Изобретение относится к промышленности строительных материалов, а более конкретно к производству строительных деталей из газобетона по поточно-цикличной технологии с использованием конвейерных линий.
Упрощенно сущность технологии такова: жидкая газобетонная смесь из мешалки, где она образуется, заливается в стальную форму Ф (фиг. 1), состоящую из днища - поддона 1, к которому на шарнирных петлях присоединены два торцевых борта 2 и один продольный борт 3, а также имеется один съемный борт 4, прикрепленный к торцевым бортам откидными болтами; таким образом форма является совокупностью указанных частей, образующих емкость в виде прямоугольного параллелепипеда с открытой верхней стороной; в внутреннюю полость формы производится заливка по стрелке.
Размеры этой полости соответствуют размерам массива М, который должен здесь образовываться: длина LM 3-6 м. размер идет перпендикулярно плоскости чертежа; ширина Вм 1,2-1,5 м; высота Нм 0,6-0,75 м (при этих размерах объем массива находится в пределах 2-5 м3).
Указанные размеры зависят от объема мешалки и автоклавов, применяемых йа той линии, для которой формы изготавливаются. Заливка формы, находящейся на виброплощадке ВП, производится до уровня, расположенного ниже ее верхней стороны; после заливки смесь вспучивается за счет выделения в ней водорода, при этом увеличивается объем по сравнению с залитым, что приводит к подъему верхней свободной поверхности смеси и возникновению горбушки Г (подобной таковой в батоне хлеба), которая возвышается над верхней плоской
00
О I
поверхностью формы А-А. При заливке форма располагается на виброплощадке, находящейся вначале конвейерной линии и подвергается здесь колебаниям, которые интенсифицируют вспучивание залитой смеси. Одновременно с вспучиванием в смеси идет отвердевание, и в форме образуется газобетонный массив, который на последующих операциях разрезается струнами , изготовленным из высокопроч- ной стальной1 проволок, н а блоки и панели, используемое в стенках и перекрытиях строящиеся . Поскольку стороны этих блоков и панелей должны иметь плоскую поверхность, а горбушка имеет выпук- лую поверхность с высотой Нг до 100-150 мм, использовать ее для получения блоков не удается, и на постах, расположенных вдоль линии после виброплощадки, ее удаляют в частности с предварительным подре- занием по поверхности А-А при движении формы перпендикулярно чертежу. Само удаление после подрезки производится сгребанием плугом или скребками в сторону от формы, либо ее ссыпанием при операции кантования, когда форма с массивом поворачивается в вертикальной плоскости на 90°. Подрезка горбушки вручную - тяжелая операция, и на современных поточных линиях применяют для этого механические механизированные установки, имеющие в качестве подрезного инструмента струну с диаметром сечения 1-2 мм; при этом струна должна быть сильно натянута, чтобы она была строго прямолинейна.
В настоящее время на предприятиях строительных материалов применяют поточно-цикличную технологию производства строительных деталей из газобетонного массива, в которой операция подрезки гор- бушки осуществляется по двум вариантам.
Первый вариант. Массив, образовавшийся в форме и частично затвердевший, передвигается по первой ветви горизонтального прямолинейного роликового кон- вейера, опорная рама которого устанавливается на полу цеха; передвижение осуществляется за счет работы канатной лебедки, толкатель которой автоматически сцепляется с поддоном фор- мы; передвижение сопровождается все нарастающим отвердеванием и упрочнением массива. На последнем посту первой ветви конвейера расположен кантователь, поворачивающий массив, расположенный в фор- ме, в вертикальной плоскости на 90° таким образом, что его ширина становится высотой (образно говоря ставится на бок); при этом если до поворачивания (кантования) массив опирался на поддон 1 формы (фиг.
