Изобретение относится к об вной промышленности, в частности к агрегату для обработки уреза не прикрепленнык к обуви подошв с автоматическим выполнепиега операций отделки уреза подошв.
Известен .агрегат для обработки уреза подошв, не прикрепленных к обуви, содержапд.пй вертикально замкнутый П ,.льс1 рующпй конвейер с закрепленными на нем каретками, каждая из которых имеет устройство для центрпрования и вращения подошв; рабочие головки для фрезерования, окраски и полировки уреза подошв и привод. Па верхней ветви конвейера выполняют фрезерование, окраску и полирование уреза. При этом фрезерование производят в два приема-сиачала с одной стороны, а иосле поворота подошвы на 180° - с другой стороны. Окраску и полирование уреза выполняют одновременно с двух сторон двумя рабочими инструментами.
В отличие от известного агрегата предлагаемый агрегат снабжен доиол;п-пельными рабочими головками для увлажнения уреза и двукратного уплотнения и полирования уреза. Пульсирующий конвейер выполнен горизонтально замкнутым с закреилеппыми иа нем в вертикальной плоскости каре-1ками. Каждая каретка имеет ио два устройства для центрирования и вращения правой и левой подошв,
обрабатываемых одиовремепио на каждой операции.
Для обработки подошв с язычком под каблук устройство для центрирования состопт из вращаюшегося коиира, соответствующего размеру и фасону обрабатываемой подошвы, закреплепиой на копире, скобы с гиездом для язычка подошвы, неподвижной опорной пластины, закрепленной в скобе, подпружииепного прижима и рукоятки, взаимодействующе11 с прижимом, и установленного на каретке подиружипеппого рычага с роликом.
Эти отличия улучшают качество обработки подошв и увеличивают иропзводительиость агрегата.
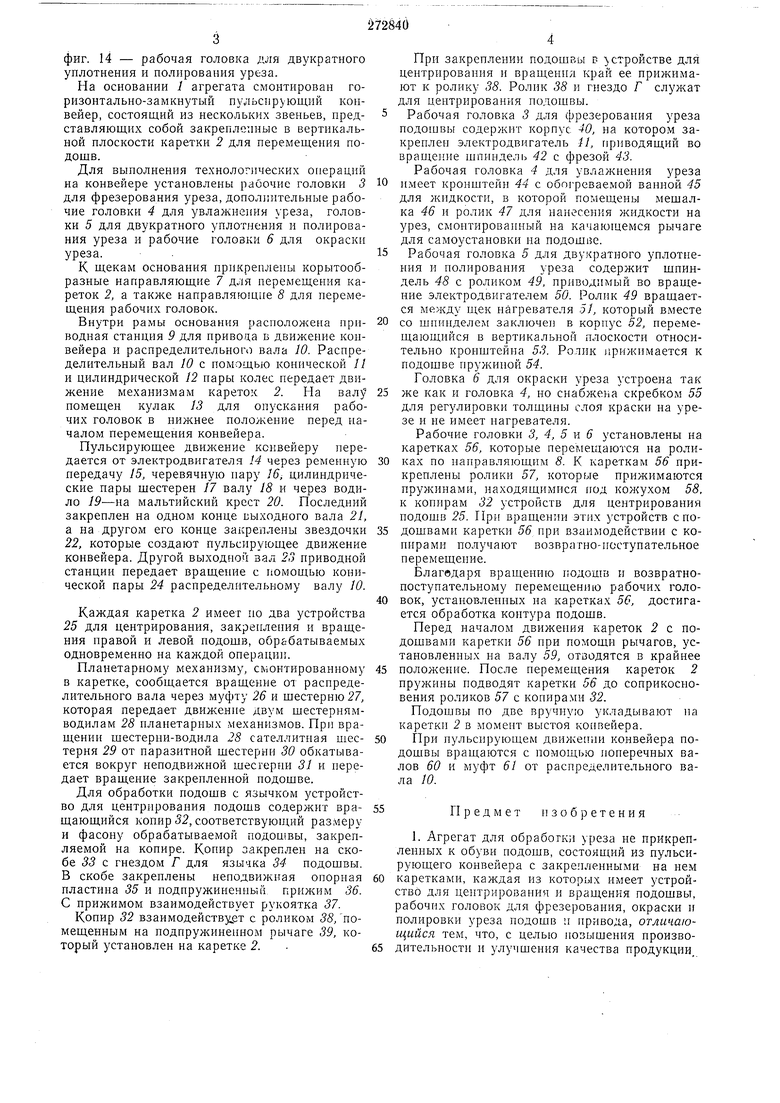
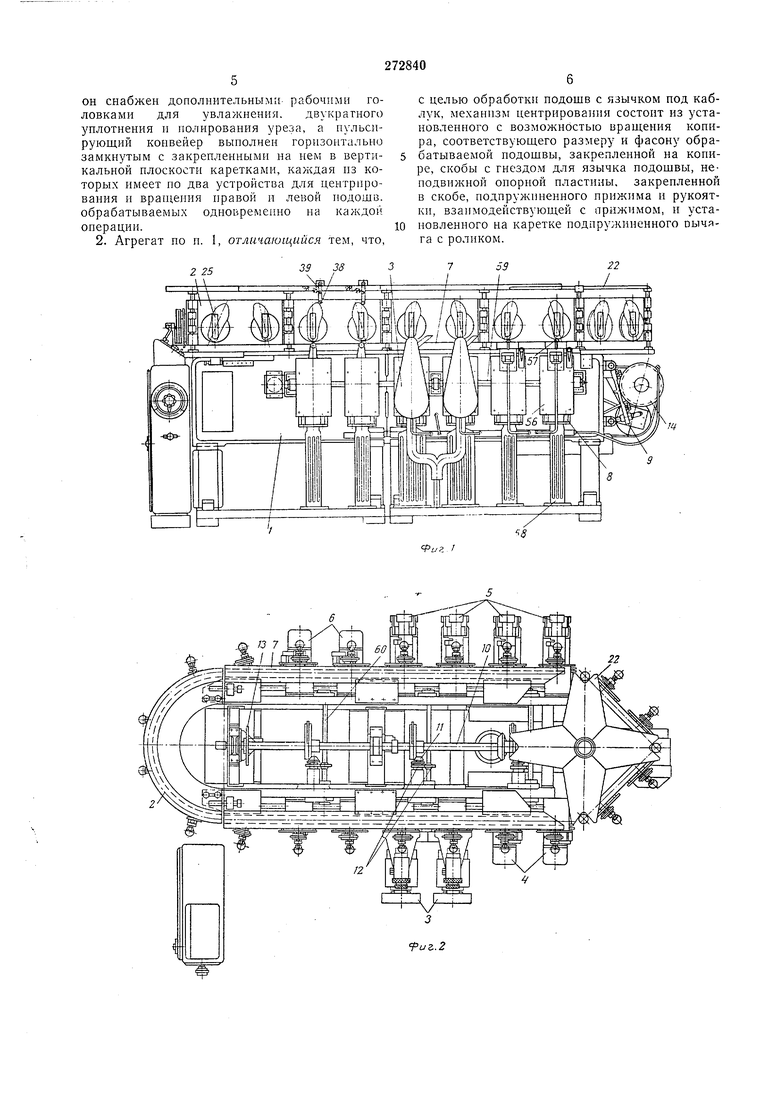
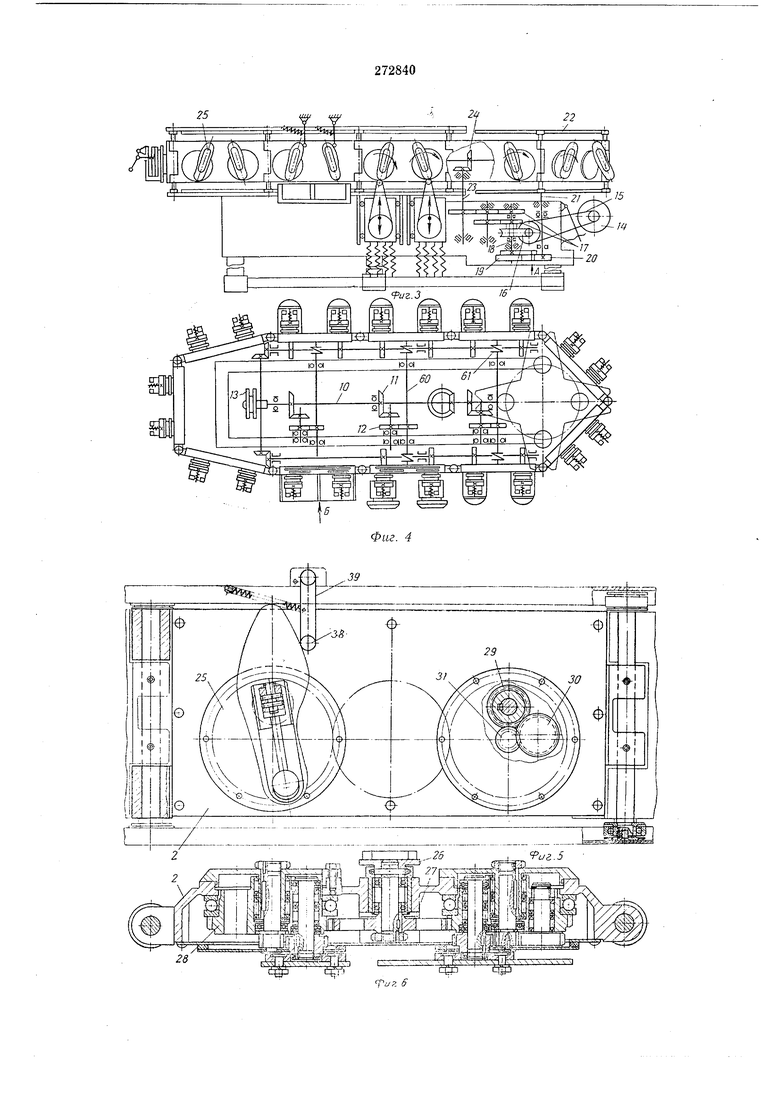
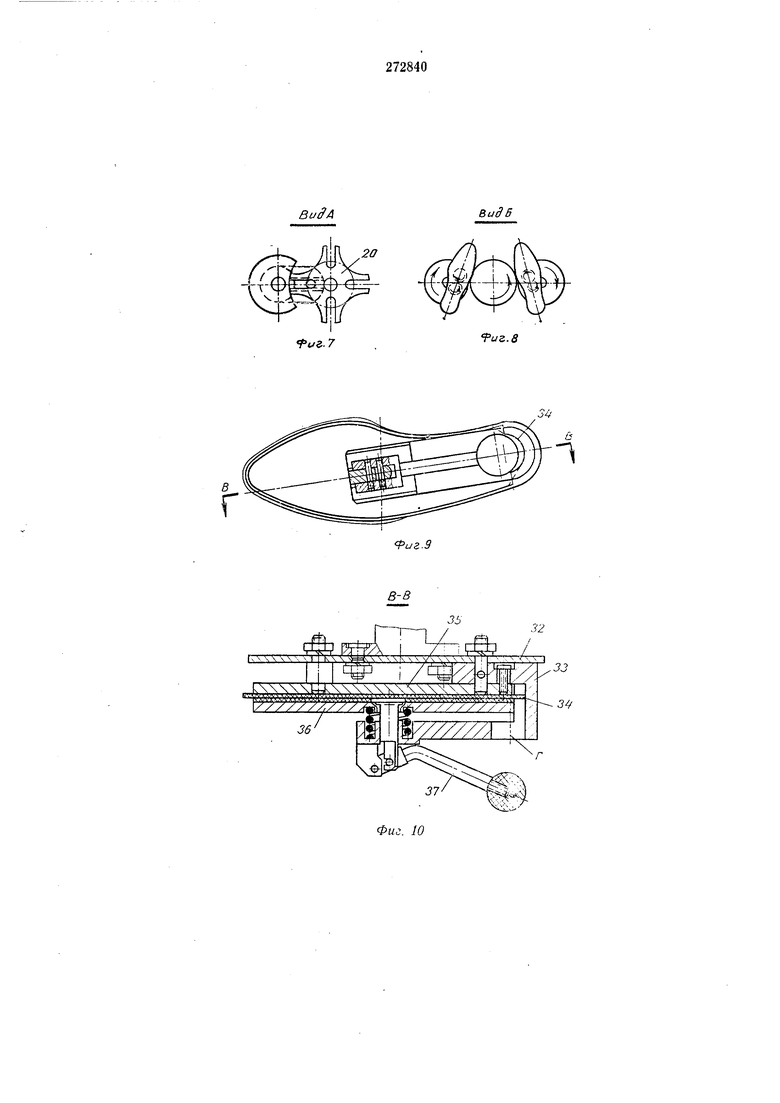
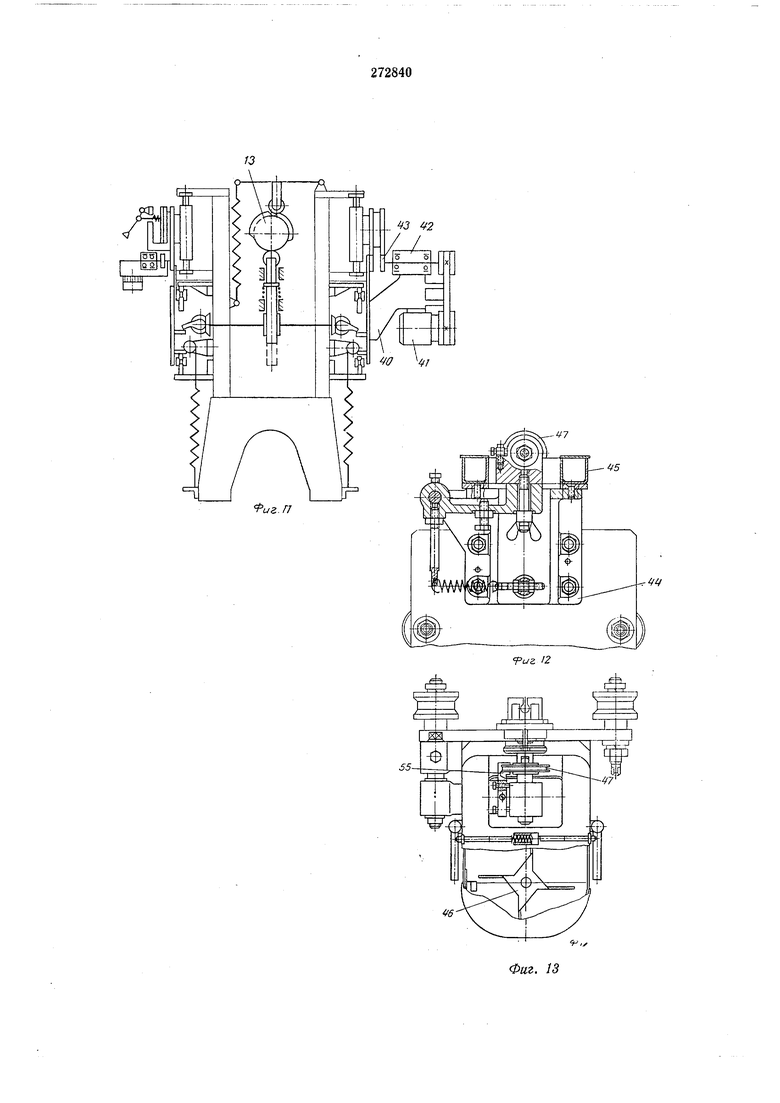
Па фиг. 1 показан предлагаемый агрегат, вид сбоку; па . 2 - то же, вид сверху; на фиг. 3 и 4 - его кпнемат1Г-1еские схемы; иа фиг. 5 - каретка конвейер.