Известен агрегат для дублирования деталей, содержащий бункер с заготовками ил инематически связанные с приводом механизм поштучного отделения заготовок, .механизм перемещения заготовок, механизм нанесения клея и механизм склеивания заготовок. Однако этот агрегат характеризуется малой производительностью и недостаточно качественным центрированием заготовок.
Предлагаемый агрегат, с целью повышения производ тельности труда, снабжен вибрирующими кассетами со сквозным пазом для центрирования заготовок, приспособлением для отгибания и прижима одной из заготовок, а также прижимом, взаимодействующим через сквозной паз кассе,т с механизмом перемещения, причем механизм перемещения заготовок состоит из верхнего и нижнего транспортеров, между рабочими ветвями которого перемещаются обрабатываемые заготовки, а П;рижим состоит из рычага с роликами, кинематически связанного с расрределительным валом агрегата.
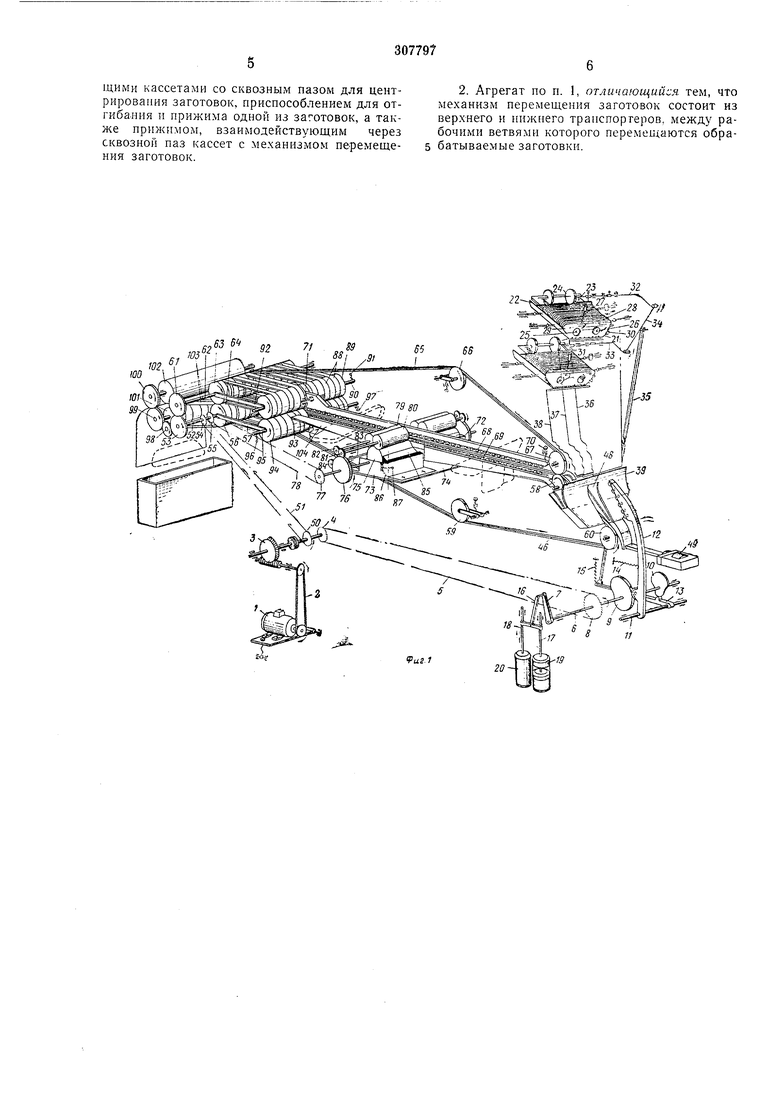
На фиг. 1 представлена кинематическая схема агрегата; на фиг. 2 - схема поперечного сечения виброкассет и прижима; на фиг. 3 и 4 - поперечное сечение механизма перемещения заготовок и приспособление для отгибания и прижима одной из заготовок.