1), то после кантования он опирается на отъемный продольный борт 4 (фиг. 1), становящийся поддоном П2 (фиг. 2), на котором массив, освобожденный на посту кантования от остальной части формы, совершает дальнейшее передвижение по второй ветви конвейера, расположенной параллельно первой его ветви; при этом передвижении у массива сначала отрезается горбушка, а потом он разрезается на блоки или панели. Перед началом передвижения массива после его кантования производится распалубка формы, при которой массив остается на борту-поддоне, от которого полностью отсоединяются остальные части формы и удаляются с поста кантования на участок сборки форм; после этого за счет включения привода второй ветви конвейера, толкатель тягового органа (канатной лебедки) которого автоматически сцепляется с бортом-поддоном, и он передвигается вместе с массивом на нем расположенным по роликам конвейера.
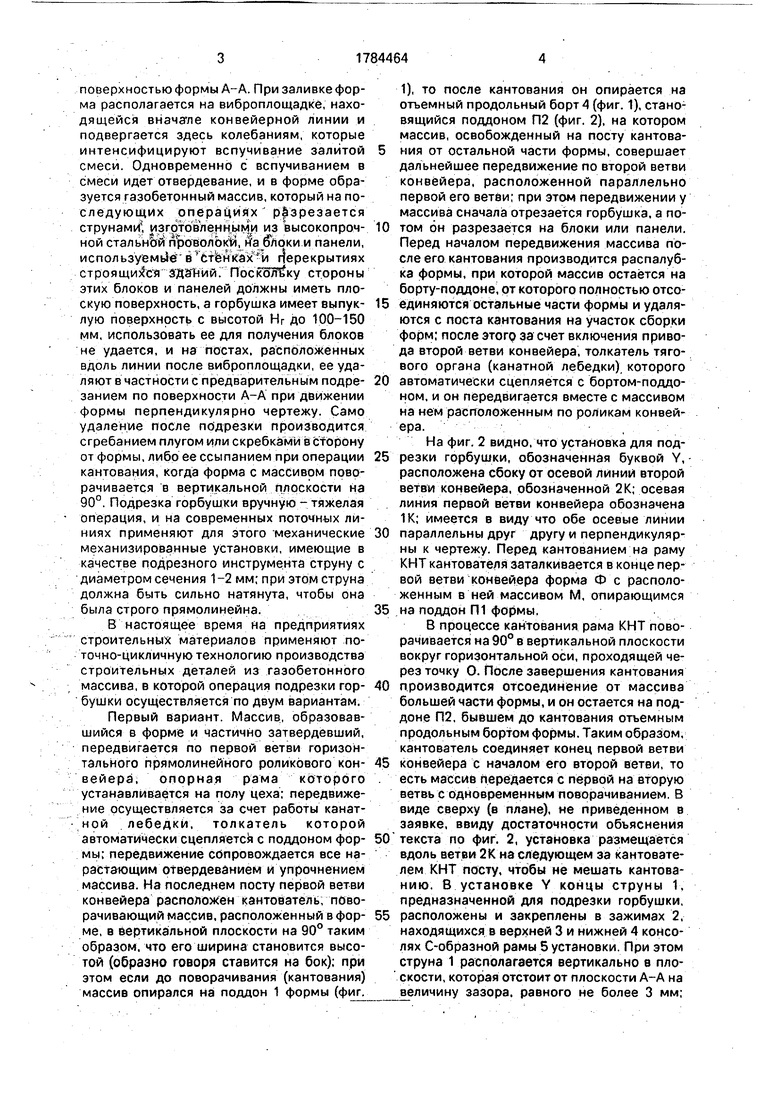
На фиг. 2 видно, что установка для подрезки горбушки, обозначенная буквой Y, расположена сбоку от осевой линии второй ветви конвейера, обозначенной 2 К; осевая линия первой ветви конвейера обозначена 1К; имеется в виду что обе осевые линии параллельны друг другу и перпендикулярны к чертежу. Перед кантованием на раму КНТ кантователя заталкивается в конце первой ветви конвейера форма Ф с расположенным в ней массивом М, опирающимся на поддон П1 формы.
