I
Изобретение относится к трубиому производству, в частности, к прокатке труб, предназначенных для редуцирования с натяжением.
Известен способ прокатки труб с утоненной стенкой на концах, включающий уменьшение рабтвора валков клети стана при деформации на цилиндрической оправке переднего и заднего концов трубы l.
Однако для практического осуществления способа необходимо создать быстродействующую систему регулирования раствора валков.
Известен способ прокатки труб с утоненной стенкой на концах, включающий деформацию трубы валками на конической оправке, которую перемещают против хода прокатки при деформации переднего конца трубы и по ходу прокатки при деформации заднего конца, прокатывая среднюю часть трубы на неподвижной оправке f2j.
При таком способе наблюдаются низкое качество внутренней поверхности труб и интенсивный износ оправки, обусловленные тем,что оправку перемещают против хода прокатки и оставляют неподвижной при прокатке средней части трубы. Кроме того, необходимо создание сложной системы перемещения оправки.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ прокатки трубы с утоненными концами, включающий деформацию полой заготовки валками на оправке с утолщенными концами, перемещаемой замедленно в направлении прокатки з. Такой способ обеспечивает получение трубы с утоненными концами, но для разделения прокатной трубы и оправки необходимо дополнительное устройство, которое в данном случае выполнено в виде шарнирно Соединенных частей оправки.
Это является недостатком, поскольку требуется дополнительная операция в виде извлечения отдельньгх частей оправки через передний и задний концы трубы и сборка их для последующей прокатки.
Целью изобретения является упрощение съема прокатанной трубы с оправки.
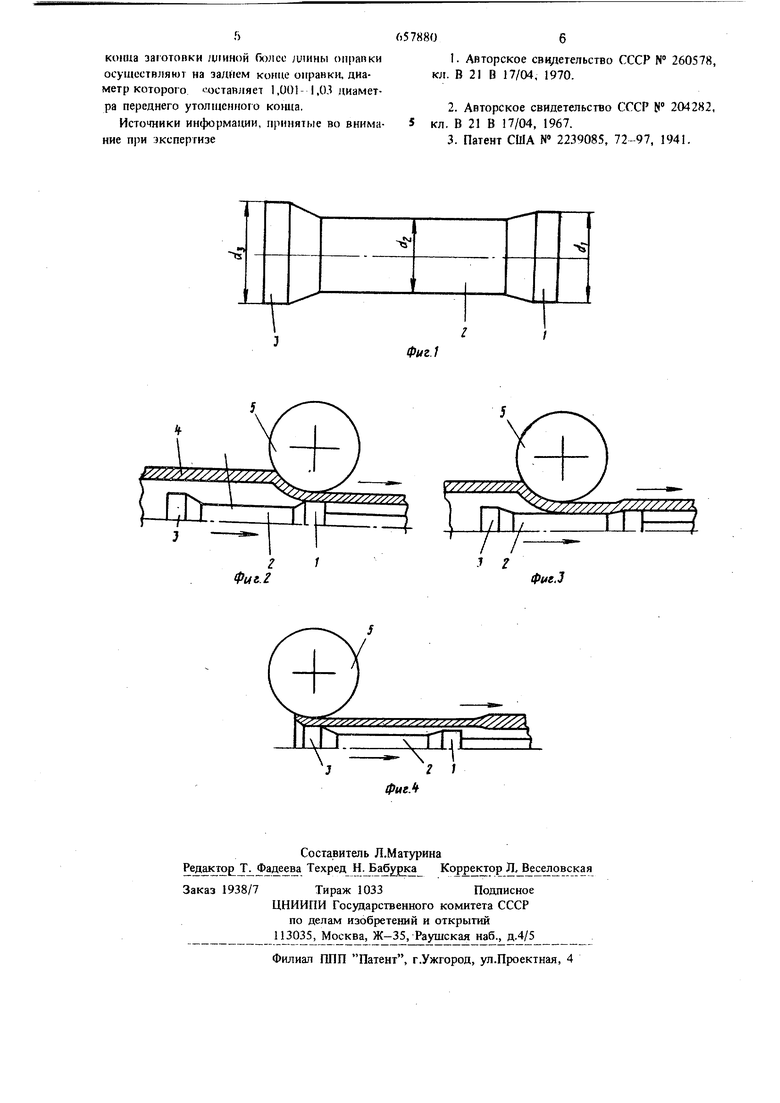
Это достигается тем, что в способе, включающем деформацию полой заготовки валками на оправке с утоненными концами, перемещаемой замедленно в направлении прокатки, деформацию заднего конца заготовки длиной более длины оправки, осуществляют на заднем конце, диаметр которого составляет 1,001 - 1,03 диаметра переднего утолщенного конца оправки. Это обеспечивает легкий съем трубы с оправки, поскольку готовая труба имеет увеличенный внутренний диаметр на заднем конце на длине равной длине оправки. Способ прокатки осуществляют на стане, кото рый оборудован устройством замедленного перемещения оправки в направлении прокатки.Оправ ка имеет переменный диаметр по длине, передни ее конец имеет диаметр больщий диаметра следу ющего за ним цилиндрического участка оправки, а задний конец оправки имеет диаметр больший диаметра переднего конца оправки. В процессе прокатки всей трубы оправку перемещают в направлении прокатки замедленно со скоростью, меньщей скорости трубы.Заготовка захватывается валками и передний ее конец обжимается на переднем конце оправки, что обеспечивает утонение стенки на переднем конце трубы. Среднюю часть прокатывают на средней цилиндрической части оправки. На выходе из очага деформации поперечное сечение средней части трубы раздается по диаметру на переднем конце оправки. Задний конец заготовки дли ной больше длины оправки прокать1вают на заднем конце оправки, имеющем наибольший диа-i метр, обеспечивая тем самым утонение заднего конца трубы и легкое схождение трубы с оправки за очагом деформации. Оправка движется в направлении прокатки с постоянной скоростью. Это обеспечивает снижение износа оправки, улучшение качества ее поверхности а, следовательно, улучшение качества внутренней поверхности труб. На фиг. 1 изображена оправка; на фиг.2 дана схема прокатки переднего конца трубы; на фиг.