1- -Изобретение относится к измерительной технике и может быть использовано для многодиапазонной сортировки деталей типа колец подшипников.
Известен автомат для размерной сортировки деталей, содержащий сортировочный диск с равномерно расположенными радиальными гнездами и управляемую фрикционную муфту кинематической связи между валом диска и двигателем 1.
В известном автомате транспортировка деталей до соответствующей позиции сброса производится односторонним вращением диска, что делает данный автомат недостаточно производительным.
Известно также сортировочное устройство для контроля размеров деталей, в котором дно сортировочного диска образовано пластиной с радиальными пазами, число которых равно числу гнезд диска 2.
Однако такое устройство имеет сложную конструкцию. Это обуславливается тем, что выгрузка деталей осуществляется при обязательном использовании тормозного момента для удержания в неподвижном состоянии сортировочного диска при повороте пластины.
Наиболее близким по технической сущности к изобретению является сортировочное устройство для контроля размеров деталей с загрузочным бункером и измерительной станцией, управляемыми кулачковым командоаппаратом, снабженное сортировочными ячейками и транспортирующим детали револьверным диском с приводным шаговым двигателем, управляемым от измерительной станции посредством электронной системы с генератором импульсов 3.
Однако из-за отсутствия возможности перемещения револьверного диска в прямом и обратном направлениях увеличивается время на разбивку деталей в два раза.
Цель изобретения - повыщение производительности устройства.
Для этого в цепь управления шаговым двигателем включено пороговое звено, выходы которого разбиты на две группы - прямого и обратного хода револьверного диска, включаемые в соответствие с ближайшим направлением до искомой сортировочной ячейки. Кроме того, для фиксации каждого положения револьверного диска в момент сбрасывания очередной детали в сортировочную ячейку револьверный диск снабжен жестким фиксатором, кинематически связанным с соответствующим кулачком командоаппарата.
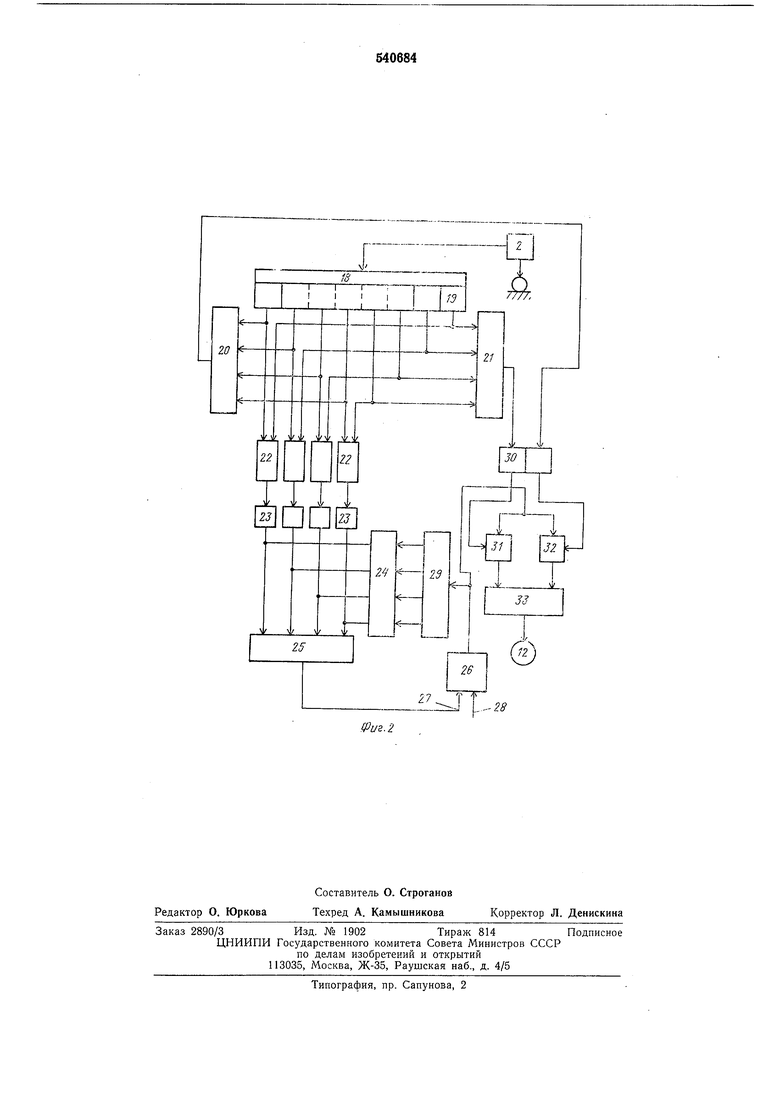
На фиг. 1 изображена кинематическая схема описываемого устройства; на фиг. 2 - блок-схема системы передачи измерительной
информации.
