Изобретение относится к области сварки трением и может быть исполь зовано во всех отраслях народного хозяйства, где применяется сварка трением и требуется удаление наруж ного грата, в частности в крупносе рийном производстве, где для обеспечения высокого качества сварных соединений на деталях, свариваемых из заготовок различной длины, требуется удаление наружного грата, например при изготовлении бурильны труб с приварными соединительныки замками. Известно-устройство для удаления наружного грата при сварке трением выполненное в виде вращающейся втулки с резцом, установленной на шпинделе Однако в тех случаях, когда заго товки по длине различаются на величину,- чем ширина резца, для обеспечения возможности удаления грата после сварк;и необходимо перемещать резцовый суппорт в осевом направлении относительно Станины в зависимости от конкретной длины каждой из свариваемых заготовок. Перенастройка машины в зависимости от длины каждой из свариваемых деталей неприемлема в условиях крупносерий.ного и массового производств, т.е. там, где эффетивно применяется процесс сварки трением на поточных линиях . Наиболее близким к изобретению является машина для сварки трением, включающая переднюю бабку с зажимны патроном, закрепленным на шпинделе, невращающийся зажим, установленный с возможностью осевого перемещения, и резцовый суппорт с резцом, установленный с возможностью радиального перемещения 2. Изготовление сварных деталей из заготовок, различающихся по длине, на этой машине в условиях крупносерийного и массового производств не приемлемо, т.е. для удаления грата необходима перенастройма машины в зависимости от длины каждой из свариваемых заготовок. Так, наприме при сварке трением приварных замков, имеющих допуск по длине свыше 40 мм, с бурильными трубами снятие наружного грата на известной машине не представляется возможным. Целью изобретения является обеспечение возможности удаления наружного грата в горячем состоянии у деталей, сваренных из заготовок различной длины, и повышение качест ва свариваемых изделий. Поставленная цель достигается тем,.что машина для сварки трением, включающая переднюю бабку с зажимным пaтpoнoм закрепленным намипинделе, невращающийся зажим, установленный с возможностью осевого перемещения, и резцовый суппорт с резцом, установленный с возможностью радиального перемещения, снабжена упором, корпус невращающегося зажима снабжен направляющими, в которых установлены резцовый суппорт с резцом и упор, причем упор смещ.ен относительно резца в сторону шпинделя на величину, равную половине полной величины осадки. На фиг.. 1 приведена машина для сварки трением; на фиг. 2 - сечение А-А на фиг. 1. Машина состоит из станины 1, на которой установлена передняя бабка 2. В корпусе передней бабки 2 на опорах установлен шпиндель 3, предназначенный для передачи вращения в процессе нагрева трением одной из свариваемых заготовок. В ишинделе 3 установлен упор 4, служащий }У1Я восприятия осевых усилий в процессе сварки, зажимной патрон 5 для закрепления вращающейся заготоззки 6. Направляющие 7 предназначены .для перемещения относительно станины корпуса 8 зажима д (в данном варианте 2 зажима /невращающейся при сварке заготовки 10. К корпусу 8 закреплены направляющие 11, по которым перемещается от общего привода 12 дополнительный упор 13, служащий для выставления приваривасгмого торца невращающейся заготовки на постоянный размер относительно зажима 9, и резцовый суппорт 14 для удаления наружного грата, образующегося в процессе сварки, причем плоскость симметрии режущей резца 14 смещена относительно боковой поверхности упора 13 со стороны зажима 9 на вели-. чину, равную половине полной осадки. Эта величина смещения устанавливается расчетным путем и зависит от требуемой величины осадки в процессе сварки трением для получения качественного сварного соединения (величина осадки задается в зависимости от сечения и материала свариваемых заготовок, а величина грата зависит от заданной величины осадки, и его оптимальная величина устанавливается экспериментально на опытных образцах заготовок ), Привод 12 выполнен в виде силового гидроцилиндра 15 двухстороннего действия с поршнем 16, подпружиненным пружинами 17 с обеих сторон, и соединен тягами 18 с корпусами резцового суппорта 14 и дополнительного упора 13. Благодаря такой конструкции работа привода 12 (подача масла .под давлением в полости гидроцилиндра 15 I сблокирована так, что дополнительный упор перемешивается к оси машины только в исходном положении корпуса 8 зажима 9 невращающейся заготовки, т.е. масло под давлением подается в правую полость гидроцилиндра 15. После.установки на минимальный постоянный вылет и закреп ления невращающейся заготовки 10 в зажиме 9 давление в правой полост гидроцилиндра 15 снимается, и пружины 17 через тяги 18 по направляющим 11 возвращают дополнительный упор 13 и резцовый суппорт 14 в исходное положение. Перемещение резцового суппорта 14 с резцом к оси машины для срезания наружного грата осуществляется подачей давления масла в левую полость гидроцилиндра 15 только в крайнем рабочем положении корпуса 8 зажима 9 после протекания процесса сварки. После удаления наружного грата давление масла снимается и пружины ,17 возвращают резцовый суппорт и до полнительный упОр в исходное полож ние. Такая конструкция общего дифференциального привода перемещения резцового суппорта и дополнительно упора в рабочие положения позволяе исключить аварийные ситуации при протекании процесса сварки, и тем самым уменьшить количество бракова ных сварных изделий. MawHHa для сварки трением работа ет следующим образом. Перед началом сварки заготовка подается в итиндепь 3 до соприкосн вения с упором 4 и закрепляется патроном 5. Корпус 8 зажима 9 невр щающейся заготовки 10 находится в крайнем исходном положении (край нее правое ), при этом зажимы 9 раскрыты и дополнительный упор 13 от привода 12 по направляющим 11 перемещают к центру оси машины так чтобы край упора 13 находился прим но на оси машины. Затем в зажимы 9 подается заготовка 10 до соприкосн вения с рабочей поверхностью упора 13, после чего производят закрепле ние заготовки 10 в зажимах 9. Посл закрепления заготовки 10 упор 13 .отводят в исходное положение. Зате начинают процесс сварки, при этом заготовка 6 начинает вращаться вме те с патроном 5 и шпинделем.3, а заготовка 10, закрепленная в зажим 9 вместе с корпусом 8, начинает перемещаться по направляющим 7 в с рону шпинделя с осевым усилием, достаточным для получения качестве ного сварного соединения (усилие нагрева). После соприкосновения торцов заготовок 6 и 10 происходит интенсивный разогрев стыков загото вок б и 10 до необходимой заданной температуры, при которой металл заготовок в зоне разогрева находится в пластичном состоянии, затем при достижении заданной температуры разогрева стыков производят осадку (мгновенное повышение осевого усилия приблизительно в два раза при неподвижных заготовках. В результате осадки горячий металл в зоне стыка, находящийся в пластичном состоянии выдавливается наружу в виде кольцеобразного гребешка (горячий грат). В э.тот момент длина свариваемых заготовок уменьшается на величину, линейной величине осадки (величина перемещения корпуса 8 с зажимами 9 и закрепленной в них заготовки 10), и корпус 8 с зажимами 9 приходит в крайнее рабочее положение. Затем раскрепляют невращающуюся заготовку 10 в зажимах 9 и одновременно подводят резцовый суппорт 14 по направляюошм. 11 приводом 12 в рабочее положение (к оси машины до соприкосновения с горячим гратом). После раскрепления заготовки 10 начинают вращение сваренной детали (из заготовок 6 и 10), закрепленной в патроне 5,. шпинделем 3 и в результате Удаляется горячий грат резцом 14 до требуемой чистоты наружной поверхности стыка. Так как плоскость симметрии режущей части резца 14 смещена относительно боковой поверхног-;и ..гора 13 со стороны зажима 9 на величину, равную половине полной величины осадки, то это позволяет полностью удалить наружный грат при укорочении свариваемых заготовок в процессе осадки, при этом прикладываемое усилие резания на резец небольшое, так как грат горячий. После удаления наружного грата вращение шпинделя прекращают и одновременно резцовый суппорт 14 с резцом отводят в исходное положение. Затем сваренную деталь раскрепляют в патроне 5 и удаляют ее из машины и одновременно корпус 8 с зажимами 9 перемещают по направляющим 7 в исходное положение. Блокировка привода перемещения резцового суппорта и дополнительного упора (упор перемешается в рабочее положение только в крайнем исходном положении зажима, а резцовый суппорт - только в крайнем рабочем положении зажима) полностью позволяет исключить аварийные ситуации, возникаюошё при неправильном порядке работы этих узлов машины (поломка узлов, брак по сварному соединению/ некачественная обработка наружного грата и т.д.).
Таким образом, предлагаемая машина для сварки трением позволяет в отличие от известной обеспечить удаление наружного грата вне зависимости от длины свариваемых заготовок, что обуславливает повышение эффективности и снижение себестоимости процесса сварки трением.
Кроме того, для некоторых изделий ответственного назначения, эксплуатирующихся в условиях сложного- нагружения, например бурильные трубы с приварными замками, очень важно обеспечить качественную термическую обработку сварного соединения, которая производится после сварки до механической обработки, так как термообработка этих изделий производится с нагревом ТВЧ удаление наружного грата является крайне желательным, в связи с тем,.что при наличии грйта нагрев соединения ТВЧ происходит неравномерно из-за разных сечений и сложной формы. Поэтому удаление грата в этом случае
крайне необходимо для обеспечения высокого качества бурильных труб. Однако допуск на изготовление приварных замков по длине порядка 40 мм не позволяет производить удалние грата на известной машине для сварки трением. Предлагаемая машина позволяет удалять горячий наружный грат на бурильных трубах вне зависимости от сильно различающихся по дЛине приварных замков, т.е. обеспечит возможность проведения качественной термообработки ТВЧ сваных соединений и, следовательно, повысит качество и уменьшит аварийность при эксплуатации бурильных труб, изготовляемых .на поточных линиях при крупносерийном и массовом производствах, когда переналадка и перерегулировка режущих инструментов под каждую свариваемую заготовку сильно снижает эффективность применения сварки трением и самого процесса изготовления бурильных труб с приварньми замками.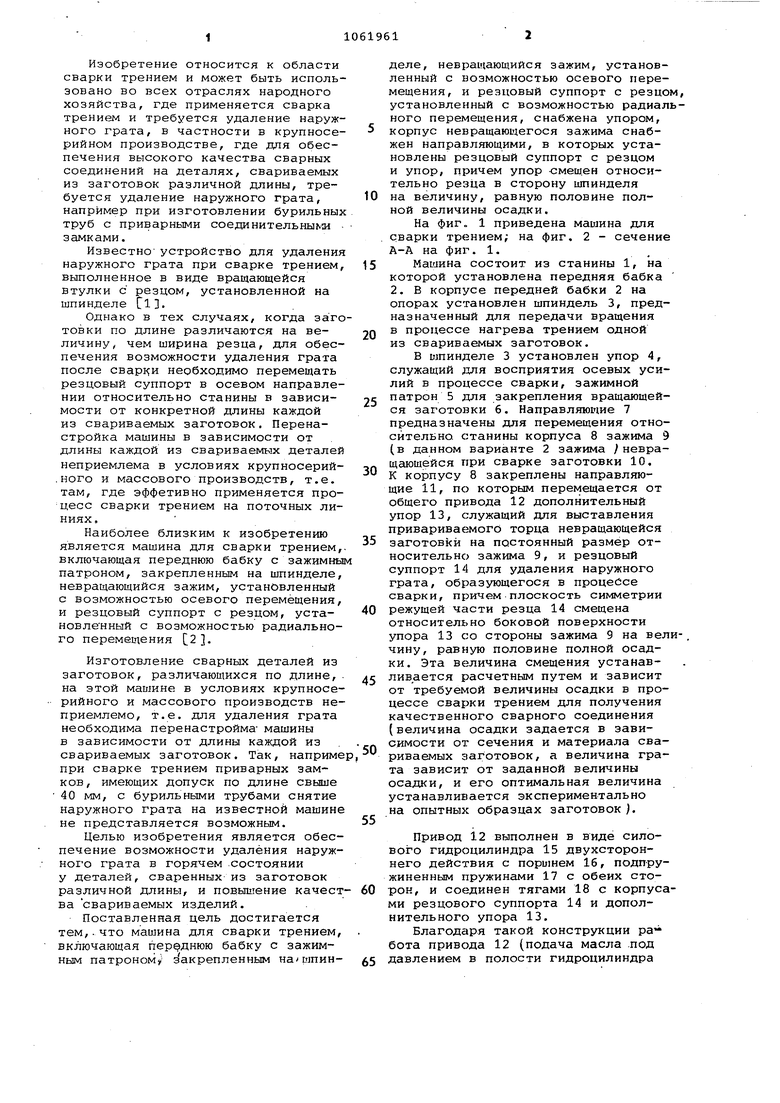

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения перекоса осей цилиндрических деталей при сварке трением | 1980 |
|
SU956198A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| Пневмогидравлический привод машины для сварки трением | 1986 |
|
SU1333510A1 |
| Способ сварки трением | 1981 |
|
SU998057A1 |
| Устройство для сварки трением трубчатых изделий | 1979 |
|
SU772772A1 |
| Суппорт | 1985 |
|
SU1324802A1 |
| Станок для сварки трением | 1960 |
|
SU145120A1 |
| СОЕДИНЕНИЕ ТРУБЧАТЫХ ДЕТАЛЕЙ СВАРКОЙ ТРЕНИЕМ И СПОСОБ СВАРКИ ТРЕНИЕМ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2006 |
|
RU2366551C2 |
| Машина для контактной стыкойвой сварки | 1971 |
|
SU521092A1 |

W
/ / /
П 12 1
9иг.2
/5 15 17 19
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для удаления грата при сварке трением | 1973 |
|
SU469557A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ | 0 |
|
SU297447A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