В процессе кантования рама КНТ поворачивается на 90° в вертикальной плоскости вокруг горизонтальной оси, проходящей через точку О. После завершения кантования производится отсоединение от массива большей части формы, и он остается на поддоне П2, бывшем до кантования отъемным продольным бортом формы. Таким образом, кантователь соединяет конец первой ветви конвейера с началом его второй ветви, то есть массив передается с первой на вторую ветвь с одновременным поворачиванием. В виде сверху (в плане), не приведенном в заявке, ввиду достаточности объяснения текста по фиг. 2, установка размещается вдоль ветви 2К на следующем за кантователем КНТ посту, чтобы не мешать кантованию. В установке Y концы струны 1, предназначенной для подрезки горбушки, расположены и закреплены в зажимах 2, находящихся в верхней 3 и нижней 4 консолях С-образной рамы 5 установки. При этом струна 1 располагается вертикально в плоскости, которая отстоит от плоскости А-А на величину зазора, равного не более 3 мм;
этот зазор должен возникать после совершения кантования и зависит от размера, между ветвями конвейера. Подрезка горбушки возникает когда массив М, расположенный на поддоне П2, получает поступательное движение вдоль второй ветви конвейера за счет включения привода тягового органа, действие которого объяснено ранее; при этом поддон П2 перекатывается по роликам конвейера, а подрезка горбушки осуществляется за счет продавли- вания в массиве щели, размер просвета которой равен диаметру струны.
Недостатком этого варианта подрезки горбушки в вертикальной плоскости, упоминаемого в п.2 библиографии является то, что в работе не создается гарантированное поддержание нужного зазора S, что приводит к аварийным обрывам подрезной стру- „ны из-за упирания струны в поддон П2 во время его движения; это возникает из-за того, что поддон П2 получает сдвиги в направлении, перпендикулярном направлению его передвижения, ввиду практической невозможности обеспечить точное направление по следующим причинам: нужны га- рантированные зазоры между краем поддона и ребордами роликов конвейера, по которым поддон перекатывается; неточностей монтажа; перекосов и сдвигов рам конвейеров и подрезной установки при эксплуатации; наклона поддонов из-за попадания твердых частиц не поверхность его перекатывания; износов трущихся поверхностей; разницы в ширинах используемых на линии поддонов форм (разбег размера ширины), и по другим причинам. Величина зазора S не може т быть более 3 мм, поскольку допуск номинальных размеров вырезаемых из массива блоков не должен превышать 3 мм в соответствии с требованиями ГОСТ 21520-76; такая небольшая величина размера S усугубляет отмеченный недостаток, так как требуется более точный и сложный монтаж, что нежелательно. Обрыв струн за счет упирания струны в поддон является аварийным, приходится останавливать конвейер для замены порванной струны, а поскольку такой обрыв может часто повторяться, это вызовет уменьшение производительности технологической линии, к тому же возникает перерасход дефицитной высокопрочной проволоки, из которой изготавливаются струны. Кроме указанного аварийного обрыва подрезной струны, у нее и у струн, предназначенных для разрезки массива на блоки (число их на линии может достигать 35-70 штук), возникают и неаварийные обрывы струн, избавиться от которых нельзя, так как они
связаны с истиранием струн при их трении по разрезаемому абразивному бетонному массиву, особенно это заметно в резательных установках, где струны совершают воз- 5 вратно-поступательное движение вдоль их оси (пилящие колебания); истирание уменьшает и без того малое сечение струны, что увеличивает напряжение от силы натяжения и силы резания; уменьшение количества та0 ких разрывов является отдельной задачей и зависит от выбора марки стали проволоки, кинематических и конструкторских факторов; но при прочих равных условиях резание массивов поШ узк6й ст6ро нё п6зволяет
5 использовать короткие струны, уменьшает обрывность и расход проволоки на изготовление струн, прич ём увеличивается точность разрезки, что является преимуществом первого варианта перед
0 вторым вариантом, объясняемым ниже.