з с устройством для центрпроваппя и вращения подошвы, впд сбоку; на фиг. 6 - то же, впд сверху, разрез; на фиг. 7 - вид ио стрелке А на фиг. 3; на фиг. 8 - вид ио стрелке Б на фиг. 4; иа фиг. 9 - устройство для цеитрироваиия иодошвы с язычком; на фиг. 10 - то же, разрез ио В-В на фиг. 9; на фиг. 11 - рабочая головка для фрезерования; на фиг. 2 - дополиительиая рабочая голозка для увлажнения уреза; на фиг. 13 - то же, вид сверху; на
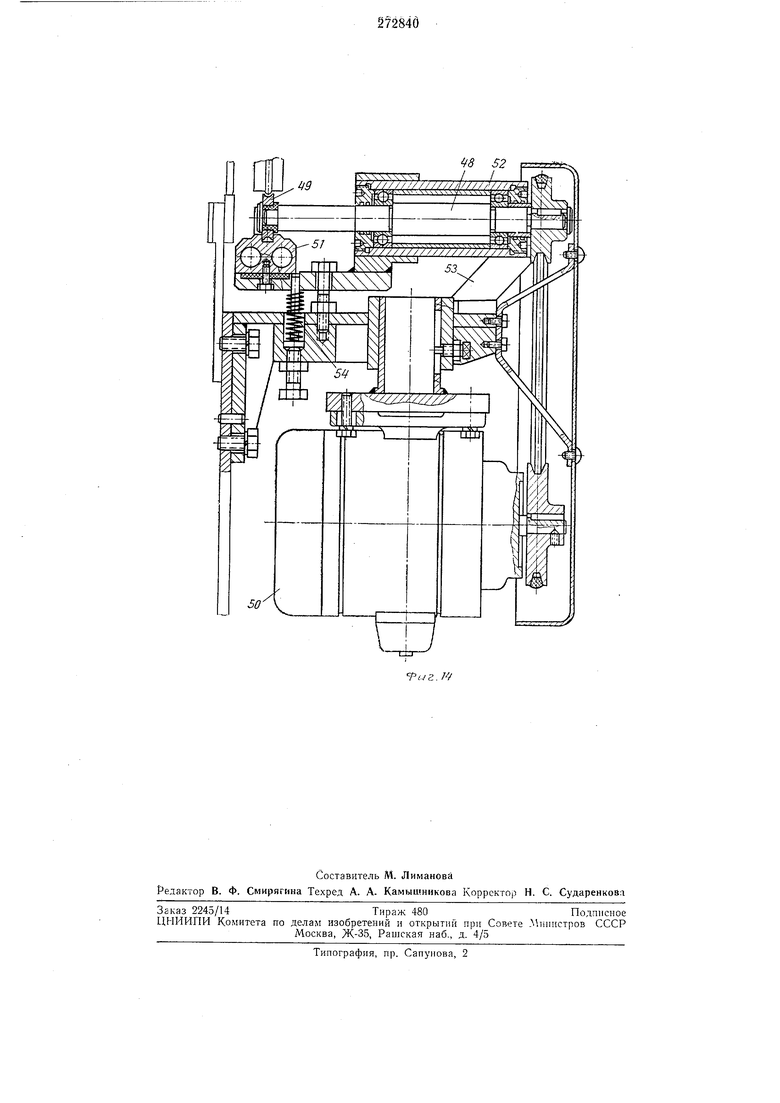
фиг. 14 - рабочая головка для двукратного уплотнения и полирования уреза.
На основании 1 агрегата смонтпрован горизонтально-замкнутыр пульсирующий конвейер, состоящий из нескольких звеньев, представляющих собой закрепленные в вертикальной плоскости каретки 2 для перемещения подощв.
Для выполнения технологических операций на конвейере установлены рабочие головки 3 для фрезерования уреза, дополнительные рабочие головки 4 для увлажнения уреза, головки 5 для двукратного уплотнения и полирования уреза и рабочие головки 6 для окраски уреза..
