Изобретение относится к технологии сборки сердечников электрических машин и может широко использоваться в электротехнической промышленности.
Цель изобретения - повышение производительности путем ликвидации смыкания пластин и увеличения площади контакта пластин с ориентируюш,им механизмом.
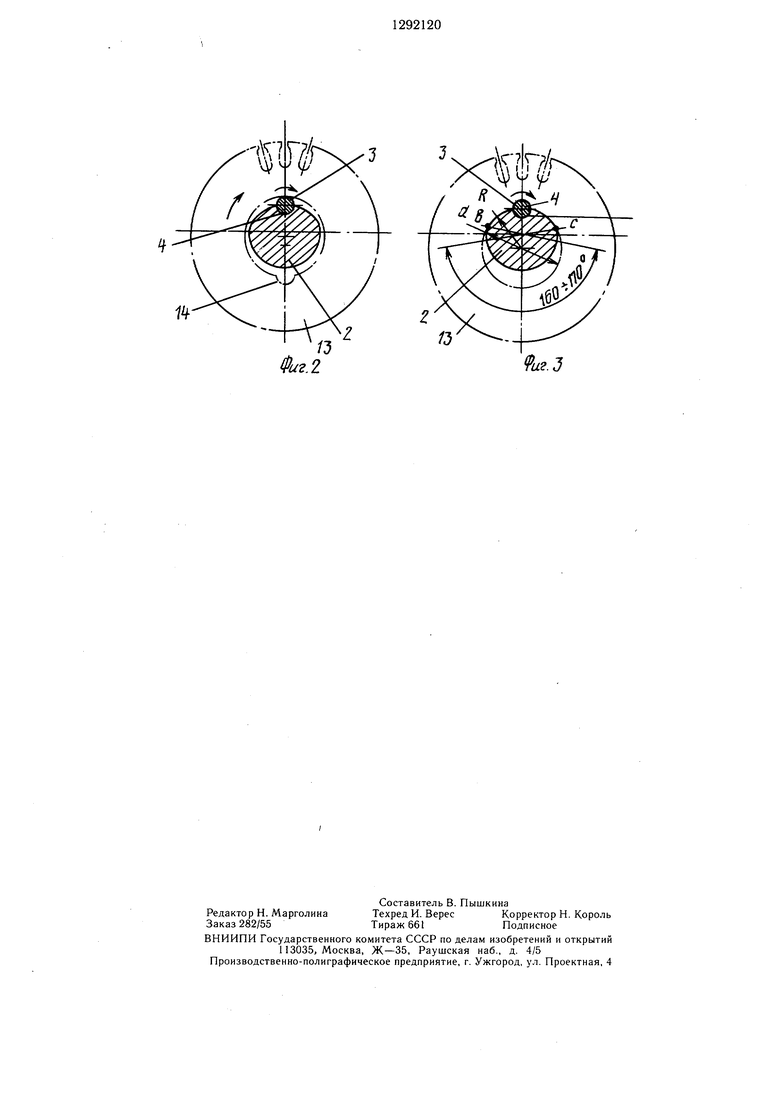
На фиг. 1 показано устройство для шихтовки пластин сердечников электрических машин, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1, в момент шихтовки; на фиг. 3 - то же, в отшихтованном положении.
Устройство содержит основание 1 и горизонтально установленную в нем оправку 2 с ориентирующим механизмом, выполненным в виде шпонки 3, расположенной в продольной канавке 4 оправки 2. Шпонка 3 снабжена приводом ее вращения вокруг собственной оси, содержащим электромотор 5, шкивную передачу б, полумуфту 7, установленную на шкиве 6 соосно ему и подвижно относительно него в осевом направлении с помощью шпонки 8.
Полумуфта 7 имеет сквозное отверстие для размещения конца щпонки 3, который закрепляется неподвижно в нем винтом 9. Свободный торец полумуфты 7 имеет скос 10 и контактирует с ответным скосом неподвижной муфты 11, закрепленной на основании посредством пружины 12.
