(5) УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2393560C2 |
| Устройство для удаления внутреннего грата после сварки давлением | 1977 |
|
SU648363A1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| Устройство для сварки трением трубчатых изделий | 1979 |
|
SU772772A1 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Устройство для удаления наружного грата | 1975 |
|
SU557891A1 |
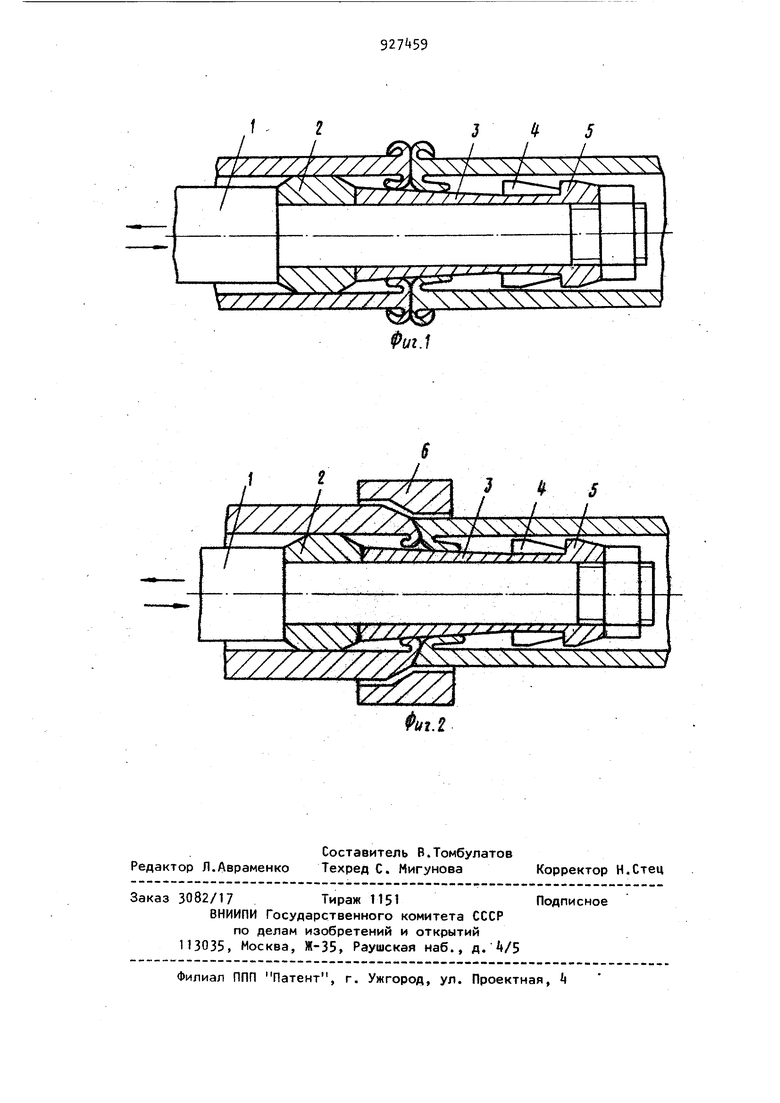
Изобретение относится к сварке давлением, в частности к устройствам для удаления внутреннего грата. Известны устройства, предотвращающие сужение проходного сечения гратом (сварка с принудительным формированием) . При этом в зоне сварного стыка устанавливают оправку на тяге, которую удаляют после окончания сварки движением вдоль оси сваренных деталей ГП. Трубчатые сварные изделия, полученные сваркой трением с принудительным формированием имеют внутри неболь шое количество грата, вытянутого чулком . Образовавшийся грат в процессе эксплуатации подвергается эррозии и, например, в бурильных трубах и полых насосных штангах, может быть срезан потоком жидкости и вынесен к турбобуру или глубинному насосу, что приведет к,аварии. Наиболее,близким к предлагаемому по технической сущности является устройство для удаления внутреннего грата, содержащее смонтированные на штанге кольцевые режущие элементы 2}. Известное устройство обладает следующими недостатками. При сварке трубчатых деталей с малыми внутренними диаметрами (особенно у толстостенных деталей), образующийся грат оставляет проходное сечение весьма малым, а иногда и вовсе перекрывает его. При этом для введения инструмента необходимо уменьшить его конструктивные элементы до таких размеров, при которых не обеспечивается прочность самого инструмента. Если же вводить инструмент в полость свариваемых деталей до сварки, то образующийся грат обволакивает инструмент и либо приваривается к нему, либо остается кольцом после его срезания на инструменте, что влечет за собой необходимость разборки и ремонта инструмента. Целью изобретения является повышение износостойкости устройства и улучшение качества сварного соединения путем направленного формирования грата. . Указанная цель достигается- тем, что устройство для удаления грата, содержащее установленные на штанге кольцевые режущие элементы, снабжено смонтированной на штанге конусной втулкой, вершиной конуса, обращенной в сторону расположения режущих элементов, диаметр которых больше диаметра основания конусной втулки и равен внутреннему диаметру сеариваемых деталей, при этом кольцевой режущий элемент, расположенный не посредственно у конусной втулки, выполнен с продольными пазами. На фиг. 1 представлено устройство установленное в свариваемые трубы; общий вмд; на фиг. 2 - то же, при сварке с принудительным формированием, общий вид. Устройство состоит из штанги 1, имеющей привод от механизма, обеспечивающего