(54) ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для периодической прокатки труб | 1975 |
|
SU602248A1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Валок для продольной прокатки труб | 1980 |
|
SU956080A1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU768499A1 |
| Валок стана шаговой прокатки | 1989 |
|
SU1731311A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Валок для холодной прокатки | 1979 |
|
SU839633A1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
1
Изобретение относится к трубопрокатному производству, в частности к основному деформирующему инструменту станов продольной прокатки труб.
Известен валок для пильгерной прокатки, содержащий бочку с ручьем переменного сечения, на обжимном участке которого расположены валики с пересечением гребня Llj- Это улучшает условия захвата, уменьшает скольжение металла в осевом и тангенциальном направлениях.
Наиболее близким по технической сущности к предлагаемому изобретению является валок для продольной прокатки труб, содержащий бочку валка с ручьем, который имеет на поверхности кольцевые парашлельные канавки . Валок позволяет ограничить вращение заготовки в процессе ее деформации в направлении вращения оправки за счет момента, создаваемого реактивными нормальными усилиями в зона к контакта, и KaHiaBOK
в случае, если последние имеют в зонах достаточную глубину.
Однако после прокатки на поверхности трубы остаются довольно высокие отпечатки канавок. Последующая прокатка в гладком калибре (без канавок) позволяет закатать выступы на трубе. Вследствие относительно большой высоты выступов для их устранения необходимо осуществить относительно большую деформацию, что приводит к появлению значительных дополнительных напряжений в граничных зонах участков выступ на трубе - гладкая псжерхность трубы и может являться причиной появления брака на поверхности трубы - микротрещины, отслоения и т. д.
Целью изобретения является повышение качества наружной поверхности трубы путем уменьшения глубины канавок на ручье валка, а, следовательно, и высоты отпечаток на трубе.
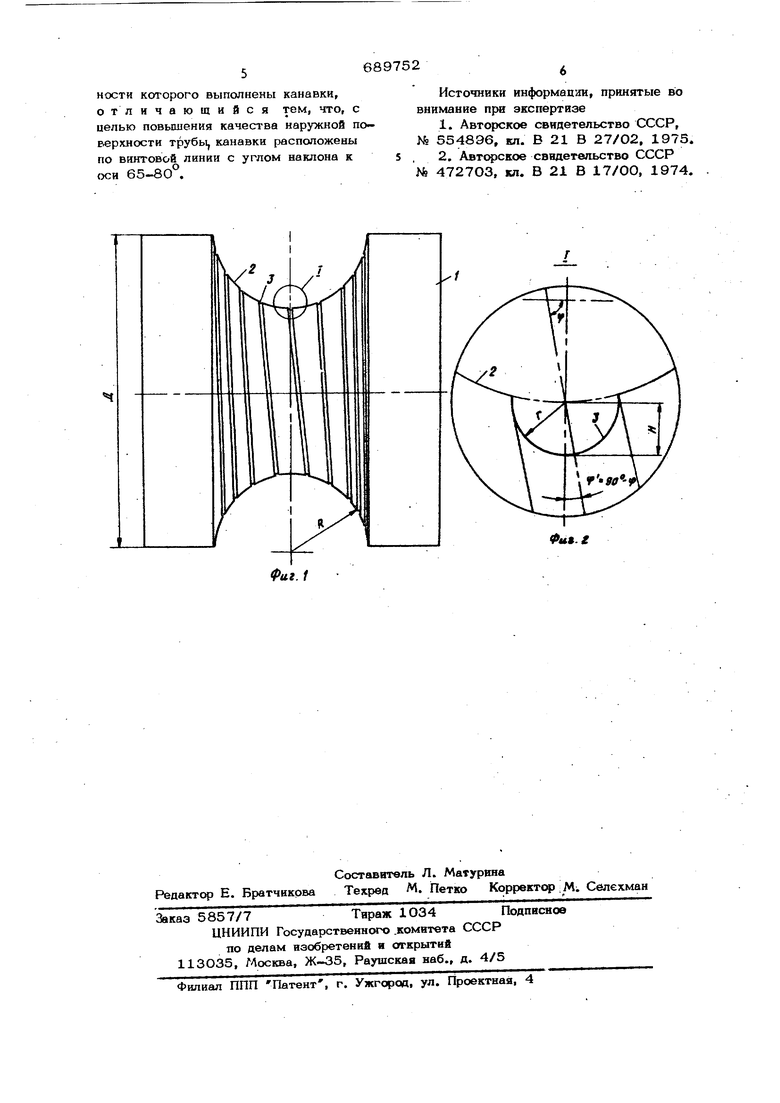
Поставленная цель достигается тем, что в предлагаемом валке для продоль- ной прокатки труб, содержащем бочку с ручьем, на поверхности которого эыпоп йены канавки, согласно изобретению, канавки расположены по винтовой линии с углом наклона к оси 65-80°, Величина удельного усилия, действую щего на заготовку в зоне ее контакта с канавкой, и создающего момент, препятствующий вращению заготовки в направлении оправки, в общем виде определится из выражения: Pi P,(sirm itoiS),; где Р/( - удельное усилие, действующе на заготовку в направлении, перпендикулярном оси прокат ки, в зоне контакта заготовки и канавки; PIC - удельное нормальное усилие на контакте заготовки и канавки;U - угол наклона к оси валка; - коэффициент внешнего трения на контакте заготовки и канавки;Для прокатки, когда канавки выполне ны кольцевыми ( VP О, ), выражение принимает вид: Р. pj р., t-i t-: гк Отношение р,./. -„ ,„ + , в области реальных значений