(54) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения клея | 1973 |
|
SU508248A1 |
| Машина для нанесения клеевой пленки на затяжную кромку обуви | 1981 |
|
SU961654A1 |
| Машина для вибрационного нанесения клеевой пленки на затяжную кромку заготовки верха обуви | 1986 |
|
SU1442177A1 |
| Устройство для нанесения клея на плоские детали обуви | 1985 |
|
SU1266517A1 |
| Установка для нанесения жидкого материала на плоские детали | 1983 |
|
SU1110495A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ УРЕЗА НЕ ПРИКРЕПЛЕННЫХ | 1970 |
|
SU272840A1 |
| Устройство для нанесения жидкости на поверхность детали обуви | 1980 |
|
SU931148A1 |
| АГРЕГАТ ДЛЯ ПОПАРНОЙ ОБРАБОТКИ ПЛОСКИХ ПОДОШВ | 1971 |
|
SU315468A1 |
| АГРЕГАТ ДЛЯ ДУБЛИРОВАНИЯ ДЕТАЛЕЙ | 1971 |
|
SU307797A1 |
| Устройство для нанесения клея на участки деталей низа обуви | 1975 |
|
SU594953A1 |
1
Изобретение относится к области обувного оборудования и касается устройства для нанесения клея на детали обуви, например низа, и является усовершенствованием известного устройства для нанесения клея.
По основному авт. св. № 508248 известно устройство для нанесения клея, содержащее клеенамазной вал с приспос- бдением для регулирования толщины Knei ого слоя, транспортирующее средство для подачи деталей обуви и приспособление для герметизации со средством его управления.
Недостатком известного устройства является низкая его производительность за счет переналадок при переходе на обработку от одной толщины подошвы к другой. Кроме того, жесткое закрепление клеенамазной головки способствует тому, что при обработке подошвы, толщина которой на 1-2 мм меньше первоначально обрабатываемой, практически прекращается транспортировка, а при увеличении толщины подошвы больше первоначально обрабатываемой происходит смывание клея на урез подошвы.
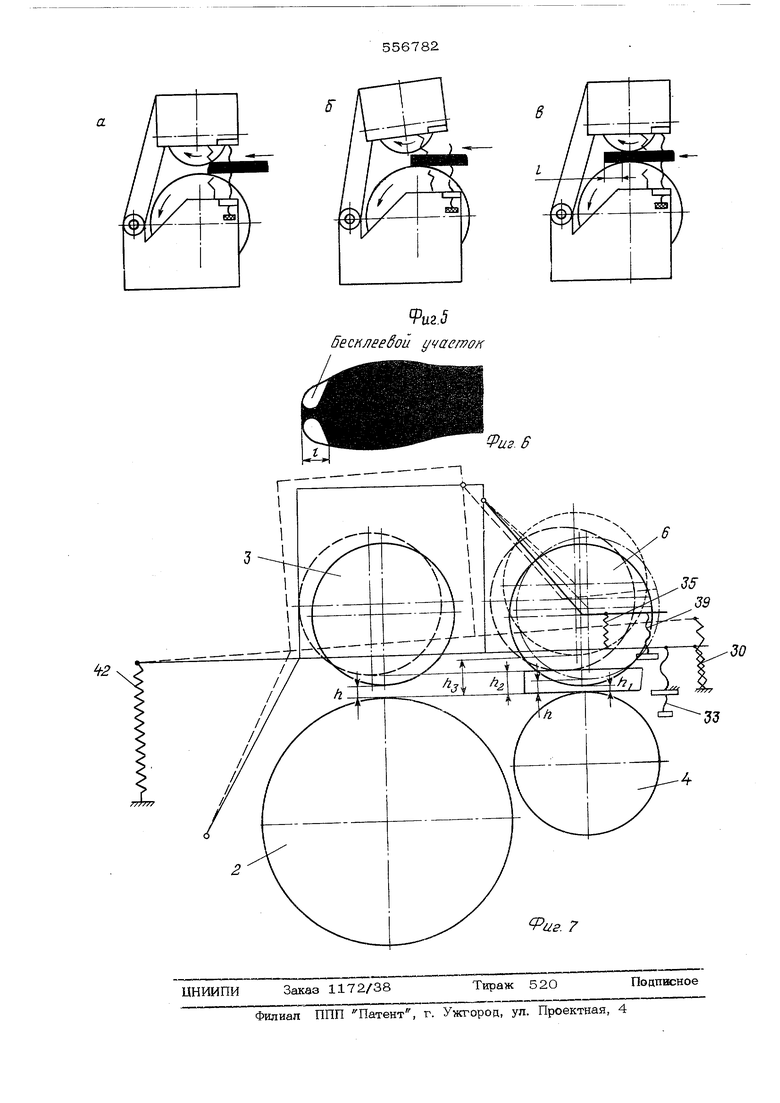
Применение известного устройства в автоматической линии с подпружиненной клеенамазной головкой показало, что на обычной скорости 0,4-0,5 м/сек в момент захода подошвы в зазор между клеенамазным и транспортирующим валами происходит от брасывание клеенамазной головки. Причем это явление наблюдается даже тогда, когда предварительно выставлен зазор между клеенамазным и транспортирующим валами на требуемую толщину подошвы. Увеличение толщины обрабатываемой подошвы и скорости обработки является функцией расстояния отбрасывания головки. Происходит это явление так: ввод подошвы в зазор между клеенамазным и транспортирующим валами производится лентой, надетой на попарно расположенные валы. В момент захода подошвы в зазор происходит отбрасывание подпружиненной клеенамазной головки, т.е. резко увеличивается зазор между валами, но так как подошва зажата между двумя роликами, несущими ленту транспортирующего средства, ее транспортировка продолжается. К моменту, когда клеенамаз-
ная головка будет возвращена пружиной в исходное положение, подошва пройдет некоторое расстояние. Так как клеенамазной вал не находится в контакте с обрабатываемой поверхностью подошвы, в носочной части образуются бесклеевые участки.