К щекам основания нрикреплепы корытообразные направляющие 7 для перемещения кареток 2, а такл.е направляющие 8 для перемещения рабочих головок.
Внутри рамы основания расположена приводная станцня 9 для ириво/да Б движение конвейера и распределительного вала 10. Распределительный вал 10 с помощью конической 11 и цилиндрической 12 пары колес передает движение механизмам кареток 2. На валу помещен кулак 13 для опускания рабочих головок в нижнее положение перед началом перемещения конвейера.
Пульсирующее движение конвейеру передается от электродвигателя 14 через ременную передачу 15, черевячную пару 16, цилиндрические пары шестерен 17 валу 18 и через водило 19-на мальтийский крест 20. Последний закреплен на одном конце выходного вала 21, а на другом его конце закреплены звездочки 22, которые создают пульсирующее движение конвейера. Другой выходной вал 23 приводной станции передает вращение с помощью конической пары 24 распределительному валу 10.
Каждая каретка 2 имеет ио два устройства 25 для центрирования, закреиления и вращения иравой и левой подошв, обрабатываемых одновременно на каждой операции.
Планетарному механизму, смонтированному в каретке, сообщается вращение от раснределительного вала через муфту 26 и щестерню 27, которая передает движение двум шестернямводилам 28 планетарпых механизмов. При вращении щестерни-водила 28 сателлитная шеетерня 29 от паразитиой щестерни 30 обкатывается вокруг иеподвижной щесгерни 31 и нередает вращение закрепленной подощве.
Для обработки иодощв с язычком устройство для центрирования подощв содержит вращающийся копир 32, соответствующий размеру и фасону обрабатываемой подошвы, закрепляемой на копире. Копир закреплен на скобе 33 с гнездом Г для язычка 34 подощвы. В скобе закреплены неподвижная опорная пластина 35 и подпружиненный 36. С прижимом взаимодействует рукоятка 37.
Копир 32 взаимодейству ет с роликом 38, помещенным на подпружине1И1ом рычаге 39, который установлен на каретке 2.
При закреплении подощвы в с ройстве для центрирования и вращения край ее прижимают к ролику 38. Ролик 38 и гнездо Г служат для центрирования подощвы.
