Изобретение относится к литейному производству, в частности к модельно-опочной оснастке при изготовлении форм ручной, машинной формовки и к устройствам, обеспечивающим снятие полуформ с подмодельной плиты.
Известны различные способы снятия полуформ с подмодельной плиты. При массовом производстве применяются на формовочных машинах и полуавтоматах штифтовые съемники, специальные вытяжные приспособления и др. (см. Справочник по чугунному литью под редакцией Н.Г. Гиршовича, М., 1960, с. 367 - 369).
В мелкосерийном и серийном производстве с большой номенклатурой опоки снимаются с модельных плит краном. При этом в обоих случаях для фиксации опок на модельных плитах используются центрирующие и направляющие штыри и втулки (см. [1] с. 191 - 198).
В зависимости от габаритов опок применяют одну или две пары втулок и штырей (см. [1] с. 191 - 198). Основным недостатком при съеме опок с модельной плиты как при машинной, так и при ручной формовке является заклинивание центрирующих штырей во втулках, что вызывает непараллельность опоки и модельной плиты при их разъеме. Заклинивание штырей во втулках приводит к прекращению процесса снятия полуформы с модельной плиты, подъему модельной плиты совместно с полуформой, изгибу штырей, а это ведет к еще большему заклиниванию и большей непараллельности. В результате на рабочем контуре, оформляющем отливку, появляются обрывы и перекосы, нарушающие геометрические размеры отливки. Снижается качество литья, увеличиваются трудозатраты на обрубку и зачистку.
Известна также оснастка для изготовления литейных форм (см. а.с. SU N 1685592 от 23.10.91 г. (2).
Точность сборки, надежность и качество форм повышается. Оснастка снабжена узлами центрирования, два - на торцах продольной оси и один - на боковой стороне поперечной оси, причем все отверстия втулок имеют удлиненную форму.
К недостаткам оснастки по а.с. N 1685592 относится: высокая трудоемкость изготовления опок и подметальных плит, более увеличенный вес опок и плит, а при снятии полуформ также возможно образование непараллельности между опокой и подмодельной плитой, возможны и обрывы рабочего контура формы.
Также известна модельная оснастка по авторскому свидетельству N 1416258, кл. B 22 C 7/04, 1988 (3).
Оснастка содержит плиту, модель, центрирующие элементы и ложные модели в виде цилиндров или призм, не имеющих формовочных уклонов, установленных перпендикулярно плите.
Основным недостатком оснастки по а.с. N 1416258 является ограниченность применения из-за отсутствия уклонов. Ложные модели, не имеющие уклонов, могут быть применены только в автоматических линиях, обеспечивающих протяжку моделей.
При снятии форм с модельной плиты другими способами, например краном, ложные модели без уклонов непригодны, так как форма будет разрушаться.
Целью данного изобретения является повышение качества поверхности отливки, получение рабочего контура без искажения, исключение образования обрывов смеси в форме в процессе снятия полуформ с модельной плиты, повышение точности спаривания полуформ, сокращение трудозатрат при обрубке и зачистке, снижение веса отливок.
Поставленная цель достигается тем, что на модельной плите, на свободных от модели и литниковой системы местах устанавливаются дополнительные направляющие - ложные модели, преимущественно, круглой формы. Дополнительные направляющие устанавливаются, преимущественно, в максимально удаленных частях модельной плиты, имеют уклон на 10 - 15' меньше, чем литейный уклон на моделях. Высота дополнительных направляющих должна быть больше высоты верхней точки моделей. Дополнительные направляющие устанавливаются на модельной плите для полуформ как низа, так и верха. В качестве дополнительных направляющих на модельной плите для полуформ верха в отдельных случаях служат модели закрытых прибылей.
