Для изготовления штампов и форм для отливки в них металлов известяы методы отливки их по моделипозитиву. Этот метод отливки форм по модели известен еще с конца прошлого столетия и заключается в том, что на подмодельную плиту тем или иным способом закрепляется модель-позитив, на подмодельную плиту ставится металлическая или земляная коробки и заливается металлом.
Недостатками этого метода является, во-первых, то, что как-бы плотно ни была привинчена модель, после нескольких отливок (в особенности чугуна и стали) она начинает отставать от подмодельной плиты. Происходит это вследствие вытяжки винтов или болтов крепления от нагрева, а также вследствие коробления подмодельной плиты и самой модели. В результате, под модель подбивается чугун, который препятствует снятию отливки с модели. Второй недостаток заключается в том, что, и при отсутствии подливов, отливку трудно снять с модели из-за того, что она зажимается усадкой
самой отливки, так как обычно в любой модели имеются уклоны меньшие, чем угол трения между затвердеваюш,им металлом и материалом модели.
Эти недостатки в особенности дают себя чувствовать, если требуется отливать формы с тонкими сечениями модели. Тогда надежное крепление винтами почти невозможно. Модель выходит из строя после первой или второй отливки.
Известен также способ, по которому модель и подмодельная плита изготовляются как одно целое из чугуна или из другого материала. Этот способ сложен и трудоемок.
Форма по изобретению позволяет получать точные штампы и половинки литейных металлических форм благодаря тому, что одна из половинок формы имеет в плоскости разъема: размеры внутренней полости ббльшие, чем полость другой половинки. Поэтому в собранной форме получается выступ, от которого отливка отталкивается под действием усилий усадки. Вследствие этого, снятие отливки с модели происходит легко, без повреждений.
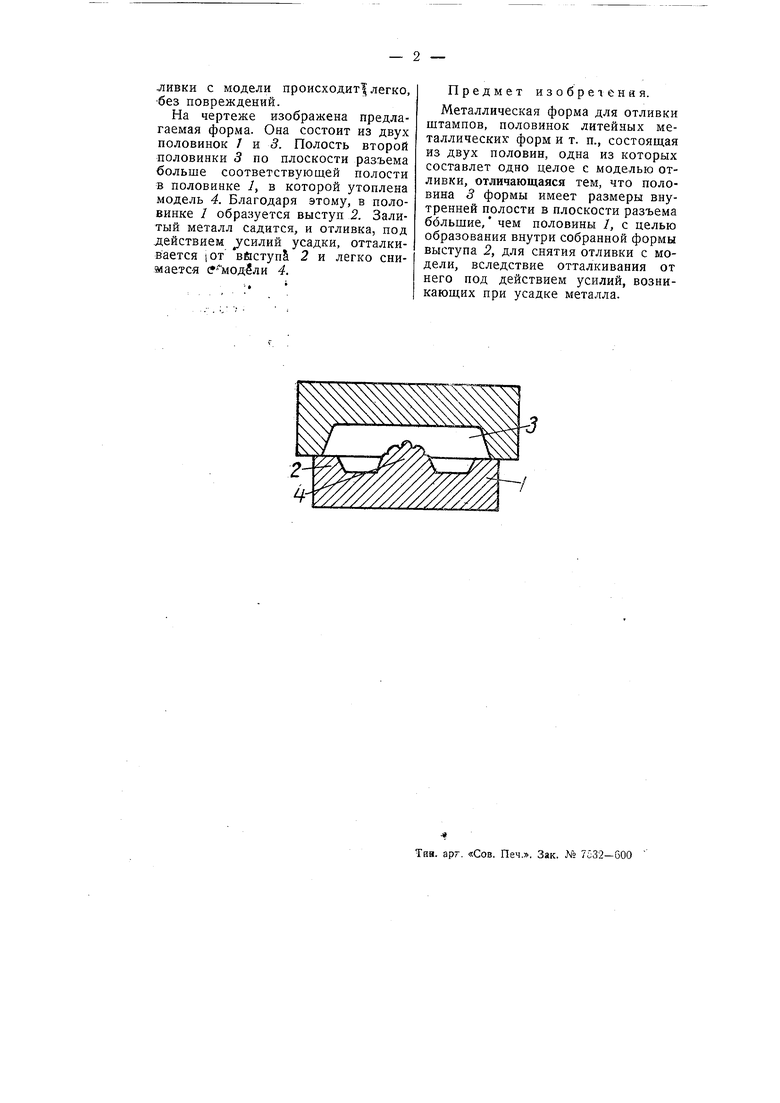
На чертеже изображена предлагаемая форма. Она состоит из двух половинок / и 3. Полость второй половинки 3 по плоскости разъема больше соответствующей полости в половинке /, в которой утоплена модель 4. Благодаря этому, в половинке / образуется выступ 2. Залитый металл садится, и отливка, под действием усилий усадки, отталкивается jOT вйступ 2 и легко снимается (%одёли 4.
Предмет изобретения.
Металлическая форма для отливки штампов, половинок литейных металлических форм и т. п., состоящая из двух половин, одна из которых составлет одно целое с моделью отливки, отличающаяся тем, что половина 3 формы имеет размеры внутренней полости в плоскости разъема большие, чем половины /, с целью образования внутри собранной формы выступа 2, для снятия отливки с модели, вследствие отталкивания от него под действием усилий, возникающих при усадке металла.