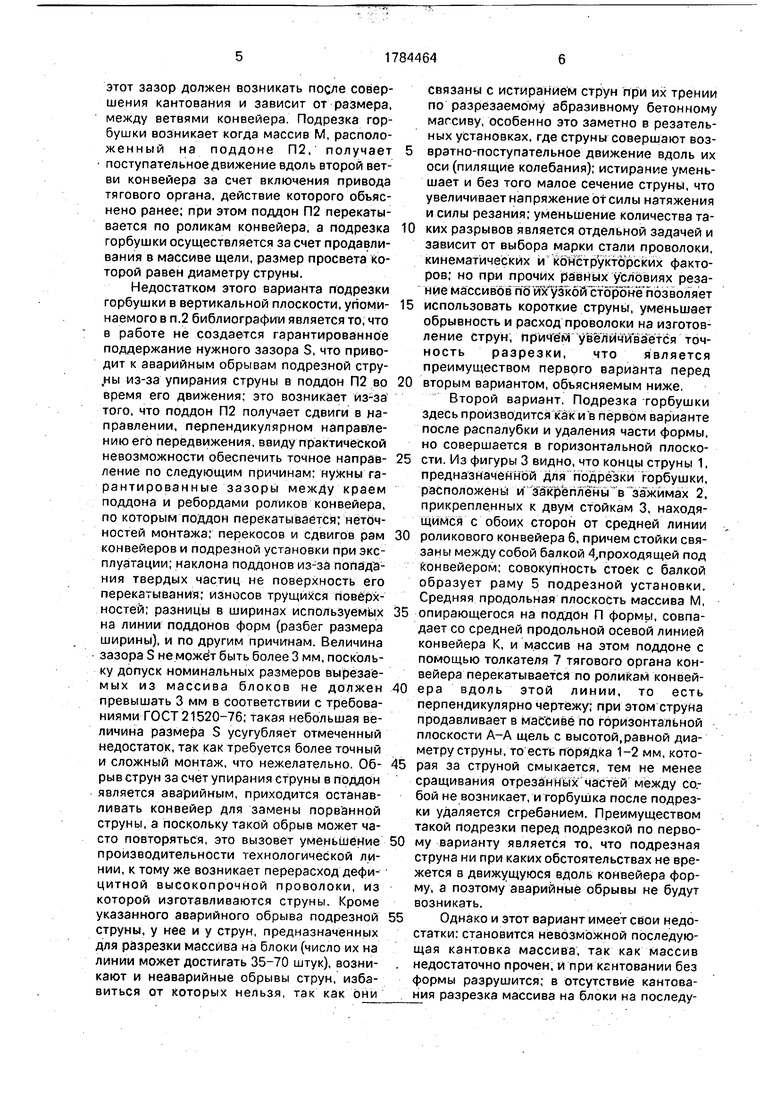
Второй вариант. Подрезка горбушки здесь производится как и в первом варианте после распалубки и удаления части формы, но совершается в горизонтальной плоско5 сти. Из фигуры 3 видно, что концы струны 1, предназначенной для подрезки горбушки, расположены и закреплены в зажимах 2. прикрепленных к двум стойкам 3, находящимся с обоих сторон от средней линии
0 роликового конвейера 6, причем стойки связаны между собой балкой 4,проходящей под конвейером; совокупность стоек с балкой образует раму 5 подрезной установки. Средняя продольная плоскость массива М,
5 опирающегося на поддон П формы, совпадает со средней продольной осевой линией конвейера К, и массив на этом поддоне с помощью толкателя 7 тягового органа конвейера перекатывается по роликам конвей0 ера вдоль этой линии, то есть перпендикулярно чертежу; при этом струна продавливает в массиве по горизонтальной плоскости А-А щель с высотой,равной диаметру струны, то есть порядка 1-2 мм, кото5 рая за струной смыкается, тем не менее сращивания отрезанных частей между со.- бой не возникает, и горбушка после подрезки удаляется сгребанием. Преимуществом такой подрезки перед подрезкой по перво0 му варианту является то, что подрезная струна ни при каких обстоятельствах не врежется в движущуюся вдоль конвейера форму, а поэтому аварийные обрывы не будут возникать.
