1
Изобретение относится к области строительных материалов, в частности к изготовлению строительных изделий из ячеистобетонной смеси.
Известна установка для изготовления строительных изделий из ячеистобетоиной смеси, содержащая горизонтальный формующий конвейер, ограничивающие конвейеры, в которой для предотвращения образования горбущи над горизонтальным конвейером установлена упругая пластина с вибратором, а в зоне вспучивания смонтированы виброблоки.
Недостатки этой установки заключаются в невозможности одновременного формования различных типоразмеров изделий и сложности распалубки, в результате чего возможен скол кромок изделий.
Известна также установка для изготовления строительных изделий из ячеистобетонной смеси, содержащая устройство для приготовления и заливки смеси, термокамеру, бесконечную форму в виде пропущенных сквозь термокамеру и расположенных друг над другом пластинчатых конвейеров, перегрузочный конвейер, подъемник-снижатель, автоклав, устройство для чистки и смазки форм и привод.
Недостатки такой установки также заключаются в невозможности одновременного формования различных изделий и в слон ности распалубки из-за наличия жестких бортов на нижнем конвейере.
Известна установка для изготовления строительных изделий, включающая расположенные друг над другом формующие конвейеры, нижний из которых выполнен из пластин с щарнирно прикрепленными к ним бортами, взаимодействующими с установленными на
раме конвейера копирами.
Недостаток этой установки состоит в невозможности одновременного формования различных изделий и, как следствие, в пониженной производительности из-за необходимости
переналадки при переходе на другой типоразмер изделий.
Целью изобретения является повышение производительности установки.
Это достигается тем, что нижний конвейер снабжен секционными продольными перегородками и Т-образной перемычкой, жестко установленной между ними, причем каждая секция перегородок шарнирно прикреплена
к пластинам и имеет кулисно-рычажное приспособление, шарнирно связанное с перемычкой и взаимодействующее с копиром.
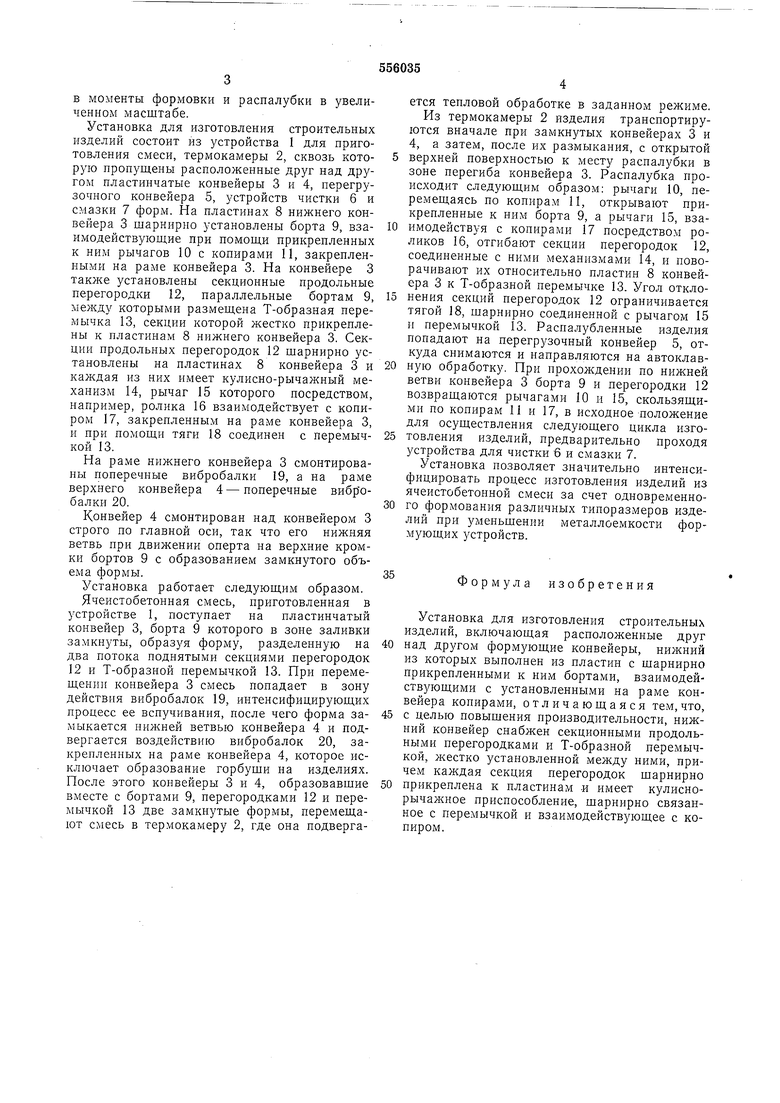
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - разрез по
А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2
в моменты формовки и распалубки в увеличенном масштабе.