З - схема прокатки средней части трубы; на фиг.4 - схема прокатки заднего конца трубы Передний конец 1 оправки имеет диаметр d , средняя цилиндрическая часть 2 оправки имеет диаметр d,j, задний конец 3 оправки имеет диаметр dj 1,001-1,03 d, при зтом соблюдается соотношение . На трубопрокатной установке, имеющей стан для продольной прокатки труб, способ осуществляют следующим образом. Полученная на прощивном стане гильза 4 задается в валки 5 стана продольной прокатки и обжимается ими на оправке, В результате возникающих на поверхности оправки сип трения через оправочный стержень передается осевое усилие каретке 1 упорно-регулировочного механизма, которая оборудована устройством замед. ленного перемещения в направлении прокатки. В результате заме.уюиного перемещения каретки правка также заме.ъгеино перемещается в направлении прока1КИ. Передний конец 1 заютовки обжимается на утолщенном участке оправки и получает утоненную толщину стенки трубы по сравнению со средней частью. Благодаря перемещению оправки ее передний конец 1 вглходит из очага лефор мании и среднюю часть трубы прокатывают валками на среднем участке 2 оправки диаметром 52,Конец трубы, выходящий из валков,раздается по внутреннему диаметру на участке оправки диаметромб (см.фиг.З). При раздаче трубы по диаметру передним концом оправки толщина стенки трубы не изменяется, а происходит округление контура поперечного сечения трубы. Из-за небольшой разницы в диаметрах участков оправки осевые усилия, возникающие при раздаче, невелики и не препятствуют процессу прокатки. После выхода среднего участка 2 оправки из очага деформации заготовку обжимают валками на заднем конце 3 оправки, диаметр которого на 1,5-3,0 мм больше диаметра среднего цилиндрического участка оправки и на 0,5 1,0 мм больше диаметра переднего конца оправки. На заднем участке оправки происходит утонение заднего конца трубы. При зтом длина заднего конца трубы, сформированного на заднем конце оправки больше длины оправки (см,фиг,4). Это устраняет контакт трубы с передним участком 1 оправки и тем самьш способствует легкому съему трубы с оправки после прокатки. Полученная после прокатки черновая труба имеет ТОЛШШ1У стенки на концах меньше, чем в средней части. Толщина стенки заднего конца трубы меньше толщины стенки переднего конца, что соответствует необходимому утонению концов, так как при прокатке в редукционно-растяжном стане задний конец трубы утолщается э большей степени, чем передний. После прокатки черновой трубы в редукционном стане получается труба с равномерной по ее длине толщиной стенки. Предлагаемый способ может быть осуществлен не только на станах продольной прокатки труб, но и на косовалковых раскатных станах, например риллинг-станах. Формула изобретения Способ прокатки трубы с утоненными концами, включающий деформацию полой заготовки валками на оправке с утолщенными концами, перемешаемой замедленно в направлении прокатки, отличающийся тем, что, с целью упрощения съема прокатанной трубы с оправки, деформацию заднего
Koiiua заготовки длиной Гюлсо ;и1ины опрапки осуществляют на заднем конце О1гравки, диаметр которого 1оставляет 1,001- 1,03 диаметра переднего утолщенного Komta.
Источники информации, принятые во внимание при экспертизе
6578806
1.Авторское свидетельство СССР № 260578, кл. В 21 В 17/04, 1970.
2.Авторское свидетельство СССР М 204282, 5 кл, В 21 В 17/04, 1967.
3.Патент США N 2239085, 72-97, 1941.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной прокатки труб | 1979 |
|
SU871856A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Способ непрерывной прокатки труб | 1976 |
|
SU597446A2 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| Способ винтовой прокатки труб | 1977 |
|
SU655441A1 |
| Заготовка для винтовой прошивки гильз | 1989 |
|
SU1696019A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