Целью изобретения является повыпхение производительности труда и качества наносимой клеевой пленки и ее равномерного распределения по поверхности подошвы за счет самоустановки зазора между кпеенамазным и транспортирующим валами.
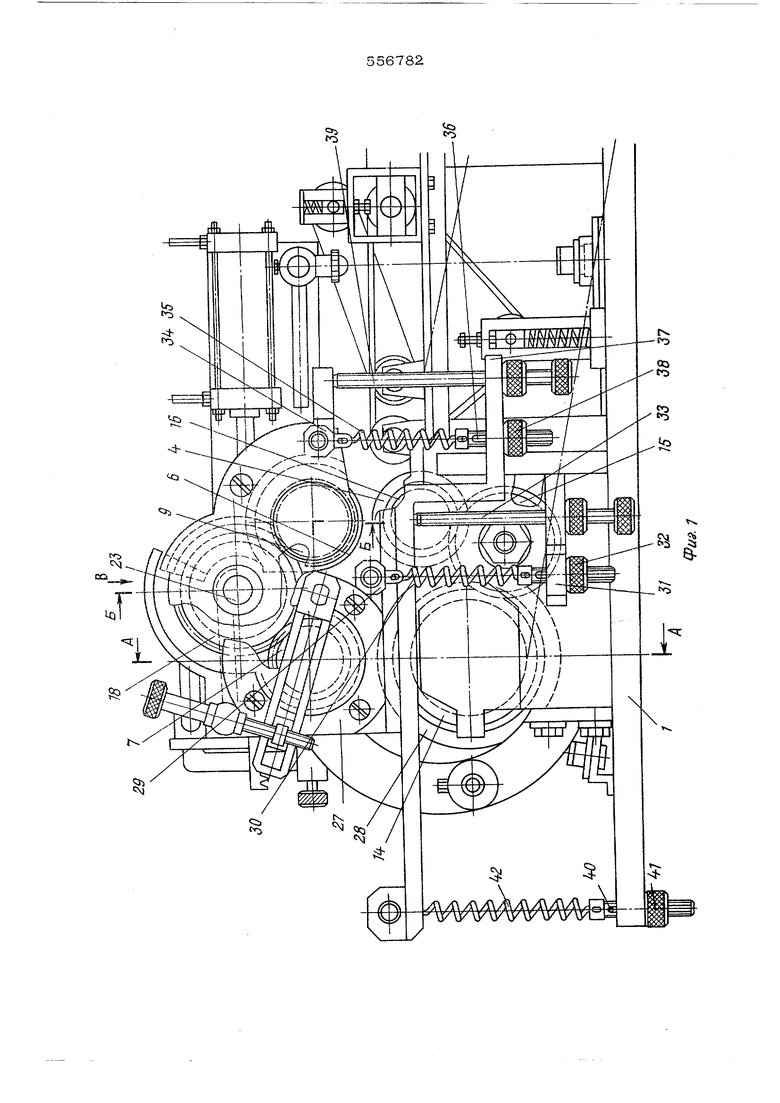
Это достигается тем, что в устройстве есть качающийся рычаг, на одном конце кторого укреплен клеенамазной вал, а на
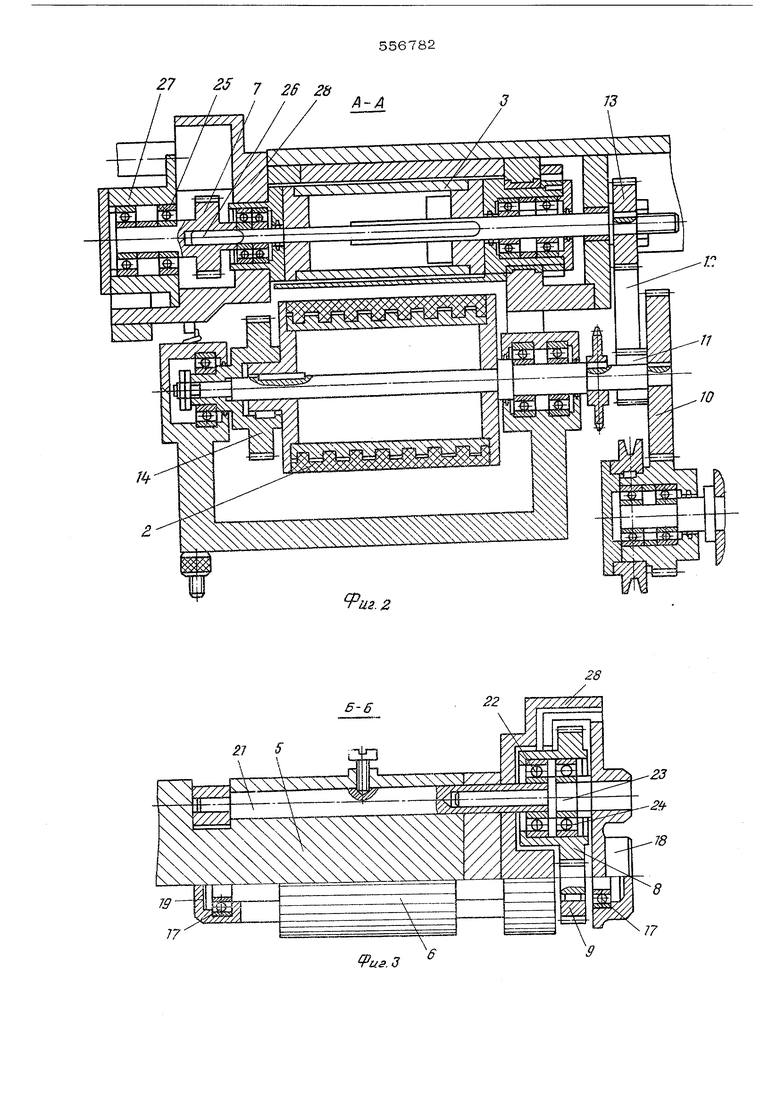
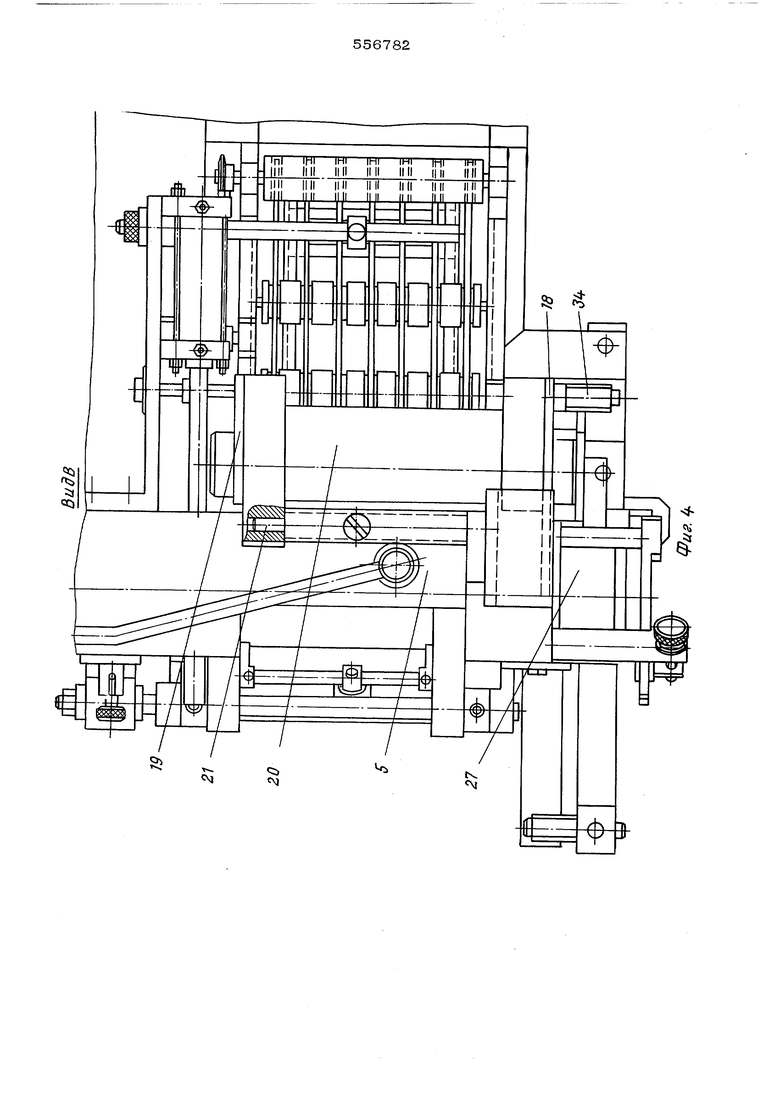
другом - транспортирующий вал, при этом клеенамазной и транспортирующий валы подпружинены. На фиг. 1 изображено устройство для нанесения клея, вид сбоку; на фиг. 2 и 3 разрезы по А-А и Б-Б на фит. 1; на фиг. 4 ограждение с боковинами; на фиг. 5 - схема опрокидывания клеенамазной головки; на фиг,6 - деталь низа с бесклеевым участком; на фиг. 7 - схема работы устройства Устройство для нанесения клея состоит из станины 1, на которой крепится вал 2, клеенамазной вал 3, нижний транспортирую щий вал 4. На качающемся рычаге 5 на одном конце укреплен клеенамазной вал, а на другом шарнирно закреплен верхний транспортирующий вал 6, связанный через зубчатую передачу 7, 8, 9. Вал 2 соединен через зубчатую передачу 1О, 11, 12, 13 с клеенамазным валом, а через зубчатую передачу 14, 15, 16 с нижним транс портирующим валом. Шейки верхнего транспортирующего вала 6 установлены в подшипниках 17, помещенных в соответствующие боковины 18 и 19. Воковины 18 и 19 жестко прикрештень к ограждению 2О. Осью подвески верхнего транспортирующего вала служит ось 21, один конец которой укреплен в подшипнике 22, а второй - в боковине 19. Вставка 23, проходящая через подшипник 24, .