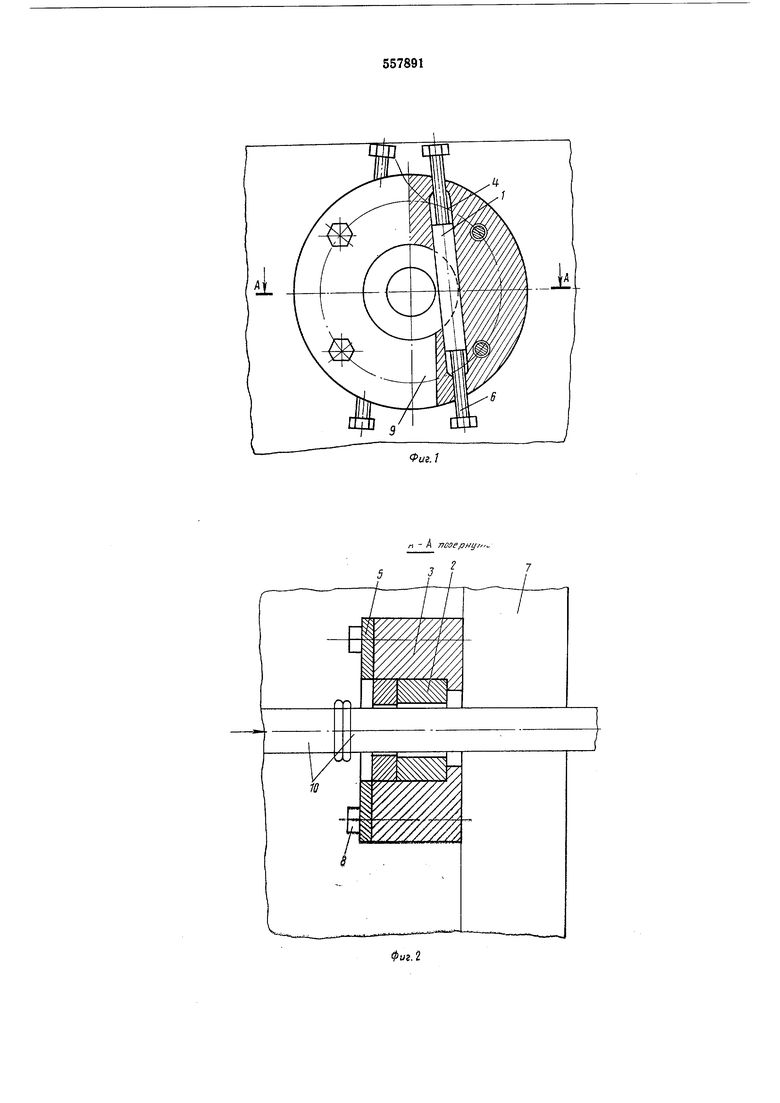
перед цилиндрической фильерой 2 выполняющей роль основных ножей, в корпусной детали 3 в пазах 4. Дополнительные ножи фиксируются в пазах 4 при помощи передней крышки 5. Передвижение дополнительных ножей вдоль пазов осуществляется при помощи болтов 6, количество которых зависит от количества устанавливаемых дополнительных ножей. Устройство установлено на передней плите 7 неподвижного зажима машины для сварки трением при помощи болтов 8. Срезанный грат выпадает из корпусной детали через прорезь 9.
Срезание грата происходит следующим образом. Полностью собранное устройство устанавливается на передней плите машины для сварки трением. Затем устанавливают во вращающий и в неподвижный зажимы свариваемые заготовки 10 и производят их сварку.
После сварки заготовок дают дополнительное осевое усилие вращающемуся зажиму машины для сварки, который имеет возможность перемещаться в сторону неподвиж.ного зажима машины вместе со свариваемыми заготовками. При этом грат, образовавшийся в процессе сварки, разрезается сначала дополнительными ножами 1, а затем срезается полностью цилиндрической фильерой 2. Срезанные куски грата выпадают через прорезь 9 в корпусной детали 3.
Когда подается дополнительное осевое усилие для срезания грата, неподвижный зажим открывается. По окончании процесса срезания грата подвиЖНый зажим открывается и сваренные заготовки удаляются.
Преимущество предлагаемой конструкции заключается в том, что, во-первых, ножи имеют возможность перемещаться в пазах, например, при помощи регулировочных болтов, эксцентриков или других известных способов, благодаря чему увеличивается в несколько
раз длина режущей поверхности инструмента, во-вторых, имеется возможность поворачивать .нож вокруг оси и тем самым менять режущие грани.