5 Однако и этот вариант имеет свои недостатки: становится невозможной последующая кантовка массива, так как массив . недостаточно прочен, и при кантовании без формы разрушится; в отсутствие кантования разрезка массива на блоки на последующих постах производится длинными струнами по ширине и вдоль массива, при этом возникают увеличенные прогибы струн, что увеличивает отклонения размеров блоков от номинальных сверх допустимых и искажает геометрическую форму блоков и панелей; вследствие неточностей монтажа и различий (разбега) размеров форм, используемых на линии; вследствие засорения и износа поверхностей, по которым идет перекатывание, расстояние между струной и верхней поверхностью формы (линия А-/ изменяется, что увеличивает отклонения в размерах вырезаемых блоков сверх допустимых. Горизонтальная подрезка горбушки у массива, расположенного в форме, без ее распалубки с использованием прототипно- го устройства - нецелесообразна по тем же причинам, что объяснены в первом варианте, ввиду которых подрезная струна может опускаться ниже уровня подрезки (линии А-А), при этом будут возникать аварийные обрывы струны из-за ее врезания в форму. Между тем осуществление горизонтальной подрезки горбушки массива, расположенного в форме, позволяет произвести последующее кантование массива и разрезать массив по его узкой стороне; при этом длина струн уменьшается в 2-5 раз. что уменьшает их прогиб в 4-25 раз (из п. 3
и
то
библиографии Прогиб струны f - ,
есть f-l2; I - длина струны между местами ее заделки; g - погонная нагрузка на струну; f - прогиб); резкое уменьшение прогиба у коротких струн облегчает получение блоков с нужными размерами и формой, а также увеличивается долговечность струн, поскольку короткие струны возможно натягивать с меньшей силой. Целью настоящей заявки является устранение указанных недостатков и получение возможности производить подрезку горбушки на массиве, расположенном в форме, движущейся по конвейеру, без аварийного обрыва подрезной струны: при этом становится более возможным использовать технологию, где применяется кантование массива, позволяющее разрезать массив на блоки и панели по его узкой стороне, что увеличивает точность разрезки и долговечность режущих струн. В устройстве используются два 4-х-звенных шарнирных параллелограммных рычажных механизма, прикрепляемых сверху на раме устройства с обеих сторон от оси конвейерной линии, причем подрезная струна крепится в зажимах, расположенных в задних (по ходу конвейера) рычагах механизмов, а их передние рычаги предназначены для вы
слеживания верхней плоской поверхности продольных бортов формы путем скольжения по этим поверхностям, что поддерживает за счет кинематики механизмов
5 подрезную струну вблизи этих поверхностей и позволяет подрезать горбушку без вырезания струны в форму и этим предотвращается аварийный обрыв струны, останавливающий производство.
10 В качестве устройства, похожего на предлагаемое, может служить копировальное устройство фрезер но го станка, показанное в п.4 библиографии. В этом устройстве копир имеет рабочую поверхность, по кото15 рой обкатывается ролик, одинаковую с той, которая должна быть в обрабатываемой детали; фреза и ролик не изменяют своего положения в пространстве; копир и деталь жестко связаны между собой и за счет по20 ступательного и качательного движения копира на детали воспроизводится нужный профиль, поскольку режущая кромка фрезы движется по кривой, эквидистантной к рабочей поверхности копира.
