Изобретение относится к области литейного производства, а именно к связующим для формовочных и стержневых смесей, отверждаемых при тепловой обработке. Известны связующие для формовочных и стержневых смесей, отверждаемых при тепловой обработке, на основе кубовых остатков от дистилляции синтетических жирных кислот (СЖК) и растворителя, например, связующее на основе кубовых остатков от дистилляции СЖК с добавлением кубовых остатков производства алигоамидов 1 или связующее, представляющее собой эмульсию кубовых остатков от дистилляции СЖК в воде 2. Указанные связующие характеризуются недостаточно высокой способностью к упрочнению смеси после сушки и длительным циклом сушки. Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является связующее «КО-1, представляющее собой кубовые остатки от дистилляции в сочетании с растворителем, в качестве которого используются керосиновые фракции с добавлением остаточных полупродуктов переработки нефти в количестве до 15% по весу 3. Однако известное связующее также нуждается в улучшении его способности к упрочнению смеси после сушки и к сокращению продолжительности сушки. Кроме того, наличие в составе связующего остаточных полупродуктов переработки нефти (асфальтовосмолистых веществ) приводит к ухудшению санитарно-гигиенических условий труда в литейных цехах. Целью изобретения является повышение прочности форм и стержней и ускорение их сушки. Для достижения поставленной цели связующее для формовочных и стержневых смесей, включающее кубовые остатки от дистилляции СЖК и растворитель, дополнительно содержит кубовые остатки от производства амидоспиртов при следующем соотношении ингредиентов, вес. %: Кубовые остатки от дистилляции СЖК25-40 Кубовые остатки от производства амидоспиртов20-50 Растворитель Остальное Кубовые остатки от производства амидоспиртов представляют собой моноэтаноламиды, являющиеся продуктами конденсации низкомолекулярных кислот с числом углеродных атомов от Сз до Сд и моноэтаноламина. Характеристика кубовых остатков от производства амидоспиртов: Содержание моноэтаноламиРастворимость в петролейном эфире, % (не более)1
Содержание свободных аминов в пересчете на моноэтаноламин, %4-6
Эфирное число, мг КОН/г 120-150
Йодное число, мг/100г15-20
Гидроксильное число,
мг КОН/Г350-400
Пололсительное влияние кубовых остатков от производства амидоспиртов при их введении в связующее объясняется тем, что в отличие от кубовых остатков дистилляции СЖК они содержат в своем составе низкомолекулярные этаноламиды, сложные эфирные соединения с низкой температурой застывания, спирты низкомолекулярные не содержат свободных карбоновых кислот, способных к образованию ассоциатов, увеличивающих вязкость связующего. Содержащиеся в кубовых остатках низкомолекулярные амидоспирты улучщают диффузию молекул кислот в объеме растворителя, что повыщает ра€творимость кубовых остатков СЖК, а следовательно, снижает вязкость связующего, что в свою очередь . улучшает распределение
пленки связующего по поверхности зерен кварцевого песка со значительным повыщением текучести смесей. Хорошая совместимость с кубовыми остатками от производства амидоспиртов способствует повышению прочности отвержденной пленки связующего, а следовательно, и прочности смесей на разрыв в отвержденном состоянии. Присутствие в кубовых остатках от производства амидоспиртов гидроксильных групп (ОН) и амидных групп (НСО) способствует повышению адгезии связующего к кварцевому песку, а также повышению скорости реакции полимеризации связующего, благодаря чему сокращается продолжительность сушки смесей.
Увеличение в составе связующего кубовых остатков от производства амидоспиртов сверх 50% приводит к нежелательному повышению газотворности связующего и смесей, а уменьшение ниже 20% - к потере связующим способности к упрочнению смеси после сущки и к повыщению продолжительности сущки.
Изобретение иллюстрируется следующим примером.