Сечение рабочей поверхности оправки 2 (фиг. 2 и 3) выполнено с радиусом и, равным 1/2 диаметра о (или В) посадочного отверстия пластины 13, что обеспечивает максимальную площадь контакта оправки с пластиной на дуге 6,-с,
Размеры сечения оправрси 2 всегда выбираются на основе конкретных размеров шихтуемых пластин.
Размер сечения должен обеспечивать свободную установку пластин на оправку в произвольном положении (фиг. 2), свободное вращение пластин на оправке для осуществления поиска вращающейся шпонкой 3 шихтовочного знака 14 пластины.
При этом оптимальный зазор между оправкой и пластиной по горизонтальной оси, например, может быть равен 0,2-0,3 мм. Для повышения производительности шихтовочного устройства необходима максимальная площадь контакта оправки 2 с пластиной 13 после фиксации ее на шпонке 3 (фиг. 3).
Максимальная площадь контакта возможна только при равенстве радиусов окружности посадочного отверстия пластины и рабочей поверхности оправки. Эта площадь контакта в предлагаемом решении определяется дугой 6-с (фиг. 3), которая может иметь 160-170° и создает необходи- мую и достаточную силу трения, препятствующую срыву пластины с вращающейся
0
0
5
0
5
5
0
щпонки. в результате этого пластины повторно не шихтуются, что сокращает время шихтовки всего комплекта пластин.
Устройство работает следующим образом.
Пакет пластин 13 устанавливается на оправку 2 в произвольном положении и они повисают на ней с зазором, равным высоте выступания шпонки 3 за поверхность оправки 2.
Вращающаяся щпонка 3 приводит пластины во вращательное движение относительно оправки до совмещения щихтовочного знака 14 (фиг. 2) со шпонкой 3, при этом выполнение сечения рабочей поверхности оправки с радиусом посадочного отверстия пластины исключает снятие пластины со шпонки за счет достаточно большой (дуга Ь-с) площади их контакта.
При вращении щпонки 3 полумуфта 7 своим торцом 10 скользит по неподвижной полумуфте 11, обеспечивая возвратно-поступательное перемещение шпонки 3 относительно пластин 13, в результате чего слипшиеся заусенцами пластины раздвигаются и шихтуются на шпонке без останова и вмешательства рабочего персонала.
В опытном образце, изготовленном для шихтовки пластин стартера с диаметром внутреннего отверстия, равном 21 мм, радиус рабочей части оправки равен 10,5 мм и контакт осуществляется на дуге 165°.. Производительность при этом увеличивается по сравнению со старым устройством на 15%.
Таким образом, при использовании предлагаемого устройства обеспечивается высокая производительность шихтовки, так как за счет возвратно-поступательного движения шпонки постоянно создается «рыхлость пакета пластин, тем самым обеспечивается шихтовка каждой пластины независимо друг от друга при разовом ее обороте вокруг шпонки.
Высокая производительность также обеспечивается и выполнением сечения рабочей поверхности оправки с радиусом, равным радиусу посадочного отверстия пластины, что препятствует срыву отшихтованных пластин со шпонки.
Формула изобретения
Устройство для шихтовки пластин сердечников электрических машин, содержащее основание и горизонтально закрепленную на нем оправку с ориентирующим механизмом, выполненным в виде вращающейся шпонки, установленной в продольной канавке оправки, отличающееся тем, что, с целью повышения производительности, сечение рабочей поверхности оправки выполнено с радиусом, равным радиусу посадочного отверстия пластины сердечника, а шпонка ориентирующего механизма снабжена приводом ее возвратно-поступательного движения.