Возможность увеличения режущей поверхности за счет перемещения ножей в пазах и поворотов их, во много раз увеличивает срок службы инструмента, т. е. его долговечность. Кроме того, для сварки деталей различного
диаметра можно использовать одинаковые ножи. При этом, меняя расположение ножей, обеспечивается снятие нарул ного грата у широкого диапазона диаметров свариваемых деталей.
В предлагаемом устройстве возможна быстрая смена изношенного инструмента, несложность его изготовления и восстановления, что снизит себестоимость и уменьшит время переналадки машины.
Формула изобретения
Устройство для удаления наружного грата при сварке давлением, содержащее корпус с
размещенными в нем основными ножами для удаления грата и дополнительными для расчленения его на части, отличающееся тем, что, с целью повышения долговечности и технологичности конструкции, в корпусе выполнены цилиндрические пазы с осями, параллельными плоскости сварки, в которых с возможностью поворота и продольного перемещения установлены дополнительные ножи, выполненные в виде правильных многогранНИКОВ.
Источники информации, принятые во внимание при экспертизе:
1. Патент Франции № 1589186, кл. В 23К, опублик. 1970 г.
2. Авторское свидетельство № 484942, кл. В 23D 35/00, 1972 г. (прототип).
ФигЛ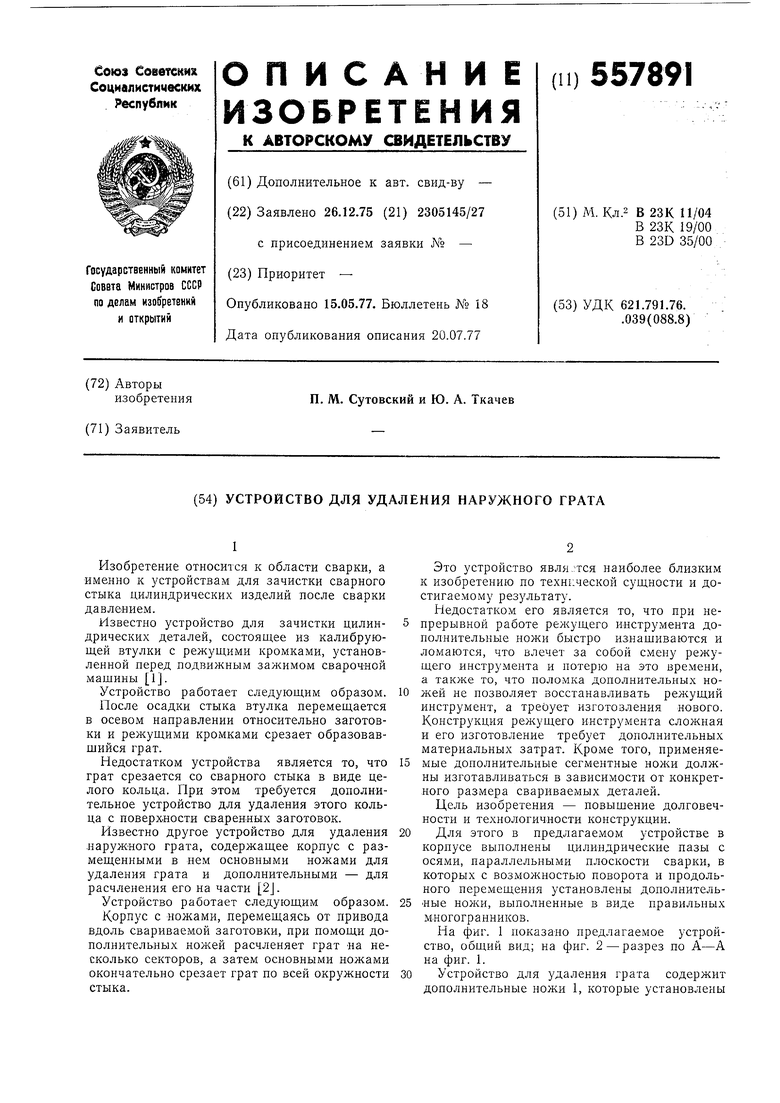
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления наружного грата | 1983 |
|
SU1140913A2 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| Устройство для удаления грата с проволоки | 1980 |
|
SU961799A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| Устройство для удаления внутреннего грата после сварки давлением | 1977 |
|
SU648363A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| Устройство для удаления внутреннего грата | 1980 |
|
SU927459A1 |