стенности готовых труб для наиболее расаростраиенных в практике услови работы растяжных редукционных станов. Это связано с тем, что длина се цилиндрических участков концов устанавливается из условия получения готовой трубы с постоянной толщиной стенки по всей длине, что возможно только прн обжатиях ло диаметру до -30-40% яз-за указанных ограничений по величине утонения стенки концов заготовки.
При больших обжатиях по диа-метру (свыгие 40%) такая длима Ц линд л ческих участков концов приводит .х получсм1ию после редуцирования дополнительного утолщения стенки на концах трубы, что также увеличивает потери металла на обрезь. Это происходит из-за того, что при обжатиях по „диаметру свыше 40% допустимое утонение стевки концов заготовки пе обеспечивает поллого устранения .концевой лродольпол разностенности готовых труб. Кроме того, вследствие различных условий прокатки в редукционном стане длина передних утолиепных концов меньше задних, что не точко учитывается в известной заготовке н также п;:.fBo;i;iT к дополнительным потеря:, :-леталла в отрезаемые задние концы.
Цель изобретения - сокращение длины и массы отрезаемых после редуцирования утолщенных концов при обжатиях по диаметру в редукционном етане более 40%.
Поставлеппая цель доетигается тем, что заготовка, содэржаи1ая среднюю цилиндрическую часть и утоненные пеодипаковой длины концы при постоянном внутреннем диаметре, составленные из цилиидричеекого и переходного профильного участков, согласно изобретению, лмеет длину цилиндрических участков, составляющую 40-60% от длины утоненного конца, а длина заднего утоненного конца в 1,35-1,45 раза больше переднего.