Установка для изготовления строительных изделий состоит из устройства 1 для приготовления смеси, термокамеры 2, сквозь которую пропущены расположенные друг над другом пластинчатые конвейеры 3 и 4, перегрузочного конвейера 5, устройств чистки 6 и смазки 7 форм. На пластинах 8 нижнего конвейера 3 шарнирно установлены борта 9, взаимодействующие при помощи прикрепленных к ним рычагов 10 с копирами И, закрепленными на раме конвейера 3. На конвейере 3 также установлены секционные продольные перегородки 12, параллельные бортам 9, между которыми размещена Т-образная перемычка 13, секции которой жестко прикреплены к пластинам 8 нижнего конвейера 3. Секции продольных перегородок 12 щарнирно установлены на пластинах 8 конвейера 3 и каждая из них имеет кулисио-рычажный механизм 14, рычаг 15 которого посредством, например, ролика 16 взаимодействует с копиром 17, закрепленным на раме конвейера 3, и при помощи тяги 18 соединен с перемычкой 13.
На раме нижнего конвейера 3 смонтированы поперечные вибробалки 19, а на раме верхнего конвейера 4 - поперечные вибробалки 20.
Конвейер 4 смонтирован над конвейером 3 строго по главной оси, так что его нижняя ветвь при движении оперта на верхние кромки бортов 9 с образованием замкнутого объема формы.
Установка работает следующим образом.
Ячеистобетонная смесь, приготовленная в устройстве 1, поступает на пластинчатый конвейер 3, борта 9 которого в зоне заливки замкнуты, образуя форму, разделенную на два потока поднятыми секциями перегородок 12 и Т-образной перемычкой 13. При перемещении конвейера 3 смесь попадает в зону действия вибробалок 19, интенсифицирующих процесс ее вспучивания, после чего форма замыкается нижней ветвью конвейера 4 и подвергается воздействию вибробалок 20, закрепленных на раме конвейера 4, которое исключает образование горбуши на изделиях. После этого конвейеры 3 и 4, образовавшие вместе с бортами 9, перегородками 12 и перемычкой 13 две замкнутые формы, перемещают смесь в термокамеру 2, где она подвергается тепловой обработке в заданном режиме. Из термокамеры 2 изделия транспортируются вначале при замкнутых конвейерах 3 и 4, а затем, после их размыкания, с открытой
верхней поверхностью к месту распалубки в зоне перегиба конвейера 3. Распалубка происходит следующим образом: рычаги 10, перемещаясь по копирам И, открывают прикрепленные к ним борта 9, а рычаги 15, взаимодействуя с копирами 17 посредством роликов 16, отгибают секции перегородок 12, соединенные с ними механизмами 14, и поворачивают их относительно пластин 8 конвейера 3 к Т-образной перемычке 13. Угол отклонения секций перегородок 12 ограничивается тягой 18, шарнирно соединенной с рычагом 15 и перемычкой 13. Распалубленные изделия попадают на перегрузочный конвейер 5, откуда снимаются и направляются на автоклавную обработку. При прохоладении по нижней ветви конвейера 3 борта 9 и перегородки 12 возвращаются рычагами 10 и 15, скользящими по копирам И и 17, в исходное положение для осуществления следующего цикла изготовления изделий, предварительно проходя Зстройства для чистки б и смазки 7.
Установка позволяет значительно интенсифицировать процесс изготовления изделий из ячеистобетонной смеси за счет одновременного форлювания различных типоразмеров изделий при уменьшении металлоемкости формующих устройств.
Формула изобретения
Установка для изготовления строительных изделий, включающая расположенные друг
над другом формующие конвейеры, нижний из которых выполнен из пластин с шарнирно прикрепленными к ним бортами, взаимодействующими с установленными на раме конвейера копирами, отличающаяся тем,что,
с целью повышения производительности, нижний конвейер снабжен секционными продольными перегородками и Т-образной перемычкой, жестко установленной между ними, причем каждая секция перегородок шарнирно
прикреплена к пластинам -и имеет кулиснорычажное приспособление, шарнирно связанное с перемычкой и взаимодействующее с копиром.
20
. rri I-I f-I
I I I IT I I I/1 I I I I III I I I I I I I
ujjf-r -t Y-Y r
м ГиПГ1°У ° мГ
I I I II I I I I I ILJII-I-I-I-I-L J-I-LZJ-U. IZI
Q Q Q О 3 p QUO Ц L,-U--,V U W Ц U wyU , U,
/ /
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| Устройство для подрезки горбушки газобетонных массивов | 1990 |
|
SU1784464A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1970 |
|
SU273695A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2089388C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| Установка для формования строительныхиздЕлий | 1979 |
|
SU841973A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Формующий узел поточной линии попРОизВОдСТВу ячЕиСТОбЕТОННыХ издЕлий | 1979 |
|
SU823134A1 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU768641A1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1990 |
|
SU1740167A1 |
f2
////////////Ж6
sis
..OO.Vg. , Ю .
I
i
/////// ///////7777 7Ш///)(//////////
25JJJ
O..-t
J F ./ r
« 0- Q..-о , O-p. 7777 77777777X ;7ff,