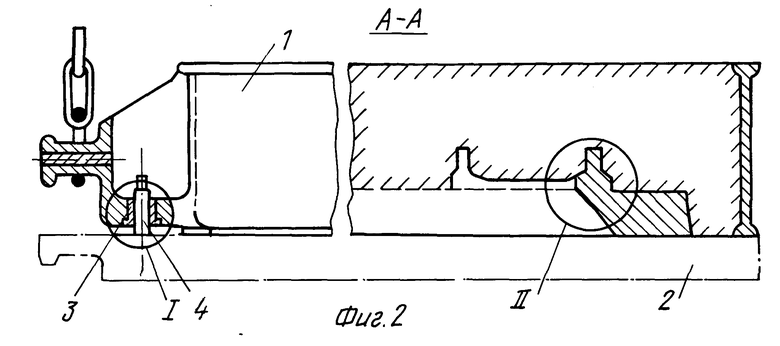
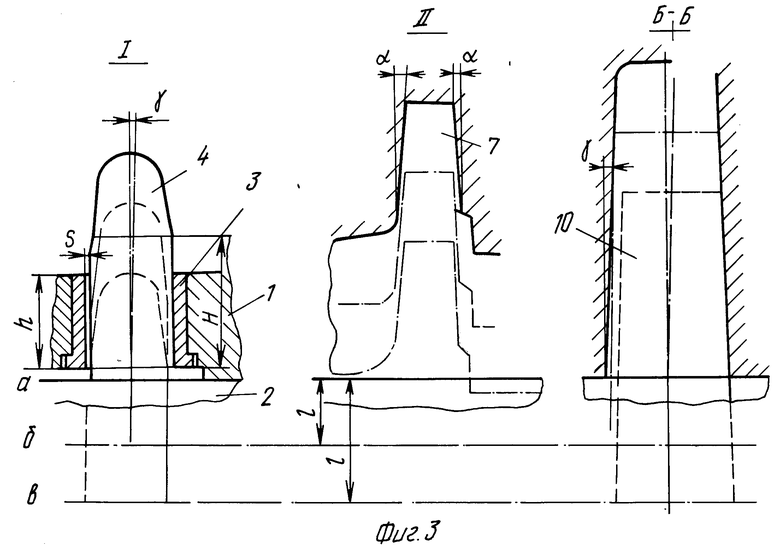
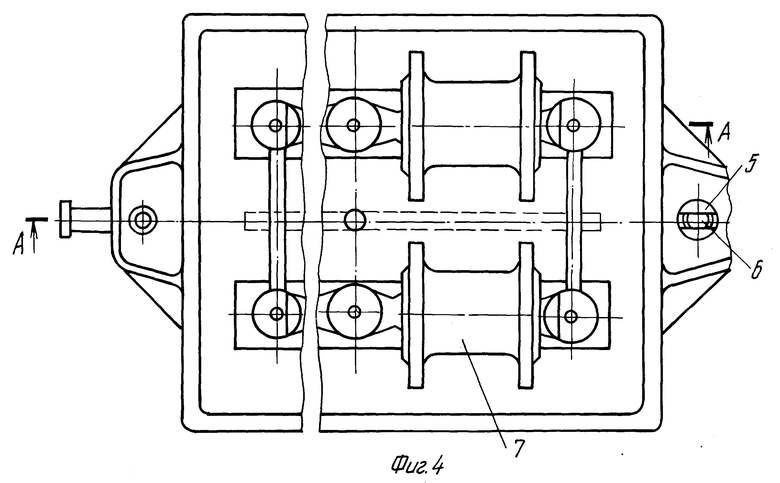
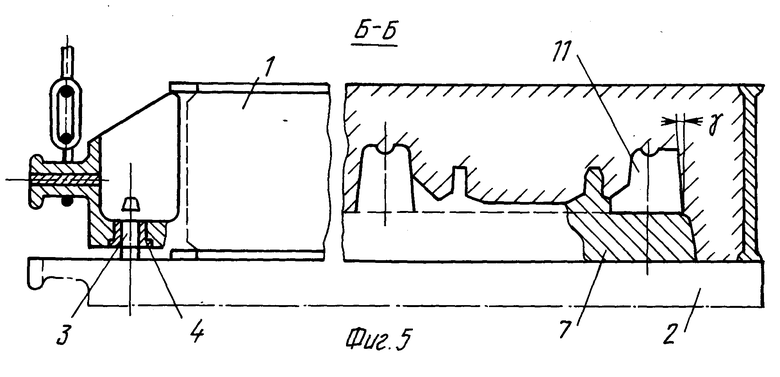
На фиг. 1 показана оснастка для изготовления литейных форм, вид сверху; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - схема разъединения подмодельной плиты и полуформы: а - исходное положение, б - при подъеме опоки или опускании подмодельной плиты; на фиг. 4 показана подмодельная оснастка для формовки верхней половины формы; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - форма в сборе с фиксирующим штырем.