клиноременной передачи , редуктора 5, звездочки 4, приводной цепи 5, кулачкового вала 6, на котором смонтированы кривошип 7, звездочка 8 и кулачки 9 и 10.
На оси // свободно вращаютс;; роликовый
прижим 12 и рычаг 13.
Роликовый прижим 12 подпр - 1 :ннен пружиной 14, а рычаг 13 - пружи11011 15. Кривощип 7 с помощью шатуна 16 связан со штоками 17 и 18 вакуумцилиндров 19 и 20.
Магазин кожаных долек мячей состоит из основания 21, двух боковин 22 п 23, груза 24, вакуумприсосов 25 и 26, иодвешенных на трубчатых кронштейнах 27 и 28, соединенных трубопроводами с полостью вакуумцнлнндра 19.
Торцы бокоЕйн 22 и 23 снабжены тормозами 29 и 30. Край основания 21 также снабжен тормозами 31.
Тормоза служат для удержания долек у исходного положения магазина.
Аналогично выполнен магазин для подкладки. Ось 32 поворота присосов. 25 и 26 и ось 33 поворота присосов подкладки соединены общим звеном 34.
Рычаг 13 и звено 34 шарнирно соединены с тягой 35.
ками 36 и 37, а канал цля прокладки - стенками 37 и 38.
Вибробункер 39, установленный под каналами магазина, состоит из кассеты 40 (см. фиг. 2) для кожаной дольки 4J и кассеты 42 для текстильной подкладки 43. Каждая кассета имеет внутри гладкую, отполированную поверхность. Боковые и торцовые стенки каждой кассеты точно соответствуют конфигурации коптура детали. Нижняя стенка 44 вибробункера 39 установлена с минимальным зазором параллельно наклонной трассе 45 бесконечного ремня 46 нижней ветви TpaHcnoiprepa. Трасса 45 снабжена рольгангом 47. Вибробункер 39 имеет посередине сквозной паз 48 (ом. фиг. 1) и смонтирован иа электровибраторе 49.
На выходном валу редуктора 3 также смонтирована вторая звездочка 50, которая через приводную цепь 51 передает вращение валу 52.
На валу 52 смонтированы шестерня 53, звездочки 54 и 55, блок шкивов 56 и рычаг 57 (второй рычаг на конце вала 52 на схеме не показан).
В блоке шкивов 56 посередине имеется канавка для бесконечного ремня 46 нижней ветви транспортера, надетого на ролики 55, 59 и 60.
Шестерня 513 передает врашение шестерне 61, установленной на валу 62 совместно с блоком шкивов 63 и рычагом 64 (второй рычаг на другом конце вала 62 на схеме не показан) .
Верхняя ветвь транспортера, бесконечный ремень 65, надета на ролики 66 и 67 и среднюю канавку блока шкивов 63. Для прижима верхней и нижней горизонтальных частей бесконечных ремней 46 и 65 применяются рольганги 68 и 69. Регулировка высоты уста нова рольганга 68 производится с помошью винта 70 и оси 7/. Рольганг 69 имеет аналогичные регуляторы установа.
Узел клеенамазки состоит из двух корпусов 72 и 73, между которыми проходит горизонтальная трасса транспортера. Оба корпуса 72 и 73 укреплены на обш,ей плите 74. Корпус 73 служит резервуаром для клея; на нем размешены намазной барабан 75, на валу которого смонтированы шестерня 76 и звездочка 77 с приводной цепью 78, транспорти|руюшие ролики 79 и 80, приводящиеся в движение шестернями 5У и 82, вал 83 с шестерней 84. приводящие в движение рабочие органы, установленные в корпусе 72. Кроме того, имеется клеесъемник 55, прижатый к намазному барабану 75 пружиной 86, и регулировочный винт 87.
Аналогично устроена вторая часть клеенамазной машины, размешенной на корпусе 72.
Верхняя часть узла предварительной склейки намазанных клеем деталей состоит из бесконечных ремней 88, натянутых .между блоками шкивов 63 и 89. Ось 90 регулируется по высоте винтами 91 и 92.
