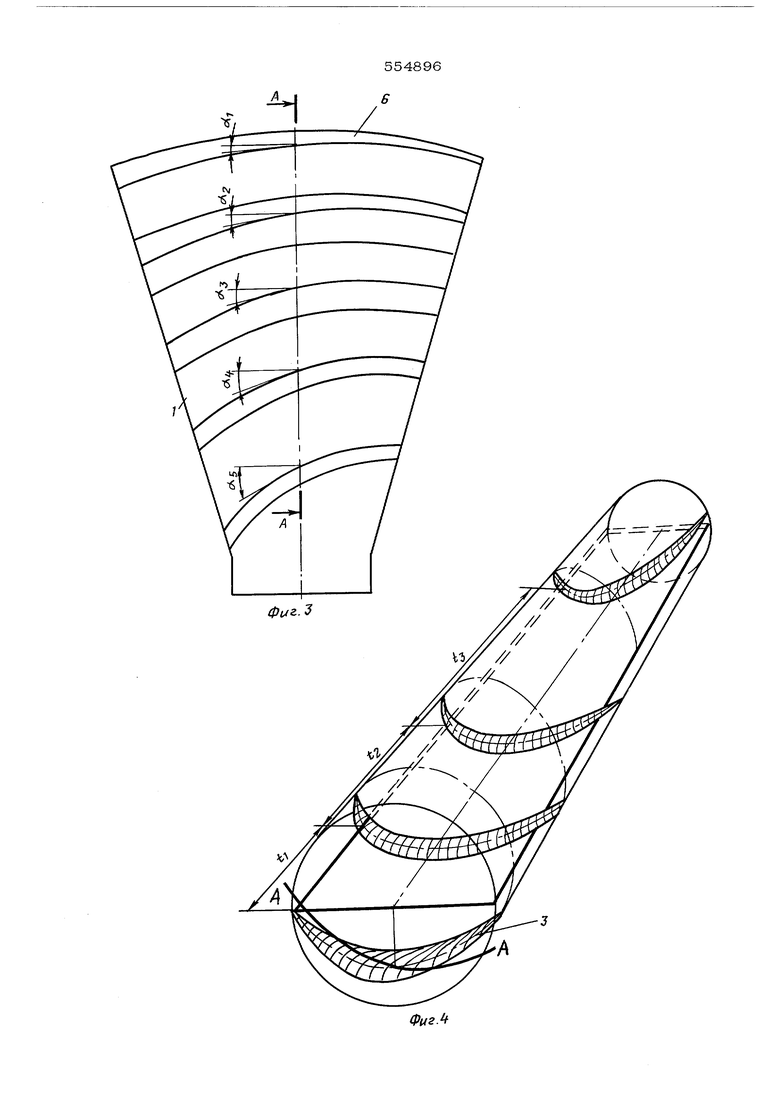
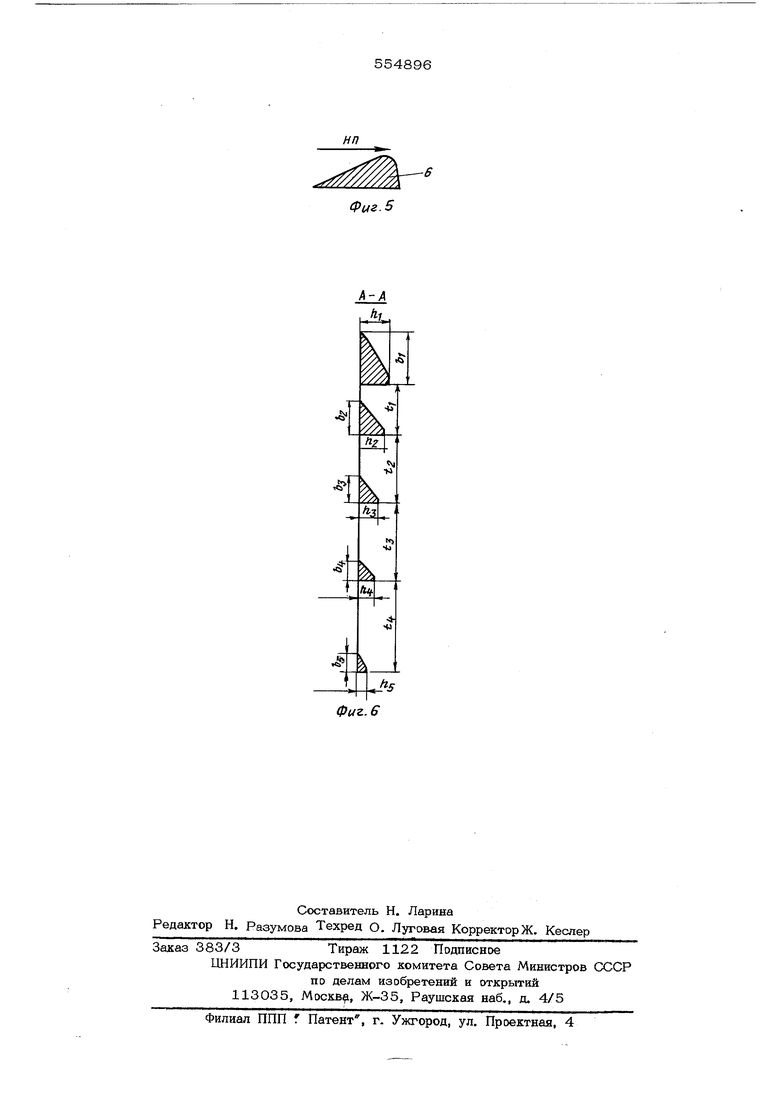
На фиг. 1 - показан валок в поперечном сечении по гребню ручья; на фиг. 2 - общий вид развертки ручья с валиками, составляющими при пересечении с гребнем ручья прямой утоя; на фиг. 3 - то же, но составляющими острый угол, на фиг. 4 - то же, с валиками, выполненными в виде отдельных полувитков, на фиг. 5 - поперечное сечение валика, на фиг, 6 - сечение А-А на фиг. 3.
