1
Изобретение относится к области плаэменно-дуговой резки металлов.
Известен способ плазменной резки, при котором подают постоянное количество газа в питающую сеть резака, после чего ток режущей дуги увеличивают вначале скачком до величины, равной t), 4-0,5 заданной, затем в течение определенной длительности по экспоненциальной зависимости.
Недостатком этого способа является пр взволоьность программы вторсмго самого существенного этапа формирования режима плавного наращивания тока режущей дуги.
Целью изобретения является стремление одновременно JaыImпнить два основных требования, предъявляемые к плазморежу цей аппаратуре: обеспечить высокую скорость и качество резки, а также высокую эксплуатационную надежность плазменного резака.
Оба перечисленных требования большей частью не вьшолняются в переходном процесже формирования режима дуги, когда ток дуги нараншвают от нуля до заданного значения. Чем короче продолжительность ук&занного переходнсяго процесса, тем лучщв качество начала реза, однако при этом сш жается эрозионная стойкость электрода и сопла, и наоборот стремление увеличивать длительность периода формирования режима приводит к ухудщению качества начала реза, но оказывает положительное Сияние нА эрозион1что стойкость теплонагруженных элементов плазменного резака-электрода и сопла.
Это достигается тем, что до скачкоо разного увеличения тока режущей дуги перекрывают выходное сопловое отверстие реи. зака и замеряют длительность нарастания давления и плазмообразующего газа в кем до значений давления газа питающей ceiw, длительность увеличения тока режущей дуги по экспоненциальной зависимости заде ют равной измеренной величине, а мгноввв ное значение тока определ1аот по соотношению:
i(l)a2-()(, ()
где ;jj - ток скачка, А;
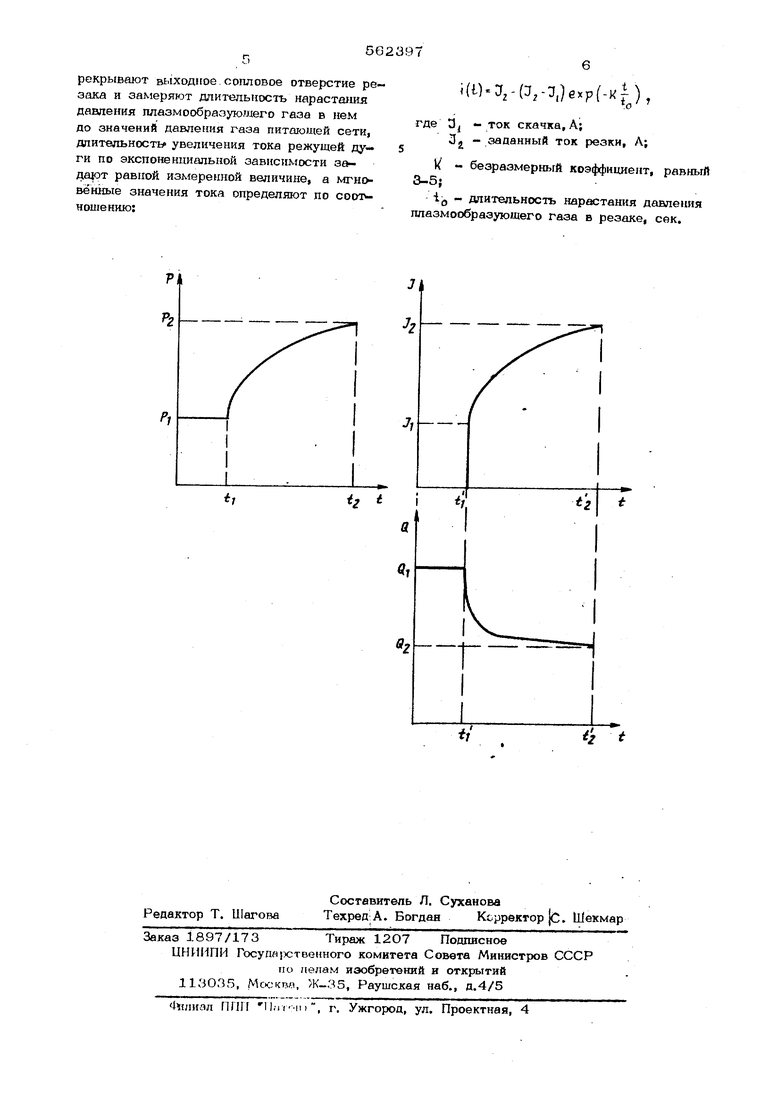
- заданный ток резки, Л; К - безразмерный коэффициент, известный ва теории автоматагческого регулирования и равЕ1ый 3--5; ig - длительность нарастания давления нпазмообрааующего газа в резаке, сек, Для осуществления выбора дпительнооти и формы кривой второго этапа наращивания тока режущей дуги предлагается в качестве исходного использовать процесс, отражающий быстродействие собственно га зовой магистрали плазменного резака. Вре , параметр) этого процесса, который; мы обоавачим как Q,предлагается определя до включения дуги при установленном расходе плазмообразующего газа с момента мгновенного полного перекрытия выходного соплового отверстия резака. При этом рассматриваемый процесс наполнения газом м гистрали резака описывается зависимостью P(i)Pa-(P2-Pi)exp(-K), (2)| - ,„, ,. где р, - величина давления газа в резаке при установленном начальном расходе газа; 2 - величина давлешш газа питающей сети ( ); К - безразмерный коэффициент, равный ,3-5; to - длительность нарастания давления Плазмообразующего газа от Р до Pj, Если .