При редуцировании труб с обжатием по аиаметру свыше 40% снижается концевая продольная разностенность.
При частном снижении концевой продольной разноетепности минимальные потери металла в отрезаемые утолщенные будут иметь место в том случае, если длина цилиндрического участ1ка соответствующего конца заготовки равна длине утолщенного «онца готовой трубы, прокатанной из этого участка, поделенной на лриведенный коэффициент вытяжки при прокатке этого конца в редукционном стане.
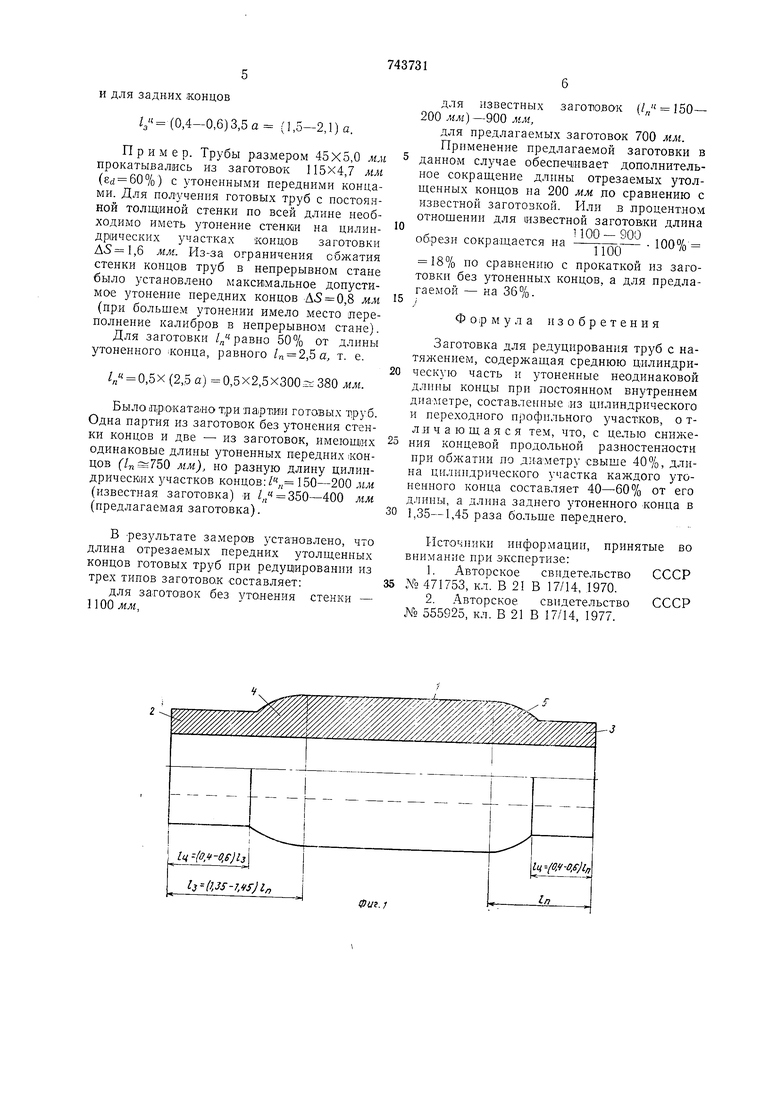
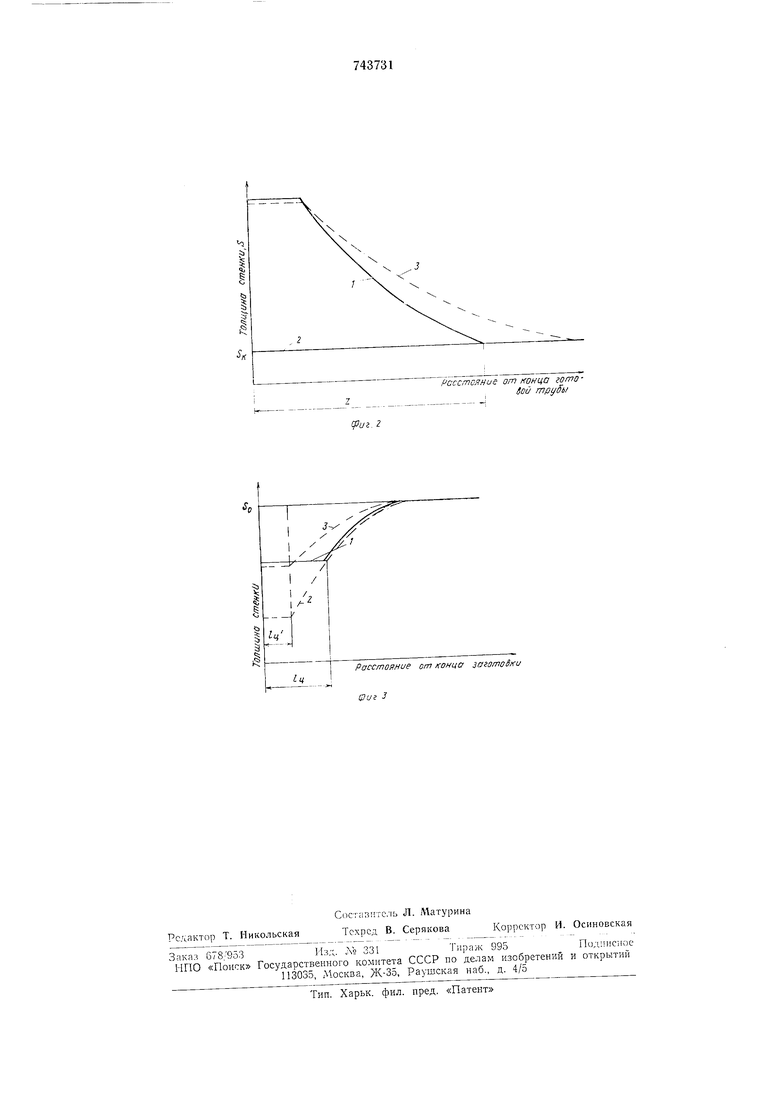
На фиг. 1 изображена заготовка; на фиг. 2 приведен график изменения толщины стенки по длине конца готовой Т1рубы и соответственно предлагаемой заготовки с утоненными концами; на фиг. 3 представлен график требуемого изменения толщины стенки но длине конца заготовки, которое обеспечивает нолучение готовой трубы с
постоянной толщиной стенки S по всей длине (прямая 2 на фиг. 2).
В этам случае длина цилиндрического участка утоненного конца ( определена, как в ирототипе. Если при огран1иченной величине утонения стенки заготоВКИ принять длину ее цилиндрического утоненного конца, как в прототипе, то после прокатки в редукционном стане иолучают изменение толщины стенки ио длине конца, представлсггиое кривой 3 па фиг. 2.
Заготовка для редуцирования с постоянным внутреинпм диаметром содержит сре.чнюю цилиндрическую часть / п утоненпые передний и задний концы, составленные соответственно из цилиндрических участков 2 и 3 и переходных профил- иых участков 4 5. Длина ц 1линдрических участков составляет 40-60% от длины утоненных кон0 гл;, а длина заднего утоненного конпа в ,35-1,45 раза больше, чем переднего.