перемещение устройства в осевом направлении, центратора 2, конусной втулки 3, выполненной за одно с кольцевыми режущими элементами и 5- Конусная втулка выполнена с углом наклона конуса в сторону, противоположную направлению извлечения устройства. Режущий элемент 4, диаметр которого больше диаметра большего основания конусной втулки, выполнен с продольными пазами, а режущий элемент 5, диаметр которого равен диаметру режущего элемента, выполнен кольцевым, формирующая втул ка 6 устанавливается для формировани наружного грата в случае разностенны деталей. Устройство работает следующим образом. Перед сваркой штанга 1, перемещаясь, устанавливает конусную втулку 3 (выполненную, например, из металло керамики для повышения ее износостой кости) в районе сварного стыка. При этом образуется кольцевая полость между втулкой 3 и свариваемыми детал ми. В процессе сварки внутренний гра охватывая конусную втулку, начинает вытягиваться вдоль нее в направлении меньшего диаметра конуса из-за большей свободы движению. По окончании сварки штанга 1, перемещаясь в обратном направлении, сдергивает втулку с грата, режущим элементом 4 с пазами сначала рассекает грат на несколько частей, а затем режущим элементом 5, срезая оставшийся грат, калибрует отверстие. При сварке с принудительным формированием грата он формируется между формирующей втулкой 6 и конусной втулкой 3, заполняя снаружи полость втулки 6, а внутри - вытягиваясь чулком. Затем режущие элементы k и 5 просекают и удаляют грат. При такой конструкции кольцевая полость, образованная свариваемыми деталями и конусной втулкой, позволяет грату свободно нормироваться и облегчает условия пластического деформирования При осадке, что повышает прочностные свойства сварного соединения. Применение устройства, вытяГивающего грат 8 направлении конуса, позволяет увеличить размеры проходного отверстия в грате, а следовательно - повысить износостойкость инструмента в целом за счет улучшения его размеров. Формула изобретения Устройство для удаления внутреннего грата, содержащее установленные на штанге кольцевые режущие элементы, отличающееся тем,что, с целью повышения износостойкости устройства и улучшения качества очистки путем направленного формирования грата, устройство снабжено смонтированной на штанге конусной втулкой, жестко связанной со стороны меньшего основания с режущими элементами, диаметр которых больше диаметра большего основания конусной втулки и равен внутреннему диаметру свариваемых деталей, при этом кольцевой режущий элемент, расположенный непосредственно у конусном втулки, выполнен с продольными пазами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 229936, кл. В 23 К 19/02, 21.09.62. 2.Патент США № 3719983, кл. .3, 13.03.73(прототип).
f г
I I
f
V У с:--. //////// / / /tX X / ; t «W ««b eefcei fa ee«ifieii« % X.- - JL ,,Л.- ХчЧ X. gf T /T jfc;; У/7//7/.
J t 5
I / /
ш/ ( j. f j / 4t / /