одним кон цом жестко укреплена на боковине 18, а вторым концом соединяется с осью 21. На торцовой части шейки шестерни 7 укреплены подшипники 25, а торцовое отверстие, выполненное со второй стороны этой шесте ни, дает возможность зацепления ее с осью 26.Подшипники 25 расположены в корпусе 27,укрепленном на боковине 28, к которой также крепится с возможностью поворота относительно собственной оси насадка 29. На последнюю навешена пружина 30, 60
второй конец которой соединен со шпилькой 31 лысками отверстия в полке, задерживаемую от проворота. Для регулировки натяга пружны 30 служит гайка 32. Винт 33 предназначен
5 для установки первоначального зазора между клеенамазным валом и валом 2. К боковине 18, также с возможностью поворота относительно собственной оси, крепится насадка 34 с пружиной 35, укрепленной на
10 шпильке 36, проходящей через отверстие в полке 37. Для регулировки натяга пружины 35 служит гайка 38. Винт 39 предназначен для установки первоначального зазора между нижним и верхним транспортирующим
15 валами. Для компенсации суммарного усилия получаемого от пружины 30, и веса кача1ощегося рычага с клеенамазным валом служат шпилька 40, гайка 41 и пружина 42. Работа устройства заключается в следутощем. Сначала устройство для нанесения клея настраивается на подошву наименьшей толщины. При подаче подошвы