1
Изобретение относится к трубопрокатному производству и касается редуцирования труб, а точнее заготовки для редуцирования труб.
Известна заготовка для редуцирования, включающая основной средний участок с постоянными наружным диаметром и толщиной стенки, два переходных участках, которые уменьщаются нецрерывно и постепенно по наружному диаметру и толщине стенки по направлению к концам заготовки 1.
Недостаток известной заготовки для редуцирования труб заключается в том, что она не обеспечивает получение готовых труб с одинаковой толщиной стенки по всей длине. За счет того, что эта заготовка имеет на концах переходные участки с постепенно уменьщающейся к концам толщиной стенки при редуцировании на концах готовой трубы (на участках, где действует малое напряжение) получается переменная толщина стенки, которая выходит за поле допуска. Вследствие чтого участки с переменной толщиной стенки отрезаются, увеличивая потери металла на обрезь.
Известна более близкая по технической сущности к предлагаемой заготовка для редуцирования труб, содержащая среднюю цилиндрическую часть, утоненные передний и задний цилиндрические концы при постоянном внутреннем диаметре по всей длине яаготовки и переходные профилированные по наружной поверхности участки 2. Длина концевых участков известной заготовки одинакова и равна межклетевому расстоянию, поделенному на вытяжку в редуционном стане, что достаточно для переднего цилиндрического конца трубы, но приводит к получению после редуцирования дополнительного утолщения на заднем конце трубы, что также увеличивает потери металла на обрезь. Это происходит из-за того, что задний конец готовой трубы после редуцирования имеет участок с постоянной толщиной стенки, длина которого больще переднего.
Цель изобретения - сократить потери металла на обрезь.
Достигается эта цель тем, что длина заднего цилиндрического конца предлагаемой заготовки составляет 1,2-2 длины переднего.
При таком выполнении заготовки для редуцирования труб передний и задний ее концы, выполненные с постоянной толщиной стенки, при редуцировании обеспечивают полученме готовой трубы с постоянной толщиной стенки по всей длине без утолщенных концов. Вследствие того, что концы труб прокатываются без натяжения или с малым натяжением интенсивно утолщается стенка утоненного конца заготовки.
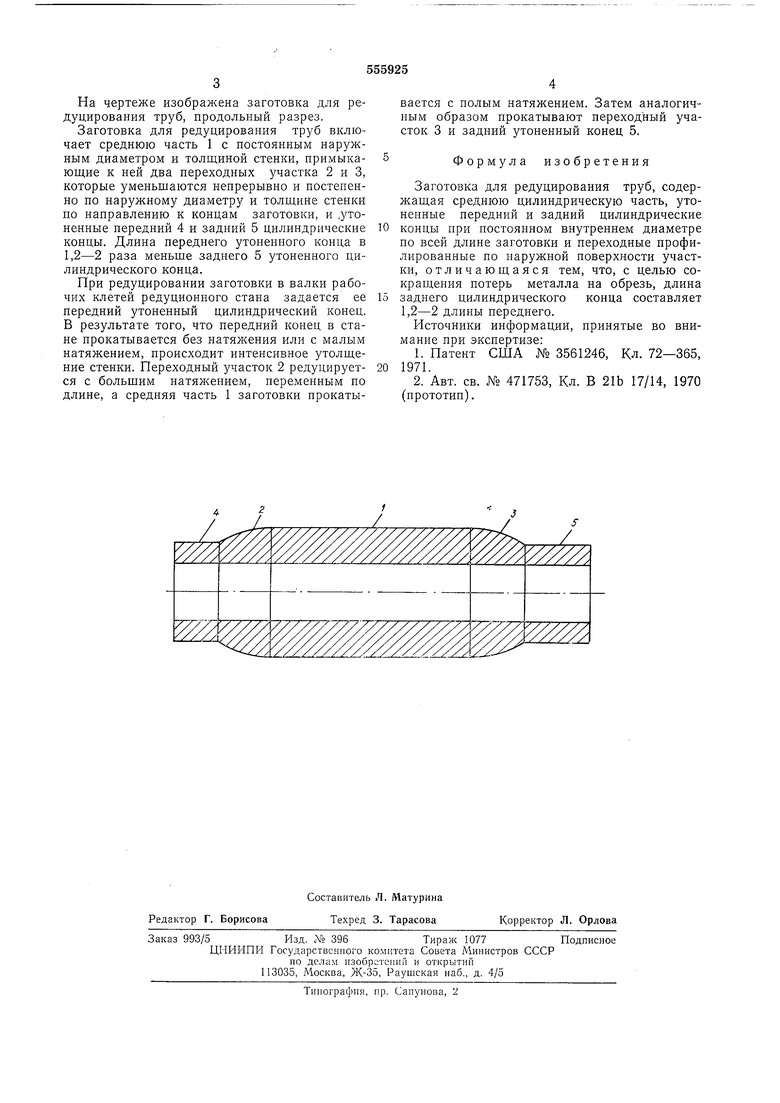
На чертеже изображена заготовка для редуцирования труб, продольный разрез.
Заготовка для редуцирования труб включает среднюю часть 1 с ностоянным наружным диаметром и толщиной стенки, нримыкающие к ней два переходных участка 2 и 3, которые уменьшаются непрерывно и постепенно по наружному диаметру и толщине стенки цо направлению к концам заготовки, и .утоненные передний 4 и задний 5 цилиндрические концы. Длина переднего утоненного конца в 1,2-2 раза меньше заднего 5 утоненного цилиндрического конца.
При редуцировании заготовки в валки рабочих клетей редудионного стана задается ее передний утоненный цилиндрический конец. В результате того, что передний конец в стане нрокатывается без натяжения или с малым натяжением, происходит интенсивное утолшение стенки. Переходный участок 2 редуцируется с большим натяжением, переменным по длине, а средняя часть 1 заготовки прокатывается с полым натяжением. Затем аналогичным образом прокатывают переходный участок 3 и задний утоненный конец 5.
Формула изобретения
Заготовка для редуцирования труб, содержащая среднюю цилиндрическую часть, утоненные передний и задний цилиндрические
концы при постоянном внутреннем диаметре по всей длине заготовки и переходные профилированные по наружной поверхности участки, отличаюшаяся тем, что, с целью сокращения потерь металла на обрезь, длина
заднего цилиндрического конца составляет 1,2-2 длины переднего.
Источники информации, принятые во внимание при экспертизе:
1.Патент США № 3561246, Кл. 72-365, 1971.
2.Авт. св. № 471753, Кл. В 21Ь 17/14, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для редуцирования труб с натяжением | 1978 |
|
SU743731A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Способ изготовления труб | 2018 |
|
RU2677404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2010 |
|
RU2442670C1 |
| Заготовка для продольной прокаткиТРуб | 1979 |
|
SU831234A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Способ прокатки трубы с утоненными концами | 1976 |
|
SU657880A1 |
| Способ непрерывной прокатки труб | 1979 |
|
SU871856A1 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
