1
Изобретение относится к устройствам автоматизированного контроля и учета работы оборудования и может быть применено в системах диспетчерского и автоматизированного учета вы пуска штучной продукции и простоя оборудования на предприятиях крупносерийного и массового производства, где по технологическому процессу требуется выдержка времени, например при прессовании изделий из реактопластов и резины.
По основному авт.св. N известно устройство для контроля и учета работы оборудования, содержащее панель пуска, формирователь импульсов, генератор импульсов, подключенный к одному из входов третьего элемента И,блок задания выдержки времени, первый и второй элементы И, счетчик простоев, блок управления, счетчик готовой продукции , табло и счетчик нарушений режимов, один из выходов формирователя импульсов
через блок управления подключен к входу первого элемента И, одному входу второго элемента И, другой вход которого соединен с генератором импульсов, а выход - с одним из входов блока задания выдержек времени, выход которого подключен к счетчику готовой продукции, одному из входов блока управления и к одному из Входов формирователя импульсов, второй выход которого подключен к первому элементу И, выход которого соединен с одним из входов блока управления, табло и счетчиком нарушений режимов, вторым входом блока задания выдержек, элемент НЕ, вход которого подключен к выходу блока управления, а выход - к второму входу третьего элемента И, и последовательно соединенные блок задания суммарного времени технологических пауз и четвертый элемент И, другой вход которого подключен к выходу третьего элемента И, а выход 3898
к счетчику простоев оборудования, вход блока задания суммарного времени технологических пауз подключей к выходу третьего элемента И lllc . , Цель изобретения - повышение надежности устройства.
Поставленная цель достигается тем, что в устройство введены триггер пятый элемент И, блок пуска исполнительного механизма и блока задания минимально,допустимой технологической паузы, входы которого подключены к выходу третьего элемента И и к выходу блока управления, а выход - к одному из входов триггера, другой вход которого соединен с выходом блока управления, а выход триггера подключен к одному из входов пятого элемента И, дру-: гой вход которого соединен с выходомблока пуска,а выход пятого элемента И подключен к исполнительному элементу.
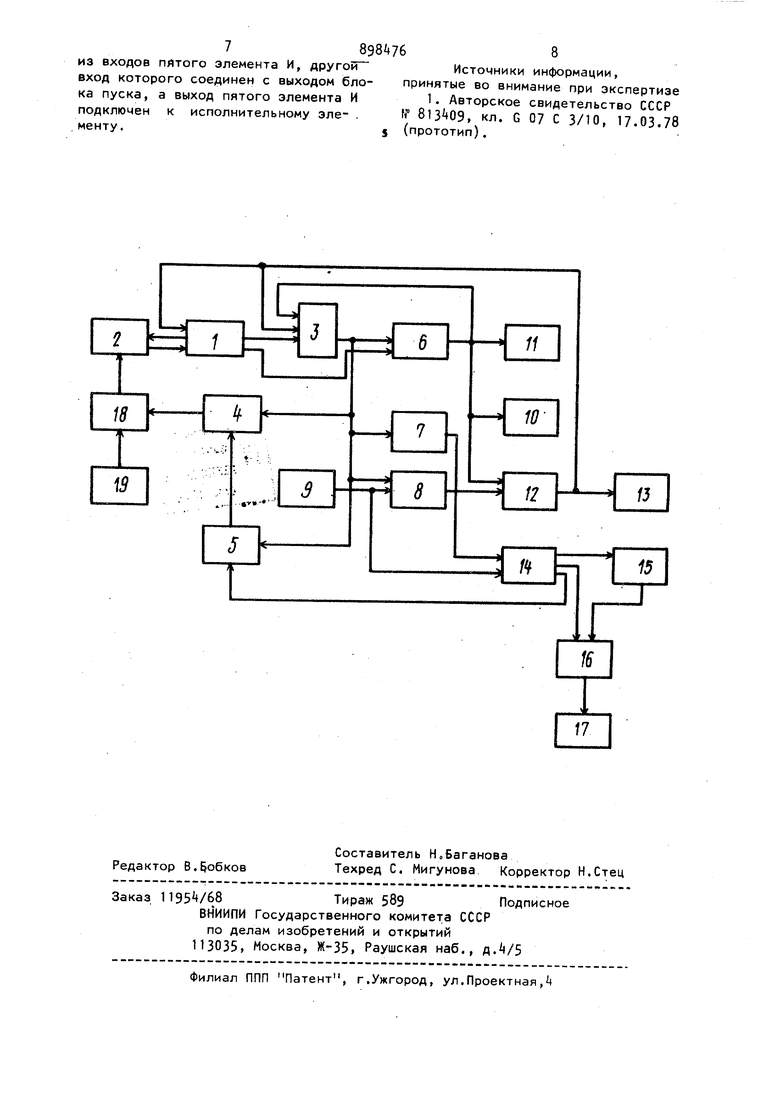
На чертеже представлена схема устройства.
Устройство содержит формирователь импульсов 1, который подключен к исполнительному механизму 2 контролируемого оборудования, а выходом к блоку управления 3. Выход блока управления 3 подключен к стопорному входу триггера 4, первому входу блока минимально допустимой технологической паузы 5, выход которого соединен с запускающим входом триггера 4, к входу первого элемента И 6, другой вход которого соединен со вторым выходом формирователя импульсов 1, с входом элемента НЕ 7 с одним входом второго элемента И 8, другой вход которого соединен с генератором импульсов 9. Выход элемента И 6 подключен к входам счетчика нарушений режима 10, табло нарушений режима П , стоповому входу блока управления 3 и одному входу блока задания выдержек времени 12, другой вход которого соединен с выходом элемента И 8, а выход со счетчиком готовой продукции 13 блоком управления 3 и формирователем импульсов 1. Выход элемента НЕ 7 соединен со входом третьего элемента И Т, другой вход которого подключен к выходу генератора импульсов 9, а выходы к другому входу блока минимально допустимой технологической паузы 5, к блоку задания суммарного времени технологических пауз 15 и к одному входу четвертого элемента И 16. Другой вход элемента И 16 задания суммарного времени технологических пауз 15. Сигнал с блока 3 также поступает на второй элемент И 8. При съеме изготовленной детали и загрузке материала до включения подключен к выходу блока 15, а выход - к счетчику простоев оборудования 17. Выход триггера k подключен к первому входу пятого элемента И 18, другой вход которого подключен к блоку пуска 19, а выход - к исполнительному механизму 2.
Устройство работает следующим образом.
При включении оборудования на выполнение технологической операции, например на отработку выдержки времени прессования, на первом выходе формирователя импульсов 1 формируется импульс,, который включает блок управления З. Сигнал с выхода блока 3 поступает на элемент И 6, НЕ 7 на второй элемент И 8, разрешая прохождение временных импульсов с генератора импульсов 9 на блок задания выдержек времени 12. Одновременно сигнал с в.ыхода блока 3 поступает на стоповый вход триггера , удерживая его в исходном состоянии. Сигнал на втором входе элемента И 18 отсутствует и на исполнительный механизм 2 контролируемого оборудования накладывается блокировка повторного его включения, так как сигнал с блока пуска 19 на электродвигатель гидростанции не пройдет до окончания процесса выдержки материала в прессформе и выдержки минимальной технологической паузы. После отсчета времени прессования, заданного в блоке 12, импульс с выхода этого блока поступает на счетчик готовой продукции 13 на стоповый вход блока управления 3, выключая его, и на формирователь импульсов 1, который выдает в линию сигнал на разъем пресс-форм. При разъеме пресс-форм на втором выходе блока 1 формируется импульс, который поступает на вход элемента И 6, но на выход не проходит, так как блок 3 уже выключен. С выключением блока 3 прекращается поступление сигнала на вход элемента НЕ 7, что приводит к появлению сигнала на его выходе, и соответственно на выходе третьего эле мента И k, который разрешает прохо дение временных импульсов на блок оборудования на выполнение следующе го технологического процесса времен ные импульсы поступают на блок 15, в котором задано суммарное вре(я всех технологических пауз отведенных на смену. Сигнала на выходе блока 15 нет и временные импульсы с ге нератора 9 через элемент И 16 на счетчик простоев 17 не проходят. Одновременно с выключением блока управления 3 после окончания выдерж ки через элемент И 1А временные импульсы с генератора 9 поступают на вход блока задания минимально допустимой технологической паузы 5. Блок 5, выполненный на основе счетчика, отсчитывает время (заранее заданное) минимально допустимой те нологической паузы, необходимое для восстановления узлов оборудования к новому нагружению и качественного проведения выгрузки детали, загрузки материала и арматуры. После отсчета времени заданного в блоке 5 на его выходе появляется импульс, который опрокидывает триггер Ц. Три гер выдает сигнал на вход элемен та И 18 разрешая прохождение сигна лов управления с блока пуска. 19 на исполнительный механизм (электродви гатель гидростанции пресса) 2 и, таким образом, снимается блокировка включения оборудования, действующая в течение времени выдержки материала в пресс-форме и минимально, допустимой технологической паузы. При включении оборудования на выполнение следующей технологической операции сигнал с выхода блока управления 3 возвращает в исходное состояние блока задания минимально допустимой технологической паузы 5, опрокидывает триггер k и также поступает на первый элемент И 6, элемент НЕ 7 и второй элемент И 8., Цикл работы устройства повторяется. Если до окончания смены рабочий использовал отведенное ему суммарное время технологических пауз, т.е. фактическое время всех пауз превысило время, заданное в блоке 15 то на выходе блока 15 появится сигнал, который теперь постоянно будет на входе четвертого элемента И 16. И теперь до окончания смены при каж86и дои технологической паузе временные импульсы с генератора 9 через элементы И 1 и 16 будут поступать на счетчик простоев 17. Отсчет времени простоя п{)екра1цается в конце рабочего , дня после вывода данных простоя на печать. После этого в блоке 15 задается суммарное время технологических пауз на следующую смену. В случае, когда время прессования не выдержано и произведен принудительный разъем пресс-форм с помощью кнопки управления Аварийный , разъем (на чертеже не показана, то на втором выходе блока 1 сформируется импульс, который пройдет через элемент И 6 на счетчик нарушений режимов 10, табло П и на входы блоков 3 и 12, ;устанавливая их в исходное состояние. Схема готова к следующему циклу прессования, а временные импульсы во время техпаузы поступают в блоки 5 и 15. Внедренение предлагаемого устройства позволит вести контроль за соблюдением технологического процесса, учитывать готовую продукцию и бракуй, главное, создать рех:им работы, позволяющий самому рабочему в . течение смены распределять заданную норму времени между отдельными оста-новами оборудования уменьшая время простоя по своей вине путем экономии его на выполнении технологических операций при остановах, но не за счет некачественного выполнения операций технологической паузы и перегрузки технологического оборудования, что достигается блокированием оборудования на время, равное минимально допустимой технологической паузе. Формула изобретения Устройство для контроля и учета работы оборудования по авт.св. ff , отличающееся тем, что, с целью повышения надежности устройства, в него введены триггер, пятый элемент И, блок пуска и блок задания минимально допустимой технологической паузы, входы которого подключены к выходу третьего элемента И и к выходу блока управления , а выход - к одному из входов триггера, другой вход которого соединен с выходом блока управления, а выход триггера подключен к одному
7838(768
из входов ПИТОГО элемента И, другой Источники информации, вход которого соединен с выходом бло- принятые во внимание при экспертизе ка пуска, а выход пятого элемента И 1. Авторское свидетельство СССР подключен к исполнительному эле- . N , кл. G 07 С 3/10, 17.03.78 менту.5 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1978 |
|
SU809264A1 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1977 |
|
SU798928A1 |
| Устройство для контроля и учета работы производственного оборудования | 1979 |
|
SU911579A2 |
| Устройство для программного управления | 1975 |
|
SU562798A1 |
| Устройство для выделения команд в телеграфной стартстопно-синхронной системе | 1982 |
|
SU1050127A2 |
| Устройство для программного управления | 1980 |
|
SU920640A1 |
| Устройство для программногоупРАВлЕНия | 1979 |
|
SU817666A1 |
| Устройство для учета времени простоя оборудования | 1981 |
|
SU964680A2 |
| Система управления технологическим процессом дискретного производства | 1984 |
|
SU1251110A1 |
| Устройство для учета времени работыСВАРОчНОгО АппАРАТА | 1979 |
|
SU796879A1 |