25 В заявленном устройстве копиром служат плоские верхние поверхности продольных бортов формы, находящиеся в плоскости, где начинается горбушка (где расположен ее корень) и по которой она
30 должна быть подрезана; деталью является массив из газобетона, у которого надлежит подрезать горбушку; при этом массив располагается в форме и связан с ней жестко; подрезная струна (аналог фрезы) располага35 ется в механизмах, позволяющих ей отклоняться, что автоматически выводит ее с более низкого уровня в момент контактирования устройства с движущейся формой на более высокий уровень, в плоскости которо40 го должна быть произведена подрезка; это обеспечивает подрезку на массивах(непре- рывно передвигающихся по конвейеру; устройство по рисунку в БС этого не обеспечивает поскольку каждый раз требу45 ется установка на станок новой детали Изобретение поясняется фиг. 1-6. Фиг. 1 показывает поперечное сечение по форме, заливаемой газобетонной смесью по стрелке. На конвейерной линии
50 одновременно располагаются 12-15 форм; линия работает циклично, то есть конвейер, по которому передвигаются все формы одновременно, периодически останавливается для совершения нужной технологической
55 операции (термообработка, кантовка, разрезка и др.); время цикла (темпа) конвейера 10-15 мин, по прошествии которого с конвейера забирается один полностью перере- занный на блоки или панели газобетонный массив, На фигуре видно, что форма Ф состоит из днища - поддона 1. к которому на петлях шарнирно присоединяются два торцевых борта 2, один продольный борт 3, а также в состав формы входит один отъемный борт 4; все борта соединены между собой откидными болтами. Форма установлена на виброплощадку ВП, расположенную в начале конвейерной линии. Буквой М обозначен массив; буквой Г - его горбушка, подлежащая удалению; А-А верхняя плоская поверхность формы, по которой горбушка должна быть подрезана, так как здесь расположен ее корень. На фигуре Приведены размеры массива, являющегося прямоугольным параллелепипедом, на верхней грани которого имеется выпуклая горбушка; ширина массива обозначена Вм, высота Нм; длина LM не показана и идет перпендикулярно чертежу, совпадая по направлению с продольной осью конвейера; Нг - высота горбушки от ее корня до верхней точки.
Фиг. 2 показывает поперечное сечение кантователя и устройства для подрезки горбушки в вертикальной плоскости и их взаимное расположение; сечение сделано в плоскости, перпендикулярной к продольным осям ветвей конвейерной линии, параллельных между собой. Из фигуры видно, что концы струны 1 закреплены в зажимах 2, размещенных в консольных частях рамы 5 подрезной установки; средние вертикальные плоскости первой и второй ветвей конвейерной линии, параллельные между собой, обозначены ,К и 2К, в этих плоскостях перпендикулярно чертежу находятся продольные горизонтальные оси этих ветвей, имеющие такое же обозначение. Расстояние между ветвями обозначено Li.
Ф - форма. П 1 днище формы, служащее поддоном для массива М на первой ветви конвейера. П 2 - объемный борт формы, служащий поддоном массива на второй ветви. Рама кантователя (и сам кантователь) обозначены КИТ. Точка, вокруг которой ра- ма кантователя поворачивается вместе с на- ходящейся на ней формой, содержащей массив, обозначена О. Зазор между поверхностью А-А, в которой располагается корень горбушки, и струной 1 обозначен S, После завершения кантования поддон П2, с находящимся на нем массивом, опирается на ролики второй ветви конвейера, не показанные на данной фигуре.
Фиг. 3 показывает поперечное сечение по массиву М, расположенному на поддоне П формы после ее распалубки и удаления остальных ее частей с конвейера; данная фигура показывает подрезку у прототипа, производимую в горизонтальной плоскости. Подрезная струн а 1 крепится в зажимах
2, расположенных в стойках 3, которые вместе с балкой 4 образуют раму 5 подрезного устройства. Поддон опирается на ролики конвейера б. Следует отметить, что ввиду 5 отсутствия кантования конвейер имеет одну ветвь, средняя осевая плоскость и линия обозначена К. Стойки 3 находятся в обеих сторон от К. Струна 1 устанавливается на. уровне горизонтальной плоскости А-А, при0 чем этот уровень должен совпадать с верхней плоскостью формы перед ее распалубкой, то есть и с корнем горбушки Г. Фиг. 4 показывает поперечное сечение предлагаемого устройства. Подрезная стру5 на 1 крепится своими концами в зажимах 2 (обычно клинового типа); зажимы расположены в нижних плечах 3 двух изогнутых задних рычагов 4, являющихся кинематически кривошипами известного шарнирного па0 раллелограммного чётырехзвенного механизма (п. 5 библиографии); эти рычаги шарнирно на осях 5 присоединяются к скобам балки 6, расположенной сверху на раме 7. Один из двух рычагов 4 расположен по
5 одну сторону от оси конвейера, а другой - по другую. Передние прямые рычаги 8 являются вторыми кривошипами указанного механизма (как видно из фигуры в состав устройства входят два таких механизма);
0 между собой рычаги 4 и.8 в обоих механизмах соединены шарнирно шатунами 9. Упоры 10 присоединены к скобам балки б и ограничивают угол наклона рычагов механизмов от горизонтали, который из конст5 руктивных соображений лучше выбирать равным 45°. Пружины 11 прижимают рычаги 8 к упорам 10.
