(54) УСТАНОВКА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ
подают напряжение, определяющее величину жшанного тока резки. По мере заряда конденсатора открьгаается транзистор, изменяя этим самым ток резки. Параметры наращивания тока дуги задаются в данном случае параметрами цепи заряда конденсатора. Изменяя величину емкости конденсатора или сопротивлени резистора, можно изменять длительность и скорость наращивания тока дуги. При этом параметры наращивания тока выбираются оператором, исходя из основного критерия - двойного дугообразования. Чтобы добиться удовлетворительного результата при настройке очередного режима резки, оператор вынужден производить серию экспериментов по определению необходимой длительности наращивания, изменяя в каждом эксперименте величину емкости и сопротивления и отмечая при зтом визуально отсутствие или наличие двойной дуги.
Целью предложенного технического рещения является повышение производительности за счет автоматизации настройки режима резки.
Поставленная цель достигается за счет того, что во входную цепь регулятора тока введен блок памяти, а в газовую полость резака введен датчик давленаш, . причем выход последнего соединен с выходом блока памяти.
Предлагаемое устройство обеспечивает автоматическую связь процесса нарастания давления газа в плазменном резаке с процессом наращивания тока дуги. Определение параметров наращивания тока осуществляется до включения дуги путем определения зависимости изменения давления газа в плазменном резаке, аналогично которому составляется программа наращивания тока Дуги. Поскольку измерение мгновенных значений давления газа в резаке и реализацию программы плавного наращивания тока дуги производят последовательно в разные отрезки времени, то оптимальным техническим рещением, обеспечивающим автоматизацию ввода программы наращивания тока, является введение в схему регулятора тока запоминающего устройства, к которому подключают электрический датчик давления, помещенный в газовую полость резака. Кроме того, для согласования запоминающего устройства и входной цепи регулятора тока между ними устанавливают промежуточный элемент, названный согласующим.
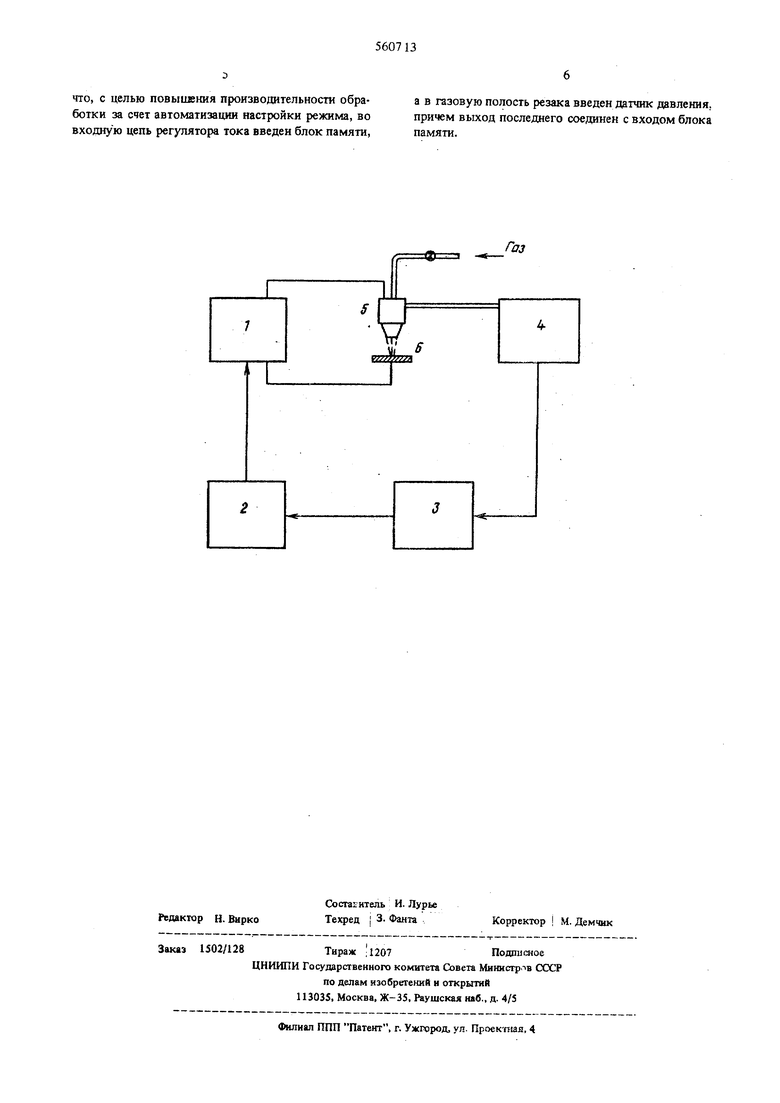
На .чертеже приведена блок-схема устройства для управления током дуги. Она содержит силовой вьшрямитель 1 с регулятором тока 2, блок памяти 3, электрический датчик давления 4 и резак 5.