Оснастка для изготовления литейных форм содержит опоку 1, подмодельную плиту 2, втулку центрирующую 3, штырь центрирующий 4, втулку направляющую 5, штырь направляющий 6, модель 7, литниковую систему 9, направляющие 10.
Установка направляющих позволяет снять полумуфту с подмодельной плиты без искажения рабочего контура.
На фиг. 3 показана схема разъединения подмодельной плиты с полуформой с использованием направляющих 10.
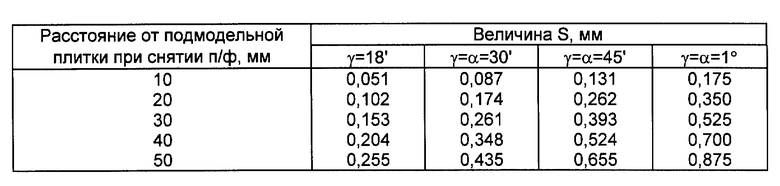
Для опок размером до 750 мм - диаметр втулки 3 - 25 Н9, диаметр штыря 4 - 25 d9 мм, высота втулки h = 33 мм, высота штыря H = 50 мм, зазор S = 0,169 мм, угол γ = 18'.
Предполагаем, что при разъединении модельной плиты 2 с полуформой направляющие 10 скользят по формовочной смеси.
Данные изменения величины S при различных углах γ показаны в таблице.
Анализ данных при различных углах γ направляющих показывает - при угле направляющих γ = 18' и H = 50 мм заклинивания центрирующих штырей не происходит - Sзак > S, отсутствуют и обрывы смеси в форме даже при литейном уклоне α = 30'.
При α = 30' заклинивание возможно при расстоянии l = 20 мм и H = 50 мм. Для устранения заклинивания высоту направляющей части центрирующего штыря необходимо уменьшить. Возможность уменьшения высоты направляющей части центрирующего штыря 4 обеспечивается наличием направляющих 10, по которым происходит скольжение формовочной смеси в процессе разъединения полуформы с подмодельной плиты.
При γ = 45' литейный уклон α = 1o. Для нормального съема полуформы с подмодельной плиты достаточно, чтобы литейный уклон в модели был больше угла наклона направляющей на ≈ 10' α>γ≥10′. Для полного устранения заклинивания центрирующих штырей 4 в центрирующих втулках 3 высота направляющей части H штыря должна быть меньше или равна высоте центрирующей втулки h, H ≤ h.
На фиг. 4 показана модельная оснастка для формовки верхней половины формы, состоящая из опоки 1, подмодельной плиты 2, втулки центрирующей 3, штыря центрирующего 4, втулки направляющей 5, штыря направляющего 6, модели 7, прибыли 11.
Роль направляющих при разъединении полуформы с подмодельной плитой выполняют закрытые прибыли.
Реализация изобретения позволит, кроме перечисленных выше преимуществ, получить дополнительный эффект, который выражается в сокращении расхода смеси при формовке и времени выбивки формовочной смеси из опок за счет пустот, образованных в форме, в сокращении площадей при хранении моделей и их транспортировке - модельные плиты можно устанавливать друг на друга, так как они будут лежать на торцах направляющих, которые выше моделей, в повышении длительности работы модели без текущего и капитального ремонта, так как направляющие будут защищать модели от механических повреждений.
Пустоты в форме в случае необходимости возможно использовать как направляющие при сборке полуформ с высокими стержнями и для точной фиксации полуформ.