Фиг. 5 показывает сечение Б-Б на фигуре 4. При этом показывается момент, когда
0 устройство начинает контактировать с очередной формой Ф1 в точке К при движении форм вдоль конвейера по стрелке.
Фиг. 6 показывает сечение Б-Б на фигуре 4. При этом показывается момент, когда
5 совершается подрезка горбушки.
Работает устройство следующим образом: формы на конвейере расположены друг от друга на н ёк6то ром расстоянии и при включении привода тягового органа конвей0 ера начинают двигаться все одновременно со скоростью V 3 м/мин. В какой-то момент прямой рычаг 8 касается в точке К формы; при дальнейшем движении рычаги 8 и связанные с ними через шатуны 9 рычаги
5 4 поворачиваются вокруг осей 5 до тех пор, пока рычаги 8 не начнут скользить по верхним поверхностям А продольных бортов
формы Ф2; в это же время струна 1 поднимается на уровень, который превышает уровень поверхностей А на величину S 3 мм и
струна путем продавливания щели в части массива, возвышающейся над поверхностью А и называемой горбушкой Г2, подрезает ее по корню. Пружины 11 поджимают рычаги механизмов к форме на всем пути их контактирования, при этом струна постоянно находится на одном уровне и осуществляется подрезка по плоскости; сила пружин должна обеспечивать положение струны на этом уровне, препятствуя отжиму рычагов механизмов вверх от действия силы резания. Зажимы 2 струны позволяют производить осевую натяжку струны и регулировать положение струны по высоте в пределах размера S за счет эксцентричного поворота зажимов в отверстиях рычагов 4, где зажимы располагаются. Такая регулировка позволяет максимально приблизить струну к поверхности формы, не допуская нежелательного трения струны о форму. На фиг. 5 показана форма Ф1, в массиве которого устройство ранее подрезало горбушку П. Детали и сборочные единицы, входящие в состав устройства,изготавливаются из конструкционной стали и соединяются между собой с помощью болтов и сварки, а также другими способами.
Формула изобретения Устройство для подрезки горбушки газобетонных массивов, содержащее неподвижную вертикальную раму и подвешенные к ней посредством двух шарнирно-паралле- лограммных механизмов копиры верхней поверхности торцов форм и режущий орган с элементами его крепления, отличающее с я тем, что, с целью повышения качества изделий и надежности устройства, элементы крепления режущего органа и копиры являются продолжениями кривошипов шарнир- но-параллелограммных механизмов и