Вьшрямитель 1 ньшолнен на тиристорах и соединен с регулятором тока 2, который представляет собой устройство фазоимпульсного управления с регулирующим транзистором в его входной цепи. Выпрямитель 1 своим выходом подключен к плазме ннолту резаку 5 и обрабатываемому изделию 6.
Во входную цепь регулятора тока 2 введен блок памяти 3, состоящий из запоминающего и согласующего устройств. В газовую полость резака 5 введен электрический датчик давления 4, выход которого соединен с блоком памяти 3.
В качестве заполтнающего устройства выбрано
устройство с магнитной записью на кольцевую ленту.
Оно состоит из головки записи и головки воспроизведения и механизма подачи ленты к указанным головкам. В качестве согласующего
устройства Г использован усилитель , постоянного токаГа датчик давления выбран реостатного типа, не требующий усиления выходного сигнала.
Принцип работы предлагаемого устройства заключаетоя в следующем. До зажигания дуги в резак подается плазмообразующий газ, начальный расход которого устанавливается, исходя из технологических требований к процессу резки. В газовой полости резака устанавливается соответствующее начальное давление газа. При мгновенном полном
перекрытии выходного соплового отверстия резака в его полости повышается давление до конечной величины, равной магистральному давлению. Головка записи фиксирует на магнитной ленте электрические сигналы, величина которых пропорциональна давлению газа в резаке. По окончании записи датчик давления и записьшающая головка могут быть отключены. В люмент возбуждения дуги на обрабатываемом изделии включается головка воспроизведения электрического сигнала,
который усиливается с помощьк, согласующего устройства и после этого подается на вход регулятора тока дуги, реализующего его наращивание. При выключении дуги магнитная лента автоматически устанавливается с помощью механизма ее подачи в исходное положение, после чего повторное наращивание тока дуги для одного и того же заданного режима резки может осуществляться автоматически без описанной вьпле настройки.
Предложенное устройство было испытано в Лабораторных условиях на серийно выпускаемом аппарате Киев-2 в процессе воздушно-плазменной резки металлов. Благодаря предложенному устройству существенно упрощена настройка режима резки и повьццена точность настройки. При этом время настройки сокращается более, чем в 10 раз, а качество процесса врезания возрастает и практически исчезает дефектный участок врезания. Одновременно обеспечена возможность повыщения плотности тока столба дуги до 100 а/мм при сохранении работоспособности сопла. В результате скорость резки повысилась на 20-z5% при обеспечении высокого качества реза.
Формула.изобретения
Установка для плазменно-дуговой резки, содержащая резак с газоподводом и силовой выпрями60 тель с регулятором тока, отличающаяся тем,
что, с целью повышения производительности обработки за счет автоматизации настройки режима, во входную цепь регулятора тока введен блок памяти.
а в газовую полость резака введен датчик давления, причем выход последнего соединен с входом блока памяти.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменной резки | 1975 |
|
SU562397A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Устройство для воздушно-плазменнойРЕзКи МЕТАллОВ | 1979 |
|
SU829375A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖИМОМ РАБОТЫ ПЛАЗМОТРОНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389055C2 |
| Установка для плазменно-дуговой резки | 1988 |
|
SU1551485A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ПЛАЗМЕННОЙ ГОЛОВКИ | 1991 |
|
RU2083337C1 |
| Плазменная горелка | 2016 |
|
RU2705048C2 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ ГАЗООБРАЗНЫХ КОМПОНЕНТОВ | 2010 |
|
RU2580750C2 |
| АППАРАТНО-ПРОГРАММНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ СВЧ-ПОГЛОТИТЕЛЕЙ | 2024 |
|
RU2838391C1 |
| Регулятор положения инструмента относительно токопроводящей поверхности | 1985 |
|
SU1315190A1 |
У
