1
Изобретение относится к технологии изготовления электрических машин, в частности якоря, и может быть использовано в электротехнической промышленности.
Известен способ изготовления коллектора электрической машины иутем использования цилиндрической заготовки, форма продольного сечения которой соответствует форме пластин коллектора, с иоследуюш,им выполнением прорезей вдоль образуюшей цилиндра, число которых соответствует числу иластин коллектора, изоляции пластин, з-даления связывающей части цилиндрической заготовки и заливки компаундом.
Недостатком этого способа является снижение качества и надежности всей конструкции из-за недостаточно ирочного крепления коллектора к якорю и повышенного радиального биения рабочей поверхности коллектора.
Известен и другой способ изготовления коллекторов электрических машин путем штамповки из листового металла высокой электропроводности специальных клиньев с одним плоским концом. Часть клина изолируют от обмотки, укладывают в пазы изолированной частью, ири этом плоские концы клиньев, выступая из пакета, ложатся на лобовую часть обмотки, образуя коллектор.
После сборки якоря и заливки его комиаундом выступающие из пазов плоские концы
клиньев подвергают механической обработке. Этот способ является наиболее близким решением к предлагаемому по технической сущности и достигаемому результату.
Недостаток способа - возможная коррозия рабочей поверхности коллектора при длительном хранении (в случае изготовления из меди). Защита гальваническим покрытием поверхности пластин резко снижает надежность
работы электрической машины вследствие проникновения электролита в пазы пакета с обмоткой.
Цель изобретения - повышение надежности электрической машины.
Это достигается тем, что по предлагаемому способу пластины выполняют из заготовки коллектора в виде двух коицентрично расположенных цилиндров с едипым дном, наружную поверхность большего из цилиндров выполняют двухступенчатой, затем по всей длине образующей поверхности наружного цилиндра выполняют сквозные прорези, поверхность внешнего цилиндра большего диаметра покрывают слоем благородного металла, например золота, изолируют пластины наружного цилиндра меньшего диаметра и на внутренний цилиндр насаживают обмотанный сердечник якоря так, чтобы изолированные части пластин наружного цилиндра вошли в верхпне части пазов якоря, иосле пайки концов
пластин к выводам обмотки рабочую поверхность коллектора закрывают защитным кольцом, а после заливки компаундом и его полимеризации снимают защитное кольцо, отрезают дно и удаляют внутренний цилиндр заготовки, принимая за базу внутреннее отверстие, обрабатывают якорь по внешнему диаметру, не касаясь ннструментом нокрытой благородным металлом рабочей части коллектора.
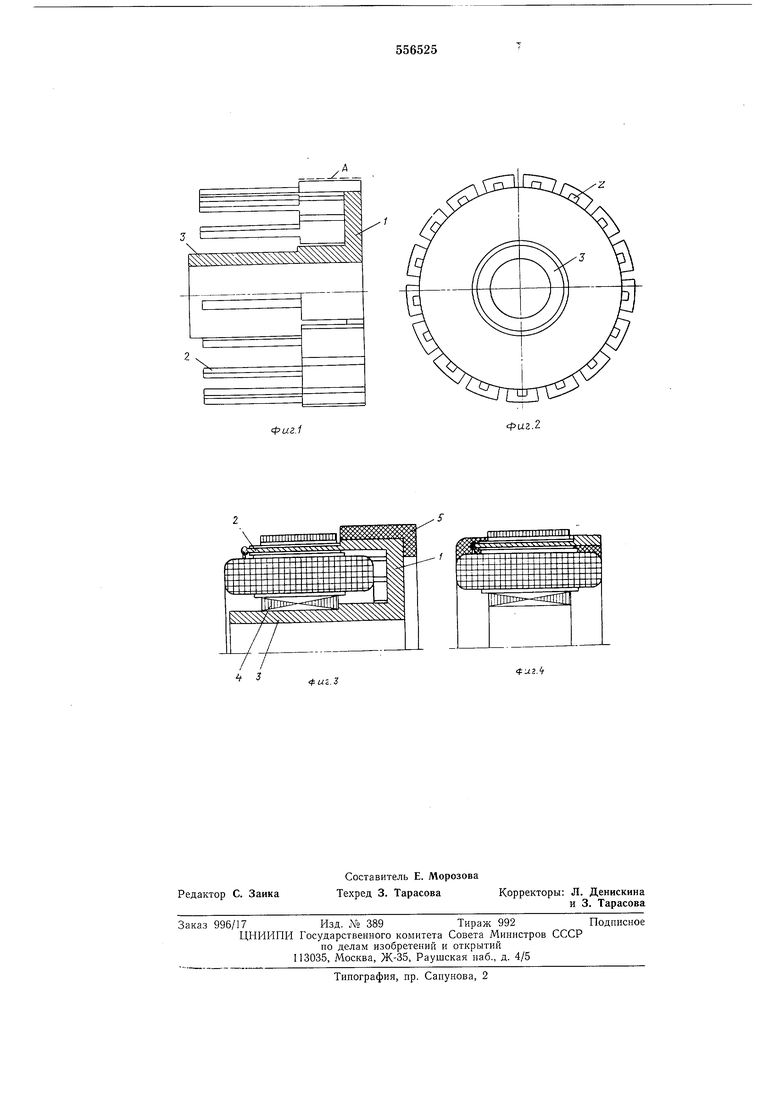
На фнг. 1 изображена заготовка коллектора; на фиг. 2 - то же, вид сбоку; на фиг. 3 показан якорь, насаженный на заготовку коллектора, закрытого защитным кольцом; на фиг. 4 - изготовленный якорь с коллектором.