Сортировочное устройство содержит загрузочный бункер 1, датчик 2 с измерительной станцией 3, рычажные механизмы 4, 5, 6, уиравляемые кулачковым механизмом 7 командоаппарата 8, сортировочные ячейки 9, транспортирующий детали револьверный диск 10 с валом 11 и нриводным шаговым двигателем 12, унравляемым от измерительной станции 3, фиксатор 13, жестко связанный с шиберным устройством 14, нод которое выполнен кольцевой паз 15, проходящий через все ячейки 16 револьверного диска 10, и приводимое в движение соответствующим кулачком 17 командоаппарата, и электронную систему, содержащую пороговое устройство 18 с ячейками 19, число которых равно числу сортировочных групп. Выходы одной половины ячеек подключены к входам схемы 20 «ИЛИ, выходы другой половины - к выходам схемы 21 «ИЛИ, переходные устройства 22 подключены через вентили 23 к выходам дешифратора 24, а выходы дещифратора являются входами схемы 25 «ИЛИ. Кроме того, устройство включает генератор 26 прямоугольных импульсов с входом «Пуск 27 и выходом «Стоп 28, счетчик 29 импульсов, триггер 30 реверса, ключевые устройства 31, 32 и схему 33 управления реверсивным шаговым двигателем 12 с прямым и обратным выходами.
Описываемое устройство работает следующим образом.
Загружаемые в бункер 1 детали поштучно выдаются на измерительную станцию 3. С помощью командоаппарата 8 деталь перемещается в зону измерения. Результат измерения детали преобразуется датчиком 2 с пороговым устройством 18 в сигнал, определяющий принадлежность размера к сортировочной группе. Срабатывает определенная ячейка 19 порогового устройства 18, а триггер 30 реверса, управляемый схемами 20, 21, устанавливается в одно из устойчивых состояний и открывает нужное ключевое устройство 31 или 32. Сработавшая ячейка порогового устройства через переходное устройство 22 обеспечивает запирание вентиля 23, подключенного к соответствующему выходу дещифратора 24 и в схему 25 «ИЛИ. Измеренная деталь сбрасывается с измерительной станции 3 по лотку в ячейку 16 диска 10, и с командоаппарата 8 на вход «Пуск 27 подается сигнал на запуск генератора 26 прямоугольных импульсов. С выхода генератора 26 импульсы через ключевое устройство 31 или 32 подаются на прямой или обратный выходы схемы 33 управления реверсивным шаговым двигателем 12. Одновременно импульсы подаются на вход счетчика 29, к выходам которого подключен дещифратор 24. Как только на выходе одного из вентилей 23 появится сигнал, проходящий по схеме 25 «ИЛИ, работа генератора прекращается. Угол поворота ротора шагового двигателя будет пропорционален числу импульсов, поступивших на схему управления, а диск 10 развернется на определенный угол. При этом шиберное устройство 14 входит в кольцевой паз 15, а фиксатор 13 попадает в соответствующий паз дяска. Шиберное устройство 14 сбрасывает деталь из ячейки 16 в соответствующую сортирочную ячейку 9. В это время очередная деталь западает в одну из ячеек 16 диска 10.
Предлагаемое устройство исключает холостые перемещения в работе, при этом возрастает производительность сортировки деталей и улучшается качество контроля.
Формула изобретения
1.Сортировочное автоматическое устройство для контроля размеров деталей, в частности колец подшипников, с загрузочным бункером и измерительной станцией, управляемыми кулачковым командоаппаратом, снабженное сортировочными ячейками и транспортирующим детали револьверным диском с приводным шаговым двигателем, управляемым от измерительной станции носредством электронной системы с генератором импульсов, отличающееся тем, что, с целью повышения производительности устройства, в цепь управления шаговым двигателем включено пороговое звено, выходы которого разбиты на две группы - прямого и обратного хода револьверного диска, включаемые в соответствие с ближайшим направлением до искомой сортировочной ячейки.
2. Сортировочное устройство по п. 1, отличающееся тем, что, с целью фиксации каждого положения револьверного диска в момент сбрасывания очередной детали в сортировочную ячейку, револьверный диск снабжен жестким фиксатором, кинематически связанным с соответствующим кулачком командоаппарата.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 197989, кл. В 07с 5/08, 1966.
2.Авт. св. № 196372, кл. В 07С 5/08, 1966.
3.Исследование возможности создания сортировочного устройства к контрольным автоматам для сортировки деталей под селективпую сборку не менее, чем на 20 групп. Отчет Бюро взаимозаменяемости по теме 151-64. М., 1965 (прототип).
1и

| название | год | авторы | номер документа |
|---|---|---|---|
| Сортировочное автоматическое устройство для контроля размеров деталей | 1977 |
|
SU651857A2 |
| АВТОМАТ ДЛЯ МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 1967 |
|
SU214837A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ | 1994 |
|
RU2098202C1 |
| Автомат для контроля и сортировки цилиндрических деталей по размерам и форме | 1973 |
|
SU446324A1 |
| Автомат для контроля и сортировки деталей | 1975 |
|
SU632405A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| Автомат для контроля и сортировки ферромагнитных деталей на размерные группы | 1976 |
|
SU588019A1 |
| Автомат для сортировки подшипников качения по моменту сопротивления вращению | 1989 |
|
SU1686329A1 |