Перед наполнением ковша в полость стакана 1 через каналы 6 начинают подавать газ. При этом клапан 4, находясь в крайнем ннжнем положении, плотно закрывает выход из полости стакана и газ поступает в ковш. Расход и давление газа устанавливают такими, чтобы нри наполнении ковша металлом нопадание металла в полость стакана было исключено.
При необходимости одновременно с газом в процессе наполнения ковш.а или но окончании его наполнения вводят реагенты, например раскислители или легируюшие добавки.
Для начала разливки снижают давление газа в полости стакана 1 до такого, при котором исключается попадание металла в каналы 6, металл заполняет входной канал 2, но не выходит из него до тех пор, пока не всплывет клапан 4 под воздействием выталкиваюш,ей силы.
Наличие в канале 2 камеры 3 способствует снижению скорости струи металла в этой полости и лучшему перемешиванию металла с обрабатываемыми реагентами.
Для прерывания струи металла повышают давление и расход газа, вдуваемого в стакан 1, при этом металл, находяшийся в канале 2 ниже каналов 6, выполняет роль гидравлического затвора.
Когда давление газа в полости стакана 1 превысит давление столба металла над стаканом, поступление металла в полость стакана прекратится, клапан 4 опустится в крайнее нижнее положение н разливка нрекратится, а металл в ковиш будет продуваться газом.
При этом в струе газа с целью коррекции состава металла можно ввести реагенты. Выполнение в устройстве камеры с диаметром, равным 1-5 диаметрам входного отверстия канала, и диаметром входного отверстия, равным 1,1-10 диаметрам выходного отверстия, а шарового клапана диаметром, равным 1,5-6 диаметрам выходного отверстия
555978
канала, из материала с удельным весом 0,1 - 0,8 удельного веса разливаемого металла, позволит обеспечить оптимальные условия при разливке и к тому же уменьшить расход раскислителей и легирующих добавок за счет уменьшения их угара при вводе их непосредственно в металл и более длительного перемешивания с металлом, улучшить качество стали путем корректирования ее химсостава в
процессе разливки, а также повысить надежность устройства в работе.
Формула изобретения
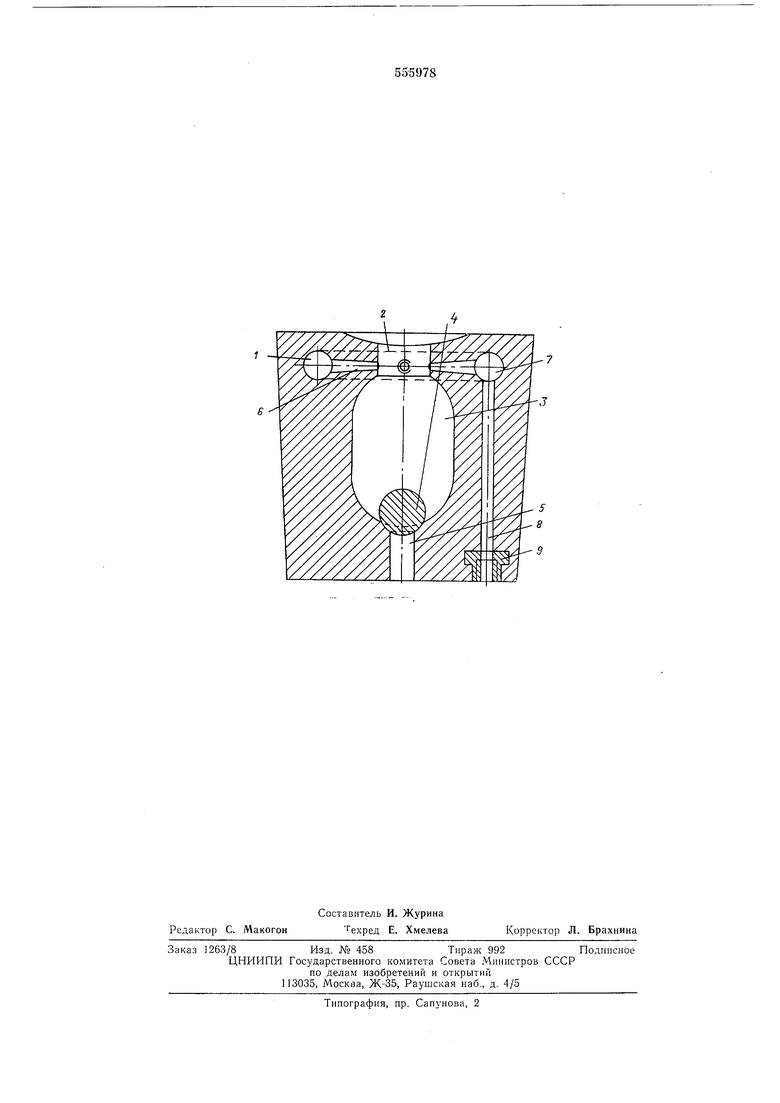
1.Устройство для обработки металла в разливочной емкости, содержащее стакан с каналами подвода газа, соединенными с выпускным каналом, отличающееся тем, что,
с целью повышения качества металла и надежности устройства в работе, стакан выполнен в средней части на участке между местом подвода газа и зоной слива с камерой, снабженной шаровым клапаном.
2. Устройство по п. 1, отличающееся тем, что диаметр камеры равен 1-5 диаметрам входного отверстия канала.
3.Устройство по пп. 1-2, отличающееся тем, что диаметр входного отверстия
вынускного канала равен 1,1-10 диаметрам выходного отверстия.
4.Устройство по пп. 1-3, отличающеес я тем, что диаметр niapoBoro клапапа равен 1,5-6 диаметрам выходного отверстия капала,
а удельный вес материала клапана равен 0,1 - 0,8 удельного веса разливаемого металла.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. №325261, кл. С 21 С 7/00, 19.06.68.
2.Патент США № 3253307, кл. 222-1, 1966 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2247625C1 |
| Устройство для выпуска металла из разливочного ковша | 1990 |
|
SU1787681A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| Устройство для подвода металла | 1982 |
|
SU1061917A1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| Устройство для полунепрерывной разливки металла | 1976 |
|
SU597500A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2034679C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| Устройство для выпуска металлаиз КОВшА | 1979 |
|
SU833371A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2034678C1 |