коэффициен та внешнего трения ( О,2 0,35) больше единицы при U а . Последний вывод означает, что использу валки с винтовыми канавками ( 0), прикладывак)т i дополнительный момент вращения к заготовке за счет увеличения удельного усилия В| по отнетиению к Р. Это, в свою очередь, означает, что при прочих равных условиях, исполь зуя валки с винтовыми канавками, можн уменьщить глубину канавок и надежно предотвратить при этом вращение заготовки в направлении вращения оправки. Уменьшение глубины канавок, в свою очередь, определяет меньшую высоту их отпечатка на поверхности трубы. Так ка отпечатки канавок закатываются в по- лировочном (чистовом) проходе есте венно, что чем меньше их высота, тем меньшую деформацию нужно осуществит в данном проходе и тем меньше вероят ность появления брака на поверхности готовых труб. Максимальная величина ограничена уменьшением величины дополнительного силия и момента, минимальная - уменьением длины и площади поверхности канавки. Глубина канавок реально может составить 0,005 + 0,015 величины диаметра бочки валка. На фиг. 1 изображен валок, общий вид; на фиг. 2 - узел I фиг. 1. Валок содержит бочку 1, на которой выполнен ручей 2 с винтовой канавкой 3. Прокатка труб в стане продольной прокатки автоматическом стане - осуществляется следующим образом. Нагретая до температуры горячей деформации (1ООО-1200 С) и прошитая гильза подается в приемный желоб автомьтического стана и толкателем (либо задающими роликами) задается в очаг деформации, образованный двумя валками автоматического стана и оправкой. В прсяцессе прокатки оправку вращают, удерживая от осевого перемещения. Канавки на ручьях валков выпопняют с различным направлением винтовой линии (например, на верхнем валке правый винт , на нижнем левый винт ). В процессе деформации на поверхности трубы отпечатываются канавки и труба вследствие того, что канавки винтовые, способна вращать- ся, но оправку вращают в сторону, противоположную вращению трубы (с числом оборотов в минуту от 2Q|.4O до 2ОО 40р). Для предотвращения вращения трубы достаточной является небольшая глубина винтовых канавок. После прокатки в первом проходе полученную трубу прокатывают в калибре без канавок на невращаюшейся оправке, осуществляя деформацию, необходимую исключительно для устранения отпечатков канавок на поверхности труб. Это позволит получать трубы с высоким качеством наружной поверхности. Нанесение канавок на поверхность ручья валка может быть осуществлено несколькими способами, например, отливкой заготовок соответствующей фор-мы с последующей шлифовкой их псжерхности, обработкой поверхности ручья на токарно-винтовом станке с программным управлением и т. д. Формула изобретения Валок для продольной прокатки труб, содержащий бочку с ручьем, на поверхности которого выполнены канавки, отличающийся тем, что, с целью повьвиения качества наружной поверхности Tpy6bij канавки расположены по вшгговой линии с углом наклона к оси 65-80°.
Источники информацяи, принятые во внимание при экспертизе
№ 4727ОЗ, кл. В 21 В 17/00, 1974.
ФиЛ.