транспортирующие валы 4 и 6 раздвигаются в соответот ВИИ с толщиной подощвы, приподымая клее- намазной вал 3 над валом 2 на такую высоту, при которой зазор между этими валами будет равен толщине подошвы. В этом случае намазка клеем будет равномерной по всей длине подошвы. Натяжное усилие пружины 30 должно быть большим, чем натяжное усилие пружины 35. Оси клеенамазного вала 3 и нижнего транспортирующего вала 4 расположены не ца одинаковом расстоянии от центра шарнирного закрепления качающегося рычага 5. Верхний транспортирующий вал 6 необходимо опустить винтом 38 так, чтобы зазор между верхним 6 и нижним 4 транспортирующими валами был несколько меньше, чем зазор между клеенамазным валом 3 и валом 2. Изобретение позволяет использовать устройство в высокоскоростных автоматических линиях, без переналадки устройства при переходе от одной толшины подошвы к другой. Подпружиненное крепление клеенамазного вала на качающемся рычаге улучшает качество нанесения клеевого слоя и полностью исключает попадание клея на урез подошвы. Формула изобретения Устройство для нанесения клея по авт. св. № 508248, отличающееся тем, что, с целью повышения производительности труда и качества наносимой клее- вой пленки за счет самоустановки зазора б6
между клеенамазным и транспортирующиминой вал, а на другом шарнирно закреплен
валами, оно имеет качающийся рычаг, натранспортирующий вал, при этом клеенамаз-
одном конце которого укреплен клеенамаз-ной и транспортирующий валы подпружинены.
556782
9
us.3