П
4г. 2
/3
u.J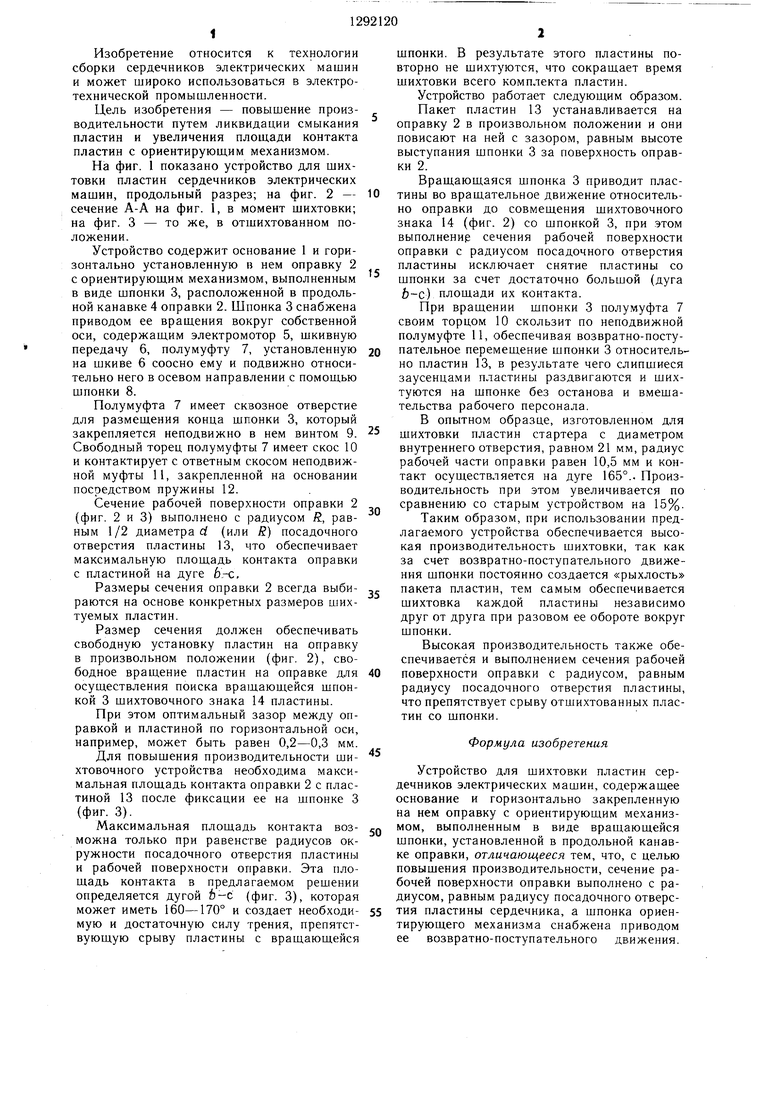
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шихтовки пластин сердечников электрических машин | 1990 |
|
SU1812595A1 |
| УСТРОЙСТВО для ПАКЕТИРОВАНИЯ РОТОРПЫХ ЛИСТОВ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1972 |
|
SU340356A1 |
| Пресс-форма для заливки статоров электрических машин | 1978 |
|
SU725800A1 |
| Устройство для сборки листов сердечников статоров электрических машин | 1971 |
|
SU454644A1 |
| Устройство для фиксации сердечников магнитопроводов электрических машин | 1977 |
|
SU736279A1 |
| Станок для шихтовки и сборки пакетов магнитопроводов статоров электрических машин | 1971 |
|
SU555512A1 |
| Устройство для сборки шихтованных магнитопроводов электрических машин | 1987 |
|
SU1594652A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU877717A1 |
Изобретение касается технологии сборки сердечников электрических машин. Целью изобретения является повышение производительности. Устройство содержит основание 1 и горизонтально установленную на нем оправку 2 с ориентируюшим механизмом, выполненным в виде шпонки 3, расположенной в продольной канавке оправки 2. Шпонка 3 снабжена приводом ее врашения вокруг собственной оси и возвратно-поступательного движения вдоль оси оправки. Сечение рабочей поверхности оправки выполнено радиусом, равным радиусу посадочного отверстия пластины сердечника. Враш,аюш,аяся шпонка 3 приводит пластины сердечника во врашательное движение относительно оправки до совмешения шихтовоч- ного знака со шпонкой 3, при этом выполнение сечения рабочей поверхности оправки с радиусом посадочного отверстия пластины сердечника исключает срыв пластины со шпонки за счет большой плош,ади их контакта.. Возвратно-поступательное перемеше- ние шпонки постоянно создает рыхлость пакета пластин сердечника. 3 ил. а (С (Л /J кэ со ьо ю
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Труды Всесоюзного научно-исследовательского и проектно-конструкторского института технологии электромашиностроения | |||
| Вып | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