Про- редуцировании труб с натяжением вследствие различных условий прокатки передних и задних -КОНЦОВ длина утолщенных 5 задч;х концов больше передних в 1,35- ,45 раза. Это связано с тем, что передние -;онцы прокатываются с преобладанием задпего натяжения, а задние концы - с преобладаиием переднего. Переднее же патя0 умение оказывает больн1ее влияние на утоневие етенки, чем заднее. Псходя из изложенного, длина утоненных задних копцов заготовки, включающих цилиндрический участок 3 и переходиый профильный участок 5, выбрана больше передних в 1,35- l-4i5 раза. В результате прокатки переднего копна с переменным натяжением, постепенно возрастаюнщм по мере заполнения стана, происходит иитенсивное утолщение стенки. При этом из цилиндрического учаетка 2 формируетея утолщенный передний конец готовой трубы. Переходный участок обеспечивает толшдану стенки трубы, равную средней части /.
45 В результате исследований установлено, что нри редуцировании с натяжением и обжатием по диаметру свыще 40% длина утоп(ниых концов заготовки должпа составлять:0 для передних концов
/„ 2,5 а
и для задпих «онцюв 55/, 3.5 а,
где а - расстояние между клетями.
ТакиМ образом, длина утоненных задних концов больше передних в 1,35-1,45 раза. 60 При этом длина цилиндрических участков заготовки равна 40-60% от длины утоненных концов и составляет для передних концов
(0,4-0,6)2,5а (1,0-1,5)а и для задних жонцов ( (0,4-0,6) 3,5 а (1,5-2,1) а. Пример. Трубы размером 45X5,0 мм прокатывались из заготовок 115X4,7 мм (ed 60%) с утоненными передними концами. Для нолуч1ения готовых труб с постоянной толщиной стенки по всей длине необходи.мо иметь утонение стенки на цилиндрических участках концов заготовки ,6 мм. Из-за ограничения обжатия стенки концов труб в непрерывном стане было установлено максимальное допустимое утонение передних концов Д5 0,8 мм (при большем утонении имело место переполнение калибров в непрерывном стане). Для заготовки /„ равно 50% от длины утоненного конца, равного /„ 2,5 а, т. е. о,5х (2,5 а) 0,5X2,5X300;rt; 380 л.и. Было дрок а т а/но три па|рти и готовых труб. Одна партия из заготовок без утонения стенки концов и две - из заготовок, имеющих одинаковые длины утоненных передних концов мм), но разную длину цилиндрических зчастков концов:/ „ 150-200 мм (известная заготовка) и /„ 350-400 мм (предлагаемая заготовка). В результате замеров установлено, что длина отрезаемых передних утолщенных концов готовых труб при редуц ировании из трех типов заготовок составляет: для заготовок без утоления стенки - ПООллг, заготовок (/„ 150для известных 200 .илО-900 мм, для предлагаемых заготовок 700 мм. Применение предлагаемой заготовки в данном случае обеспечивает дополнительное сокращение длины отрезаемых утолщенных концов на 200 мм по сравнению с известной заготовкой. Или в процентном отношении для известной заготовки длина 1100-900 ,,.„, обрези сокращается на ° 18% по сравнению с прокаткой из заготовки без утоненных концов, а для предлагаемой - на 36%. Формула изобретения Заготовка для редуцирования труб с натяжением, содержащая среднюю цилиндрическую часть и утоненные неодинаковой длины концы при постоянном внутреннем диаметре, составленные лз цилиндрического и переходного профильного участков, о тличающаяся тем, что, с целью снижения концевой продольной разностенности при обжатии но диа метру свыше 40%, длина цилиндрического участка каждого утоненного конца составляет 40-60% от его длины, а длина заднего утоненного конца в 1,35-1,45 раза больще переднего. Источники информации, принятые во внимание при экспертизе: 1 Авторское свидетельство СССР № 471753, К.1. В 21 В 17/14, 1970. 2. Авторское свидетельство СССР N°. 555925, кл. В 21 В 17/14, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной прокатки труб | 1976 |
|
SU597446A2 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Заготовка для продольной прокаткиТРуб | 1979 |
|
SU831234A1 |
| Способ изготовления труб | 2018 |
|
RU2677404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2010 |
|
RU2442670C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Заготовка для редукцирования труб | 1975 |
|
SU555925A1 |
| Способ прокатки трубы с утоненными концами | 1976 |
|
SU657880A1 |
| Способ управления редукционным станом с дифференциально-групповым приводом | 1983 |
|
SU1168309A1 |
| ДОРН, ПРЕИМУЩЕСТВЕННО, ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ | 1973 |
|
SU407598A1 |
i4
Расстояние от конца saiomodifu
