1
Изобретение относится к литейному производству и может быть использовано для получения отливок из чугуна без прибылей в формах по выплавляемым моделям.
Известны цельные опоки с открытым верхом, боковые стенки и дно которых имеют неразъемное соединение 1.
Недостатком опок такого типа является их малая стойкость и склонность к короблению.
Известна опока для литья по выплавляелшм моделям, содержащая дно и собранную из отдельных элементов обечайку 2.
Недостаток опок подобного типа заключается в отсутствии возмохшости для уплотйения сыпучего материала и создания вокруг него жесткого замкнутого объема.
Известна также опока, состоящая из двух половинок, с вертикальным разъемом, содерх ащая отъемные крышку и дно. В корпусе опоки располо- жены цапфы з J.
Недостатком зтой опоки является трудность создания стабильно высокого уплотнения сыпучего материала. Установка керамических оболочек занимает довольно много времени.Для
заполнения карманов в керамических формах необходимо применять эластичные диафрагмы с подачей в них сжатого газа.
Цель изобретения - улучшение обслуживания и повышение качества засыпки сыпучег о материала.
Цель достигается тем, что в опоке, состоящей из двух половинок с вертикальным разъемом, верхние и нижние стенки наклонены к плоскости разъема под углом 60-70, при этом верхние стенки у вершины снабжены патрубками с затворами, а на нижних у разъема опоки выполнены карманы с затворами.
На боковых Стенках опоки выполнены карманы с затворами.
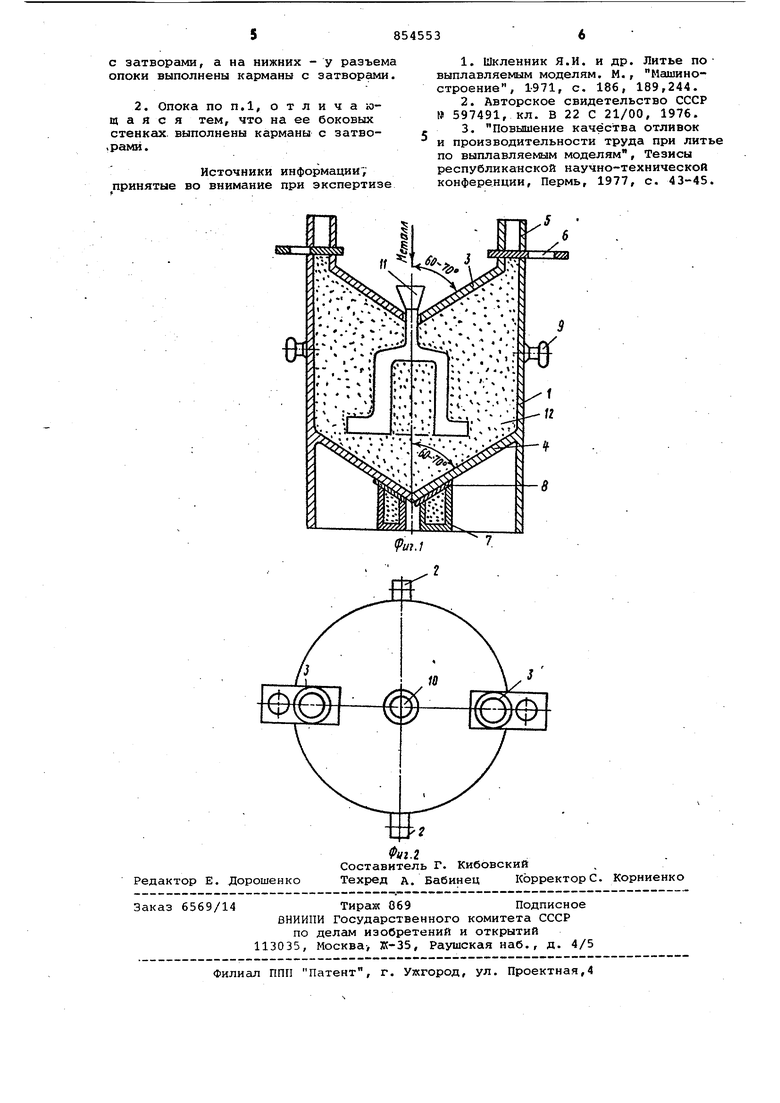
На фиг. 1 представлена опока, разрез; на фиг. 2 - то же, вид сверху.