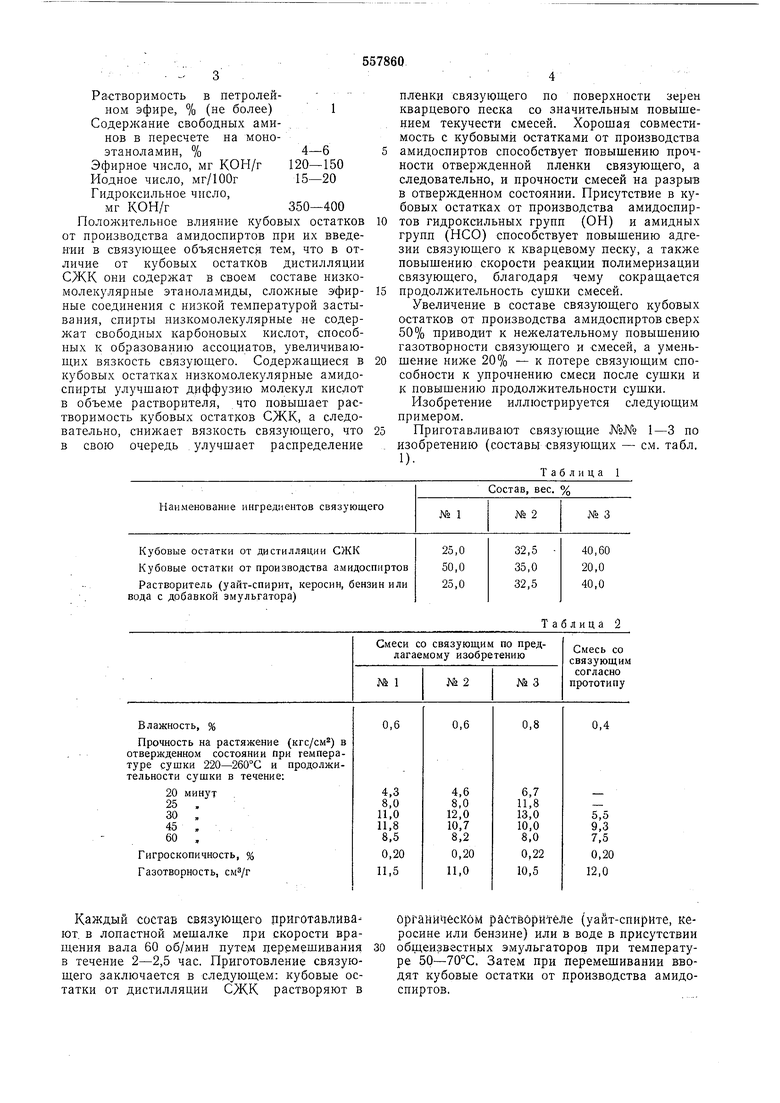
Приготавливают связующие №№ 1-3 по изобретению (составы связующих - см. табл.
1).
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Связующее теплового отверждения для формовочных и стержневых смесей | 1979 |
|
SU897385A1 |
| СВЯЗУЮЩЕЕ ДЛЯ СТЕРЖНЕЙ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА | 2011 |
|
RU2449855C1 |
| СВЯЗУЮЩЕЕ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1982 |
|
SU1081888A1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ | 1982 |
|
SU1077127A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2013 |
|
RU2533250C1 |
| Смесь для изготовления литейных форм | 1978 |
|
SU749536A1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ | 1981 |
|
SU1115308A1 |
| Смесь для изготовления литейных стержней и форм, отверждаемых тепловой сушкой | 1979 |
|
SU884824A1 |
| СВЯЗУЮЩЕЕ ДЛЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1973 |
|
SU381454A1 |
| Смесь для изготовления литейных форм и стержней,отверждаемых тепловой сушкой | 1980 |
|
SU954137A1 |
Каждый состав связующего приготавливают, в лопастной мешалке при скорости вращения вала 60 об/мин путем перемешивания в течение 2-2,5 час. Приготовление связующего заключается в следующем: кубовые остатки от дистилляции СЖК растворяют в
Таблица 2
Органическом растворителе (уайт-спирите, керосине или бензине) или в воде в присутствии общеизвестных эмульгаторов при температуре 50-70°С. Затем при перемешивании вводят кубовые остатки от производства амидоспиртов.
С использованием связующих №№ 1-3 приготавливались смеси для изготовления литейных форм и стержней, отверждаемых при тепловой обработке. Смеси содержали 98 вес. % кварцевого песка 1К02Б и 2 вес. % связующего.
Для приготовления смесей использовались лабораторные смешивающие бегуны модели 018. Продолжительность перемещивания ингредиентов смеси составляла 3 мин.
Свойства смесей со связующими №№ 1-3, а также со связующими согласно выбранному прототипу, показаны в табл. 2.
Как видно из таблицы 2, введение в состав связующего кубовых остатков от производства амидоспиртов способствует повышению прочности смесей при одновременном сокращении продолжительности сушки с 45- 60 мин до 25-30 мин.
Предлагаемое связующее может быть модифицировано другими известными связующими добавками, например, сульфитно-спиртовой бардой, сульфитно-дролсжевой бражкой, декстрином. При этом наблюдается дальнейшее повышение прочности смесей. Так при использовании в составе смеси 2 вес. 1% связующего № 3 согласно предлагаемому изобретению, 2 вес. % сульфитно-спиртовой барды и 96,0 вес. % кварцевого песка 1К02Б прочность смесей на растяжение в условиях описанных выше режимов сушки через 20 мин сушки составляла 10 кгс/см, а через 30 мин сущки - 14,5 кгс/см.
Предлагаемое связующее для литейного
производства позволяет повысить производительность сушильных агрегатов за счет сокращения времени сушки стержней. Повышение прочности смесей на предлагаемом связующем дает возможность снизить расход связующего, а следовательно, снизить себестоимость отливок, а также улучшить санитарногигиенические условия труда в литейных цехах.
Формула изобретения
Связующее для формовочных и стержневых смесей, включающее кубовые остатки от дистилляции синтетических жирных кислот и растворитель, отличающееся тем, что, с целью повышения прочности форм и стержней и ускорения их сушки, оно дополнительно содержит кубовые остатки от производства амидоспиртов при следующем соотношении ингредиентов, вес. %:
Кубовые остатки от дистилляции синтетических жирных кислот25-40 Кубовые остатки от производства амидоспиртов20-50 Растворитель Остальное Источники информации, принятые во внимание при экспертизе:
