1
Изобретение относится к автоматике и вычислительной технике и предназначено для учета простоя по каждой единице оборудования и суммарного простоя, контроля хода технологического процесса, конт)оля выработки и контроля качества.
Наиболее близким к изобретению техническим решением является усройство по основному авт , свид. № 5197 41, содержащее датчик и табло, подключенные к блоку согласования, соединенному с одним из входов блока управл«1ия, другие входы которого подключены к блоку памяти и к пульту, генератор импульсов, подключенный к входу счетчика общего времени, выход которого соединен с одним из входов блока сравнения, один из выходов которого подключен к счетчику времени простоя, другой выход блока сравнения соединен с соответствующим входом блока управления, а третий вы- ход блока сравнения подключен к параллельным цепочкам из последовательно соединенных блока умножения и триггера, выход каждого из которых через элемент И и счетчик продукции соединен с соответствующим
входом блока управления, остальные входы которого подключены к выходу триггера и через счетчик количества операций и дещифратор к блокам умножения и к входу элемента И, а выход блока управления соединен с другим входом блока сравнения l .
Это устройство осуществляет учет простоя на каждой единице оборудования и суммарнь й учет простоя, учет выработки и контроль выполнения технологического процесса по каждой единице оборудования.
Однако при контроле группы оборудования связанной единым технологическим процессом, необходимо контролировать соотношение суммарной выработки оборудования одного типа относительно другого с целью регулирования и поддержания его на определенном уровне. Определение количественных соотнои-ений межпроизводственных связей может быть осуществлено согласно следующему выражению.
N -К const,
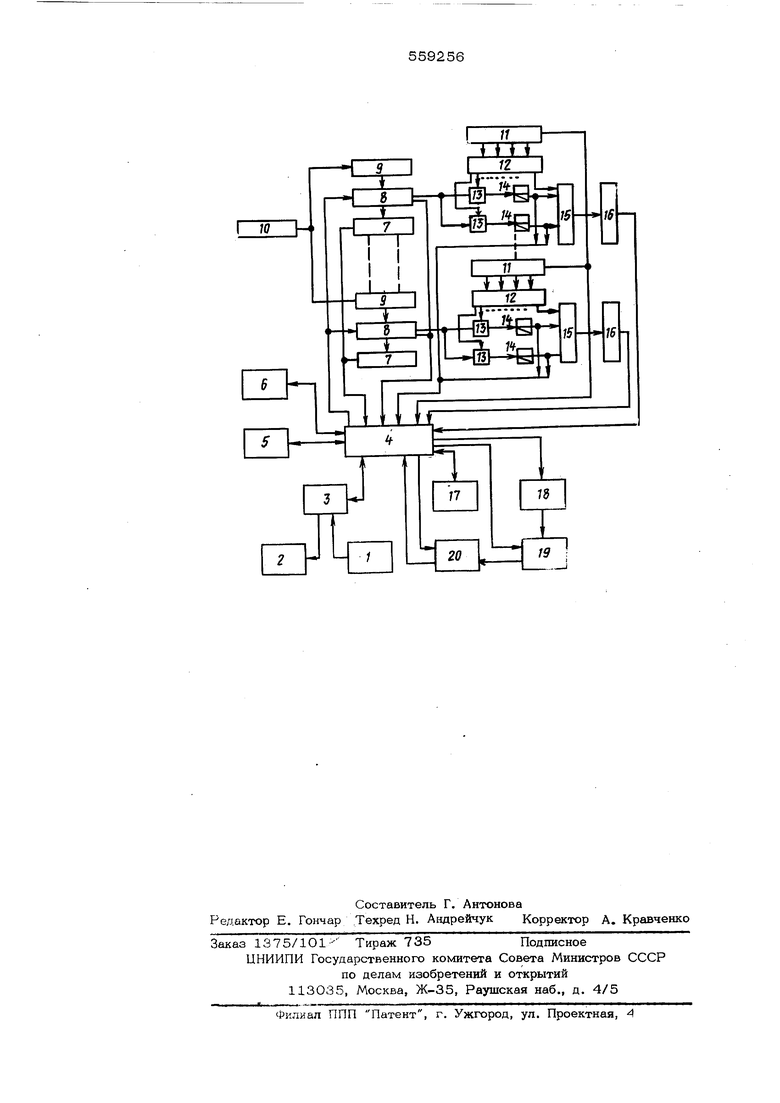
где - суммарная выработка оборудования i-го типа; m суммарная выработка оборудования J-го типа; коэффициент перевода суммарной выработки оборудования i-го типа в величгану одноразмерную с суммарной выработкой оборудования j-ro типа; N - величина незавершенного производства, т,е, велет Ена выработки оборудования i -го типа, неиспользуемая оборудованием j -го типа. Это величина постоянная и выбирается из условия ритмичной работы всей группы оборудования. Нарушение этого условия приводит к неритмичности работы всей группы оборудоьания. При этом на ритмичность влняют как уменьшение 8ел:ачины незаверп;еиного проиаводства, что влечет за собой простой н, отсутствия полуфабрикатов, так и чре-зггэрко перевыпопнеяие норм выработки обор;/дозанием одного типа относительно другил, что приводит -ic созданию неиспользуек-лсго ssucica полуфабрика-гов, Е:сли учесть iна.прк;- 18р, з шин ной промьп-шенкссти;; что на xpeneiiss полу фабрикатов ОТБОДЙТСЯ определенное Бре--ш,, -к, создание кейс пользу еыо1Х запаса может при вести X Dpaj;;y., Цель иаобретекия иовьпиениа точности контроля Достиг-ает.:я зах) тем, что Б известное устройство дололннтэльно введены сумматор блок умножения, блок вычитания к до;1;елни-тельный блок сравкения, npH4eivi вход и выход сумматора соединены соотБвтствекно с зыходом и входом блоха упра:злйкйЯ; вход блока умножения соединен с выходом блока управлекия, первый вход блока вычктанля соединен с выходом блоке умножения, второй вход - с аь;кодом блока упрльлзккя. аер&ый вход дополпитольлогс блоха орг илох;;-.л сое-динен с 8ЫКОДОМ блока вьгчктаиая, а в-птрой Злод и выхоа - соотзетстйекно с вьпюдом и входом блока уггоавления. На чертеже представлена блок-схема усТ ройства для келтроля работы оборудования. Предлагаемое устройство содерк-шт датчики (путевые перекшочатели 1 ) табло 2. соеди.ненные через блок согласованиЕ 3 с блоком управления 4, с которым соединакы культ 5, блок памяти 6, счеачик времегк простоя 7, блок сравнения 8 -соединенный со счет-чиком общего времени 9. Счетчик 9 соединен с генератором импульсов 10. Кроме этого устройство содержит счетчик количест ва-операции 11, соединенньгй с дешифратором 12, выходы которого соединены с блоком умножения 13... . 13,,., соединенны,;: с Количество триггером ров и блоков умножения: равно количеству контролируемых операций в конкретном технологическом процессе, выходы триггеров соединены с входами первого элемента И 15, выход KO:i:-cporo соединен со счетчиком продукции 16,. а его выход соединен с блоком управлений 4, В состав устройства входит также сумтлатор 17, входы которого соединены с бпокомуправаения 4, блок y,iножения 18, входы которого соединены с соответствующими выходами блока улравле1-шя 4, блок вычитания 18, первый вход которого соединен с соответствующим выходом блоке угфавления 4, второй вход с выходом блока умножения 18, б,пок сравнения 20. первь й вход которого соединен с в,,плодом блока аь:гчитания 18, второй вход с сооч-зетстЕлтол: ,-: выходом блока управлений 4j а выкод с соответствующим входом &ТОГО блока Учет выработки ло калздой единице оборудо,ваниз ос дествпяется путем логтгческой сбр,аботки сигя.алов, .поступа.ющих с датчиков через блог; согласования 3 в блок уп;р,авлелкя 4, Логк еская обработка сигналоа за,к;г очается в контроле их продолжительности nyTevi сравнения в блоке сравнения 8 реальржго воеменв выполнения опесации t, счетчика общего времени к, поступающими из блока -1а .ььгходе блока управления 8 поЕвлкется четыре сигнала; р , , г „ - t р и снпкал кон.ца операции сравнения, до которому осуществляется сброс счетчика общегх) Бремени 9. При рСигнал поступа.:г на зервьтй вход блока умножения 13, :на второй вход которого пос.гупает сигнал черео дешифратор 12 со счетчика количества опер,з,т.ий 11„ Сигнал ка выходе блоков запо,-::®-:ается в триггерах. 14. Количество триггеров 14 :Е блоков ут.,сжжения 13 рав™ яо колз-р еству контролируемых операций в конхретком те1шолог:ическом процессе. При правильном в,едении технологических процессов, т,е. ,в:ыполнении условия Aa)-B(t)-C(i)---. , где А, Б, С технологические операции конкретного технологического процесса, коныокция поступающих сигналов осушествляеа-ся после вы:полнения последней технологической операции, .При налкчик едннгШЫ во всех ячейках ,1амяти триггеров 14 по концу выполнения последней операции на выходе элемента И 15 появляется сигнал, свидетельствующий, что на этом оборуцоватгйи технологический регламент не нЕрушается: и в счетчик выработанной продукции 16 заносится единица, из счетчика 16 данные о выработке через блок управления 4 заносятся в блок памяти 6. При пропуске какой-нибудь операции и нарушении технологического регламента содержимое триггеров .. Т„ и содержимое схемы сравнения переписывается через устройство управления 4 в блок памяти 6, Если ip- к, то содержимое схеиы сравнения 8 переписывается в счетчик величины простоя 7. По концу сравнения осуществляется сброс счетчича реального времени 9. Счетчики реального времени управляются по сигналам от таймера 1О поочередно-. Блек управления заносит в су /п-латор 17 данные о выработке сборудовакия одного типа, где они суммируются и результат поступает через блок управления на вход блока умножения 18, На второй вход этого блока из схемы управления поступает коэ4х|)Ш1иент перехода суммарной выработки оборудования j -го типа в величину, одноразмерную с сум марной выработкой оборудования f-го типа. Результат поступает на вход блока вычитания 19, а на второй его вход поступают дан ные о суммарной выработке оборудования т -го типа. Полученный результат представляет собой реальную величину незавершенного производства Np , которая поступает на вход блока сравнения 2О, на второй вход ко торого поступает на устройства управления нормируемая величина незавершенного производства N н для данной технологической связи, а полученный результат поступает на соответствующий вход блока управления. ЕсЛИ Np N или Np то на пульт вводавывода поступают оперативные данные о неритмичности, что позволяет оперативно принять решение. Этот процесс будет повторяться столько раз, сколько технологических связей в данной группе оборудования. Управление работой всей схемы, ввод новых констант и вывод на печать результатов учета и контроля осуществляется по командам блока управления 4, через пульт ввода-вывода 5; визуальное отображение результатов учета и контроля осуществляется также по команде из блока управления 4 на цифровом табло индикации 2. Ф о изобретения Устройство контроля работы оборудоваi-ffiHno авт. свид.№51.9741,о т л и ч а ющ е е с я тем, что, с целью повышения точности контроля, в него введены сумматор, блок умножения, блок вычитания и дополнительный блок сравнения, причем вход и выход сумматора соединены соответственно с выходом и входом блока управления, вход блока умножения соединен с выходом блока управлеш€Я, первый вход блока вычитания соединен с выходом блока умножения, второй вход - с выходом блока управления, первый вход дополнительного блока сравнения соединен с выходом блока вычитания, а второй вход и выход - соответственно с выходом и входом блока управления. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 519741, М.Кл. Q О7 С 3/04, 10.05.75,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и управления производством | 1976 |
|
SU601699A1 |
| Устройство для контроля работы оборудования | 1975 |
|
SU519741A1 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1979 |
|
SU842886A1 |
| Устройство для контроля и учета работы оборудования | 1978 |
|
SU898476A2 |
| Устройство для контроля энергопотребления | 1986 |
|
SU1437878A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ НАГРУЗКОЙ | 1991 |
|
RU2030057C1 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| Способ определения производительности ленточного конвейера и устройство для его осуществления | 1982 |
|
SU1167439A1 |
| ПРОЦЕССОР ДЛЯ ЦИФРОВОЙ СИСТЕМЫ ОБРАБОТКИ ДАННЫХ | 1971 |
|
SU305477A1 |
| Частотно-импульсное пересчетное устройство | 1986 |
|
SU1406754A1 |