Опока состоит из двух половин 1 с вертикальным разъемом, скрепляег-мх между собой известным способом, например, с помощью крепех(а 2. Верхние стенки 3 и нижние стенки 4 опоки образуют с вертикальной плоскостью разъема угол 60-70. Нал верхней частью верхних стенок установлены патрубки 5, служащие для подачи сыпучего материала в огюку. Отверстия патрубков перекрываются у верхней стенки опоки известным способом, например, с помощььэ затвора 6. Под нижней частью нижней стенки опоки установлены карманы 7 для компенсации уменьшения объема сыпучего материала при уплотнении его после поворота опоки на 180°. Отверстия к манов перекрываются у нижней стенки опоки известным способом, например, с помощью затвора 8. На боковых сте ках опоки имеются цапфы 9 для приДания опоке различного положения в пространстве в процессе уплотнени сыпучего материала. Между верхними стенками опоки выполнено отверстие 10 для вывода стояка керамической оболочки 11 под заливку металла. ftejasay керамической оболочкой и стенками опоки расположен сыпучий м териал 12, Опока работает следующим образом Керамическая оболочка 11 устанав ливается на исходную позицию извест ным способом. Половины 1 опоки сдви гаются и керамическая оболочка оказывается внутри опоки. При этом вер стояка для заливки металла проходит через отверстие между верхними стен ками опоки и несколько выступает на нигда. Отверстия патрубков 5 и карманов 7 в ЭТОТ момент открыты. В опоку че рез патрубки 5 подается сыпучий материал 12 и уплотняется известным способом, например, .вибрацией. За счет имеющегося угла наклона верхних стенок к плоскости разъема 60-70°сыпучий материал входИт с верхними стенками в тесный контакт. Карманы оказываются заполненными сыпучим материалом. Затворы б перекрывают отверстия рубков. Если керамическая оболочка имеет углубление, обращенное вниз,.то необходимая степень уплотнения в данном участке не достигается. В этом случае опока поворачивается на 180, таким образом, что карманы 7 занимают по отношению к опоке верхнее положение. Сыпучий материал снова подвергается вибрации, с целью уплотнения неуплотненного ранее участка. При этом объем сыпучего материала, поше шего на уплотнение, компенсируется путем перетекания его в опоку из карманрв. После окончания вибрапии затворы 8 перекрывают отверстия кар манов. Таким образом в опоке создается замкнутый уплотненный объем сы пучего материала,в среде которого расположена керамическая оболочка. Опока поворачивается на 180 . В полость керамической оболочки заливается чугун. За счет тепла кристал лизующейся отливки сыпучий материал нагревается и стремится увеличиться в объеме. За счет этого на кристаллиэукхцуюся отливку создается противодавление и ее предусадочное расширение Исключается.В этом случае избыточный объем от графитизации оказывается достаточным для компенсации усадки чугуна при затвердевании и отливки получаются плотньами без прибылей. После затвердевания отливки необходимость в замкнутом уплотненном объеме отпадает. Более того, уплотненный сыпучий материал,находящийся в эамкнутсял объеме, может быть причиной образования трещин при усадке отливки. Поэтому после затвердевания отливки отверстия патрубков и карманов открываются. После охлаждения отливок до тре-буемой температуЕЖ половины 1 опоки раздвигаются. Отливка и сыпучий материал за счет наклона нижних стенок самопроизвольно удаляются из опоки. После этого опока готова для осуществление очередного рабочего цикла. Угол в 60-70 между плоскостью разъема и верхней и нижней стенкамр опоки является оптимальным по следующим соображе ниям. При угле большем 70 в процессе засыпки сьшучего материала и его уплотнения ме5кду верхними стенками и сыпучим материалом может не возникнуть хорошего контакта, а при раскрытии опоки отливка и сыпучий материал остаются на нижних стенках опоки. Угол меньше бО нецелесообразен вследствие чрезмерного увеличения высоты опок. При получении особо сложных отливок с наличием многочисленных поднутрений карманы для компенсации сыпучего .материала устанавливаются на боковых стенках опоки, а поворот опоки осуществляется последовательно путем перевода каждого патрубка в верхнее положение. Применение предлагаемой опоки способствует облегчению заполняемости ее сыпучим материалом и достижению необходимой уплотняемости, требуемой для реализации процесса получения отлИвок из чугуна с шаровидным графитом без прибылей и повышению выхода годного литья с 57 до 90-95%. Формула изобретения 1.-Опока для литья в керамические формы, состоящая из двух половин с вертикальным разъемом, отличающаяся тем, что, с целью улучшения обслуживания и повышения качества засыпки сыпучего материала, верхние и нижние стенки половин опоки выполнены под углом 60-70- к плоскости разъема, при этом верхние стенки у вершины снабжены патрубками
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки литейных форм под заливку и опорный наполнитель для формовки | 1979 |
|
SU876288A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| Литейная форма | 1981 |
|
SU1014628A1 |
| Способ формовки и нагрева в опоках многослойных оболочковых форм | 1983 |
|
SU1217558A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371278C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