ки деталей состоит из бесконечных ремней 93. натянутых между блоками шкивов 56 и 94, а ось 95 регулируется по высоге винта.ми 96 и 97.
С помощью щестерен 53, 98, 99 и 100 при5 водятся во вращение валики /01 и 102. Между блоком шкивов 56 и валиком 101 надет струнный транспортер 103.
На участке транспортера от запуска до механизма нанесения клея и на участке транс0 портера от механизма нанесения клея установлено приспособление 104 для отгибания и прижима подкладки 43 к дольке 41.
Для готовых деталей на финише имеется бункер 105. 15 Агрегат работает следующим образо.м.
Стопки кожаных долек и текстильной подкладки укладываются в соответствующие магазины и поджимаются грузом 24. Тормоза .29, 30 и 31 устанавливаются так, чтобы детали 0 удерживались в магазине, а крайняя деталь плотно прилегала к присосам 25. 26. Нажатием кнопки «пуск включается электродвигатель / и электровибратор 49. Вакуумцилиндры 19 и 20 создают вакуум в системе; присо5 сы отделяют по одной дольке и прдкладке от их стопок в соответствующих магазинах.
Затем отключается вакуум, кожаная долька и подкладка, падая, движутся по направляющему каналу каждая в свою кассету. Вибрирующие стенки заставляют дольку и подкладку точно укладываться в кассету.
Кулачок 9 приводит в движение роликовый прижим 12, который, заходя в сквозной паз 48 вибробункера 59, прижимает дольку и подкладку к наклонной трассе 45 (см. фиг. 2).
Совмещенные детали движутся но наклонной трассе.и направляются роликовым прижимом 12 в просвет между двумя бесконечными ремнями 46 и 65. На участке транспортера ог запуска до ме ханизма нанесения клея края подкладки 43 посредством приспособления 104 загибаются вниз, а долька транспортируется в выпрямленном состоянии.
Затем долька 41 проходит между транспортирующими роликами 79 и 50 и намазным барабаном 75 обеи.х частей клеенамазного узла и промазывается.
Подкладка 43 проходит в промежутке между корпусами 72 75, затем с помощью приспособления 104 подкладка 43 подводится к дольке 41, и они вместе вводятся между ремнями 55 и 93. Сдублированные детали направляются по струнному транспортеру 103 к обжимным валикам 101 и 102 и затем падают в бункер. 5
Предмет изобретения
1. Агрегат для дублирования деталей, содержащий бункер с заготовками и кине.мати0 чески связанные с приводом механизм пощтучного отделения заготовок, механизм перемещения заготовок, механизм нанесения клея и механизм склеивания заготовок, сгли-. ющийся тем, что, с целью повыщения произщими кассетами со сквозным пазом для центрирования заготовок, приспособлением для отгибания и прижима одной из заготовок, а также прижимом, взаимодействующим через сквозной паз кассет с механизмом перемещения заготовок.
2. Агрегат по п. 1, отличающийся тем, что механизм перемещения заготовок состоит из верхнего и нижнего транспортеров, между рабочими ветвями которого перемещаются обрабатываемые заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакеторазборщик пиломатериалов | 1988 |
|
SU1613415A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| Устройство для наклейки круговых этикеток на изделия | 1989 |
|
SU1666377A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Устройство для нанесения клея | 1973 |
|
SU508248A1 |
| МАШИНА ДЛЯ НАКЛЕИВАНИЯ АКЦИЗНОЙ МАРКИ НА ГОРЛЫШКО УКУПОРЕННОЙ БУТЫЛКИ | 1997 |
|
RU2121454C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1969 |
|
SU249249A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБРАБАТЫВАЮЩЕЙ ЖИДКОСТИ НА КОЖУ | 1992 |
|
RU2057183C1 |
| Приспособление для автоматической подачи заготовки в горизонтально-сверлильных станках | 1940 |
|
SU86115A2 |