Рабочая головка 3 для фрезерования уреза подошвы содержит корпус 40, на котором закреплен электродвигатель И, приводящий во вращение шпиндель 42 с фрезой 43.
Рабочая головка 4 для увлажпения уреза имеет кронштейн 44 с обогреваемой ванной 45 для жндкости, в которой помещены мешалка 46 и ролик 47 для нанесения жидкости на урез, смонтированный на качаюпдемся рычаге для самоустановки иа подощве.
Рабочая головка 5 для двукратного уплотнения и полировапия уреза содержит щпиндель 48 с роликом 49, приводимый во вращение электродвигателем 50. Ролик 49 вращается между щек нагревателя 5/, который вместе со шпинделем заключен в корпус 52, перемещающийся в вертикальной плоскости относительно кронщтейна 53. Ролик прижимается к подошве пружиной 54.
Головка 6 для окраски уреза устроена так же как и головка 4, ио снабжена скребком 55 для регулировки толщины слоя краски на урезе и не имеет иагревателя.
Рабочие головки 3, 4, 5 м 6 установлены на каретках 56, которые перемещаются на роликах по направляющим 8. К кареткам 56 прикреплены ролики 57, которые прижимаются пружинами, находящимися под кожухом 58, к копирам 32 устройств для центрирования подощв 25. При вращении этих устройств с подошвами каретки 56 при взаимодействии с коиирами получают возвратно-поступательное перемещение.
Благвдаря вращению подощв и возвратноиоступательиому перемещению рабочих головок, установленных иа каретках 56, достигается обработка контура подощв.
Перед началом движеиия кареток 2 с подощвами каретки 56 ири помощи рычагов, установленных на валу 59, отводятся в крайнее положение. После перемещения кареток 2 пружины иодводят каретки 56 до соприкосновения роликов 57 с коиирами 32.
Подощвы ио две вручиую укладывают на каретки 2 в момент выстоя конвейера.
При пульсирующем конвейера подошвы вращаются с помощью поперечных валов 60 и муфт 61 от распределительного вала 10.
Предмет изобретения
1. Агрегат для обработки уреза не прикреплепиых к обуви иодошв, состоящий из пульсирующего конвейера с закрепленными на нем каретками, каждая из которых имеет устройство для центрирования и вращеиия подошвы, рабочих головок для фрезероваиия, окраски и полировки уреза подошв п привода, отличающийся тем, что, с целью повышения ироизводительности и улучшеиия качества продукции.
он снабжен дополнительными рабочими головками для увлажнения. двукратного уплотнення н полирования уреза, а пульсирующий конвейер выполнен горизонтально замкнутым с закрепленными на нем в вертикальной плоскости каретками, каждая из которых имеет по два устройства для центрирования и вращения иравой и левой нодощв. обрабатываемых одновременно на каждой онерации.
2. Агрегат но п. I, отличающийся тем, что.
с целью обработки подощв с язычком под каблук, механизм центрирования состоит из установленного с возможностью вращения копира, соответствующего размеру и фасону обрабатываемой подощвы, закрепленной на конире, скобы с гнездом для язычка подощвы, неиодвнжной опорной пластины, закрепленной в скобе, подпружиненного прижима и рукоятки, взаимодействующей с ар11жнмом, и установленного на каретке подпружиненного пычяга с роликом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для обработки уреза деталей низа обуви | 1977 |
|
SU673263A1 |
| АГРЕГАТ ДЛЯ ФРЕЗЕРОВАНИЯ ВЫПРЕССОВКИ С РЕЗИНОВЫХ ФОРМОВАННЫХ ПОДОШВ | 1969 |
|
SU255799A1 |
| Полуавтомат для фрезерования уреза подошвы для обуви | 1962 |
|
SU151948A1 |
| Устройство для фрезерования уреза деревянных подошв с каблуком | 1980 |
|
SU925304A1 |
| Устройство для обрезки выпрессовок с формованных деталей низа обуви | 1978 |
|
SU992003A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| АГРЕГАТ ДЛЯ ПОПАРНОЙ ОБРАБОТКИ ПЛОСКИХ ПОДОШВ | 1971 |
|
SU315468A1 |
| Машина для фрезерования уреза подошв в пачках | 1986 |
|
SU1384314A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| Устройство для фрезерования уреза подошвы из натуральной пробки | 1980 |
|
SU976944A1 |
I 39
fyZ.7
fuz.e
32
Фиг. 10
иг./