выполнены в виде рычагов-держателей и скребков соответственно, при этом режущий орган выполнен в виде струны.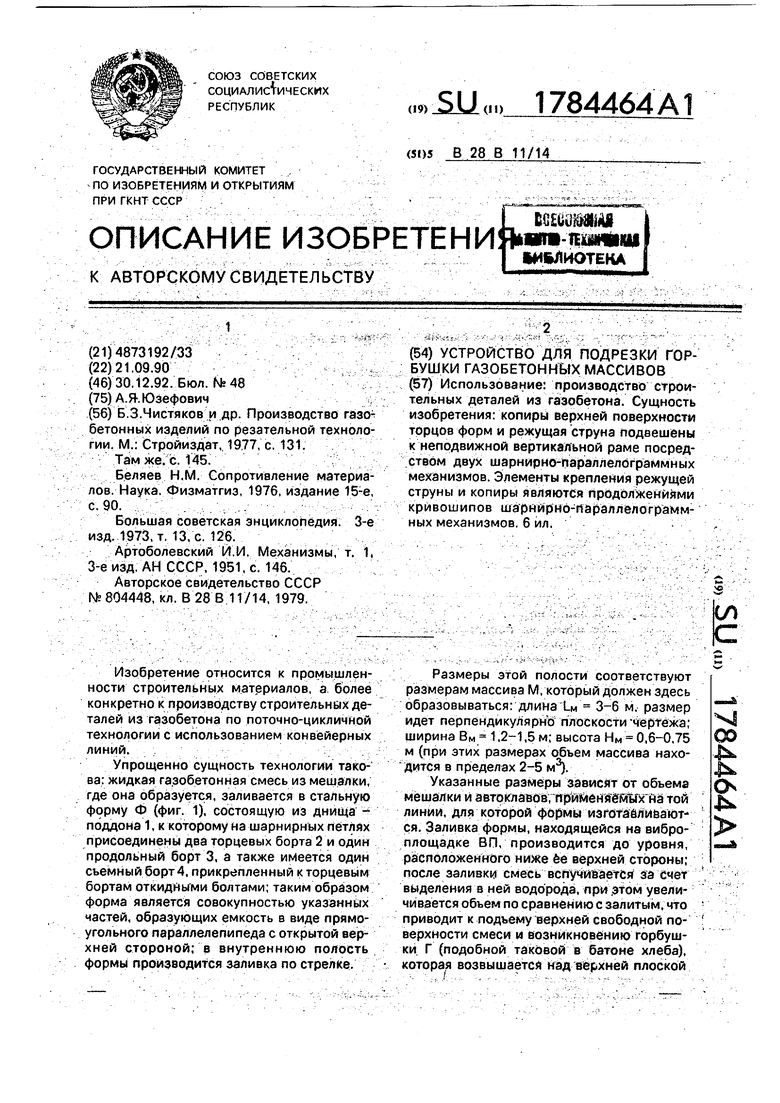



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства армированных изделий на линии производства блоков из газобетона | 2018 |
|
RU2701682C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Формующий узел поточной линии попРОизВОдСТВу ячЕиСТОбЕТОННыХ издЕлий | 1979 |
|
SU823134A1 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ МАССИВА ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077980C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2020 |
|
RU2731113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АВТОКЛАВНОГО ГАЗОБЕТОНА | 2023 |
|
RU2822855C1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1708626A1 |
| Технологическая линия для изготовленияячЕиСТОбЕТОННыХ издЕлий | 1979 |
|
SU850387A1 |
| Кантователь форм | 1979 |
|
SU814747A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2304043C1 |



Использование: производство строительных деталей из газобетона. Сущность изобретения: копиры верхней поверхности торцов форм и режущая струна подвешены к неподвижной вертикальной раме посредством двух шарнирно-параллелограммных механизмов. Элементы крепления режущей струны и копиры являются продолжениями кривошипов шарнирно-параллелограммных механизмов. 6 ил.
Фиг.1
M
Z 3n(D
fr9frfr8Z.l
j /к / г
Ш
/уу sss /sss s/s /s/ /vs 7/s /77 Tff sss s/7 Tvx
SXNlJ
Гхн8РчГТ
Фиг5
ф№.4
5-6
П
,4
Л
3
W
ev
Ф7 Ш2.6
5 -5
П
0
| Б З.Чистяков и др | |||
| Производство газобетонных изделий по резательной технологии | |||
| М.: Стройиздат, 1977, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Там же | |||
| с | |||
| Заслонка для русской печи | 1919 |
|
SU145A1 |
| Беляев Н,М | |||
| Сопротивление материалов | |||
| Наука | |||
| Физматгиз, 1976, издание 15-е, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Большая советская энциклопедия | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Насос | 1917 |
|
SU13A1 |
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Артоболевский И.И | |||
| Механизмы, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АН СССР, 1951, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Установка для срезки горбушкиСыРцА ячЕиСТОгО бЕТОНА | 1979 |
|
SU804448A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