Валок пильгерстана содержит по длине окружности ручей 1 переменного сечения имеющий обжимной участок 2, полирующий участок 3, участок плавного перехода 4 от полирующего участка к холостому и холостой участок 5.
На обжимном участке ручья вьшолнены aanviKK 6. Валики расположены по периметРУ ручья с пересечением его гребня 7.
Высота и ширина валиков может уменьшаться по направлению к полирующему участку. По верщине гребня ручья валики расположены с изменяющимся расстоянием, увеличивающимся по направлению к полирую щему участку.
Пересечение гребня валиками может быт выполнено под прямым углом (фиг,2). При этом каждый валик в поперечном сечении имеет форму остроугольного разностороннег треугольника со скругленной вершиной и с меньшим углом при основании, расположенным со стороны обжимного участка.
Выполнение валиков в поперечном сечении в форме треугольника и расположение их под прямым углом обеспечивает уменьшение скольжения металла в осевом направлении, улучшая условия захвата и Повышая скорость пильгерования.
Пересечение гребня валиками может быт Бьшолнено под острым углом (фиг. 3). Уго наклона, образованный пересечением гребня с валиками переменный, увеличивающийся п направлению к полирующему участку. Расположение валиков под острым углом к гре ню ручья вызывает в поперечном сечении деформируемой заготовки местные сдвиговы деформации, которые способствуют преобразованию литой структуры зеготовки в деформированную. Увеличивающееся расстояние по гребню ручья в направлении полирующего участка и переменный угол наклона валиков в том же направлении в результате физических особенностей формоизменения при пилигримовой прокатке способствует возрастанию длины по направленюо к калибрующему участку за счет вытяжки. Это спосоствует уменьшению поперечной и повышению продольной деформации, что вызывает уменьшение скольжения в осевом и тангенциала- ном направлении и увеличение суммарной вытяжки.
Валики могут быть расположены по периметру ручья с пересечением его гребня и выполнены в виде отдельных полувитков, образующих винтовую линию с переменным шагом. Создается несимметричное приложение усилий в поперечном сечении заготовки, что обуславливает дополнительные сдвиговые деформации. В результате происходит дробление литой структуры и улучшается качество труб. Наличие изменяющегося расстояния между валиками на обжимном участке и выполнение гладкого полирующего участка снижает сопротивление истечения металла, способствует продольному его течению. Работа валка осуществляется следующим образом.
При вращении валков в момент прохождения холостого участка, соответствующий раскрытию зева валков, осуществляется подача очередного объема металла в очаг деформации. Затем началом обжимного учаска 2 производится захват заготовки. По мере поворота валков в контакт с заготовкой входят валики, интенсивность обжатия которыми больще, чем гладкой частью ручь Повышенное локальное обжатие, создаваемое валиками, вызывает сжатие в поверхностных слоях заготовки, что способствует дроблению литой структуры и залечиванию имеющихся ее дефектов.
После кантовки образовавшиеся от валиков выступы и впадины на заготовке не совпадают с выступами и впадинами на валках. В результате этого создаются дополнительные зоны локальной поверхностной деформации с сжимающими напряжениями, что способствует еще большему уплотнению структуры.
Увеличивающееся расстояние между валиками п гребню ручья в направлении полирующего участка отражает изменение вытяжки по длине ручья.
Предложенное техническое решение способствует возникновению зон деформации с сжимающими напряжениями, что благоприятно сказывается на качестве обрабатываемого материала, обеспечивает рациональное соотношение между коэффициентами продольной и поперечной деформации, уменьшает скольжение в сюевом направлении, увеличивая тем самым скорость пильгерованиа
Формула изобретения
1,Валок пильгерстана, имеющий по длине окружности ручей переменного сечения
с обжимным и полирующим участками и размещенные на обжимном участке вали- ки, отличающийся тем, что, с целью повышения качества структуры деформируемого металла, валики расположены по периметру ручья с пересечением его гребня.
углом.
Источники информации, принятые во внимание при экспертизе:
фцг.
Фиг. 6