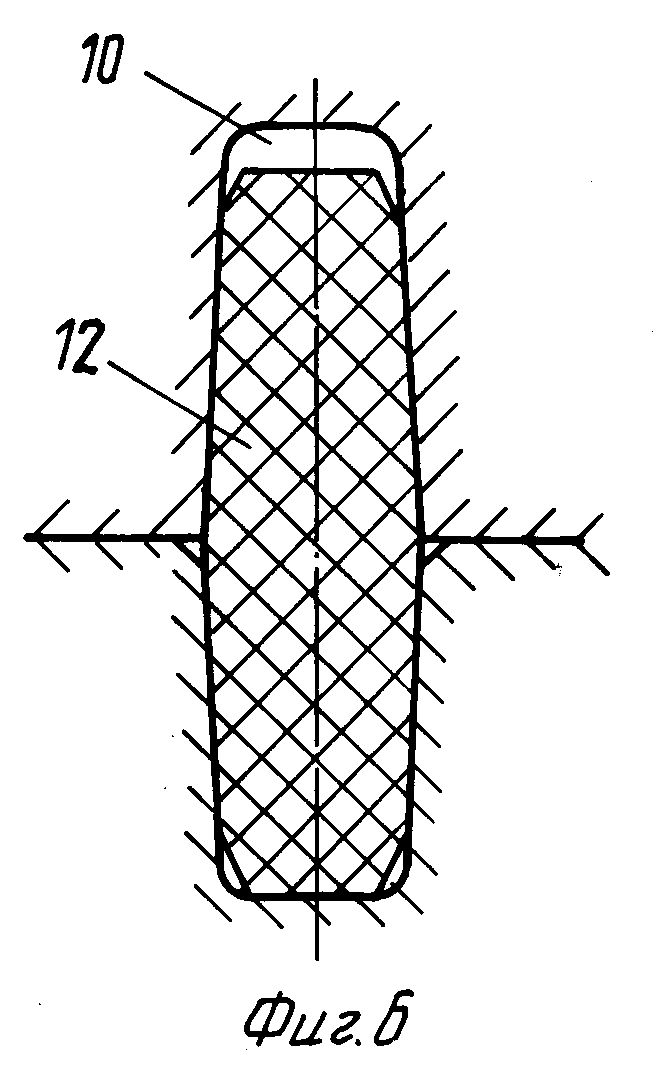
На фиг. 6 показана форма в собранном виде, где для точной фиксации половинок формы с помощью специального фиксирующего штыря 12 использованы пустоты в форме, образованные направляющими 10.
Специальный фиксирующий штырь 12 может быть изготовлен как металлическим, так и из разрушающих материалов: стержневой смеси холодного и горячего затвердевания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Модельная оснастка | 1986 |
|
SU1416258A1 |
| КОМПЛЕКТ ОСНАСТКИ ДЛЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ ТОЧНОСТИ АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЙ | 2023 |
|
RU2831460C1 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Оснастка для изготовления безопочных форм вакуумно-пленочной формовкой | 1987 |
|
SU1518074A1 |
| Оснастка для вакуумной формовки | 1983 |
|
SU1323215A1 |
Изобретение относится к литейному производству и касается модельной оснастки при изготовлении форм как ручной, так и машинной формовкой. На подмодельных плитах на свободных от модели и литниковой системы местах устанавливают направляющие преимущественно круглой формы. Угол наклона направляющих на 10-15' меньше литейного уклона на моделях. Направляющие имеют высоту, превышающую высоту моделей. Роль направляющих могут выполнять также прибыли, имеющие угол наклона на 10 - 15' меньше литейного уклона. Оснастка обеспечивает получение рабочего контура без искажений. В процессе снятия полуформ с подмодельной плиты исключаются обрывы в форме. 3 з.п.ф-лы, 6 ил., 1табл.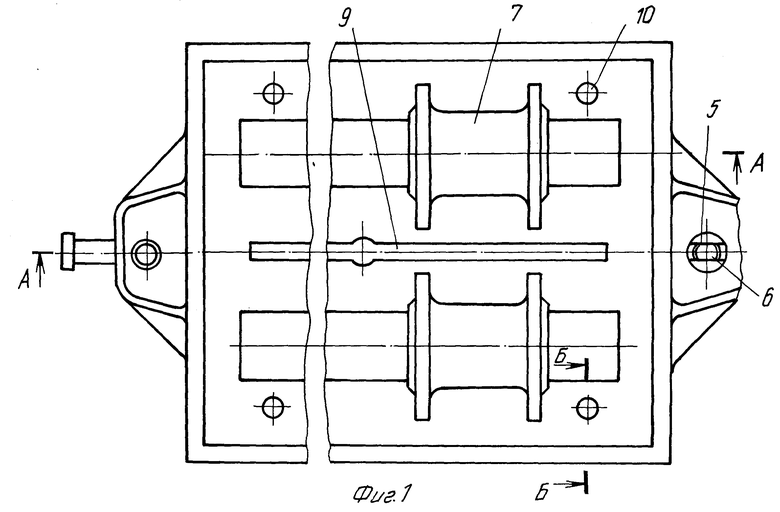
| Модельная оснастка | 1986 |
|
SU1416258A1 |
| Оснастка для изготовления полуформ | 1989 |
|
SU1685592A1 |
| Модельная плита | 1983 |
|
SU1161223A1 |