Способ изготовления якоря осуществляется следующим образом.
Из металла высокой электропроводности, например меди Ml, изготавливают заготовку коллектора в виде двух соосных цилиндров с единым дном 1. Наружный цилиндр выполняют двухступенчатым.
Нервую ступень изготавливают с наружным диаметром, равным рабочему диаметру коллектора, и длиной, равной рабочей длине коллектора плюс толщина дна. Вторую ступень 2 изготавливают с внешним диаметром, равным внешнему диаметру пакета якоря минус две высоты «усика зубца и две толщины изоляции, и длиной, равной длине якоря, включающей односторонний вылет лобовой части обмотки.
Внутренний диаметр наружного цилиндра определяется по наружной поверхности уложенной в пазы обмотки с учетом изоляции.
Внутренний цилиндр 3 выполняют с диаметром и длиной, равными соответственно внутреннему диаметру отверстия и длине якоря 4, затем по всей длине образующей поверхности наружного цилиндра выполняют сквозные прорези. Fix количество соответствует числу пазов якоря. Ширина прорезей на ступени большего диаметра соответствует расстоянию между коллекторными пластинами, а на ступени меньшего диаметра - щиринё зубца илюс две толщииы изоляции.
Поверхность А наружного цилиндра большего диаметра покрывают слое.м благородного металла, изолируют пластинки ступени 2 наружного цилиндра меньшего диаметра. Далее на внутренний цилиндр 3 насаживают обмотанный якорь 4 так, чтобы изолированные части пластин ступени 2 наружного цилиндра вощлн в верхние части пазов якоря и выполняли роль клиньев, запирающих обмотку в пазах. К концам пластин ступени 2 припаивают выводы обмотки, рабочую поверхность коллектора закрывают защитным кольцом 5 и собранный якорь заливают компаундом.
Носле полимеризации компаунда снимают 5 защитное кольцо 5, отрезают дно 1 и удаляют внутренний цилиндр 3 заготовки коллектора. Внутренний диаметр якоря 4 принимается за базу и относительно него обрабатывают внешний диаметр пакета, не касаясь ин-. 10 струментом покрытой благородным металлом рабочей поверхности А коллектора.
Покрытую слоем защитного металла рабочую поверхность пластин коллектора полируют для удаления возможных подтеков компаунда.
Эффективность применения предлагаемого способа по сравнению с известными заключается в повыщении качества и надел ности изготавливаемого коллектора за счет значительного снижения радиального биения и прочного соединения с якорем электрической мащины.
Формула изобретения
5 Способ изготовления якоря электрической мащины с коллектором, включающий укладку обмотки в пазы пакета якоря, изготовление коллекторных пластин и их установку в пазы якоря, пайку концов пластин к выводам
0 обмотки, заливку компаундом, отличающийся тем, что, с целью повыщения надежности электрической машины, пластины выиолняют из заготовки коллектора в виде двух концентрично расположенных цилиндров с
5 единым дном, наружную поверхность большего из цилиндров выполняют двухступенчатой, затем по всей длине образующей поверхности наружного цилиндра выполняют сквозные прорези, поверхность внещнего цилиндра
0 большего диаметра покрывают слоем благородного металла, например золота, изолируют пластины наружного цилиндра меньшего диаметра и на внутренний цилиндр насаживают обмотанный сердечник якоря так, чтобы
5 изолированные части пластин наружного цилиндра вошли в верхние части пазов якоря, после пайки кондов пластин к выводам обмотки рабочую поверхность коллектора закрывают защитным кольцом, а после заливки
0 компаундом и его полимеризации снимают защитное кольцо, отрезают дно и удаляют внутренний цилиндр заготовки, принимая за базу внутреннее отверстие, обрабатывают якорь по внешнему диаметру, не касаясь инструментом покрытой благородным металлом рабочей части коллектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектораэлЕКТРичЕСКОй МАшиНы и СбОРКиЕгО C яКОРЕМ | 1979 |
|
SU813569A1 |
| Способ изготовления коллектора электрической машины и сборки его с якорем | 1982 |
|
SU1046815A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1076992A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Способ изготовления коллекторов электрических машин | 1989 |
|
SU1688338A1 |
| Способ изготовления якоря электрической машины | 1977 |
|
SU736235A1 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯКОРЯ ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПРЕОБРАЗОВАТЕЛЯ (ВАРИАНТЫ) | 1991 |
|
RU2111598C1 |
3
Фиг.З
фиг.