сформировать ток режущей дуги по аналогии вьппеуказанной зависимостью, то практически исключается явление разрыва потока плазмообразующего газа при минимально возможной для данной газовой магистрали длительТаости переходного процесса установления тока, максимально допустимого для данного канала сопла. На чертеже показан процесс нарастания давлешш Р газа в резаке до включения дуги при мгновенном полном перекрытии выходного соплового отверстия, где Р - давление газа при начальном расходе Q , установленном до включения дуги, Ра - давление газа в питающей сети. Искомый п аметр i t,j-i . Время, предшествующее моменту tj отр жает продувку магистрали плазменного резака газом при установленном начальном его расходе Qj . В момент t осуществляется скачок тока дуги до величины Cf/ и соответственно начинает падать расход газа. После достижения тока 3i в МОМЕНТ t.; начинается второй этап его наращивания в соответст- ВИИ с зависимостью (1) и в момент t л . достижений заданнохо значения U, практи .чески заверщается формирование режима , Осуществление предл 1гасмого способа начинают с установления в резаке начального расхода плазмообразующего газа, в 1, 5-2 раза обычно превышающего рабочий расход. Установленный таким образом начальный расход газа исключает в дальне шем необходимость его принудительного регулирования, Наращивание тока режущей дуги вызывает самостоятельное уменьшение расхода газа. При этом начальный расход газа устанавливают до включения дуги таким, чтобы после достижения заданного Значения тока режущей дуги расход газа принял значение рабочего, т.е, оптимального. Далее необходимо определить параметр , измерение которого не вызывает тру ностей. В магистрали резака соответственно начальному расходу устанавливается определенное контролируемое давление газа. Затем мгновенно перекрывают выходное сопловое отверстие резака, после чего даннление возрастает и уста11авливается равным номинальному давлению питающей сети. Время, отсчитываемое с помощью секундомера от момента перекрытия выходного соплово- го отверстия до установления в резаке да&ления питающей сети, задает программному устройству, реализующему наращивание тока режущей дуги в соответствии с предложенной зависимостью (1). При этом скачок тока устанавливается равным 0,4-0,5 з данного значения. Указанная величина скачка тока является максимально возможной, при которой еще не проявляется. МУшние. термоудара на эрозионную стойкость электрода плазменного резака; кроме того, выбранный уровень скачка тока еще не приводит к разрыву потока плазмообразующего газа, как это имеет место в первом прототипе. Применение предложенного способа позволяет увеличить; производительность процесса резки за счет сокращения вспомогательных операций по дополнительной меха1шческой обработке вырезанных деталей. ормула изобретения Способ плазменной резки, при котором подают постоянное количество газа в питающую сеть резака, после чего ток режущей дуги увеличивают вначале скачком до ве-; личины, равной 0,4-О,5 заданной, затем Б течение определенной длительности по екопоне1щиальной зависимости, о т л и ч а и и с я тем, что, с целью повышения скорости и качества резки, а таюке увеличения ресурса работы резака, до скачкообразного увеличения тока режучюй riyrn ue-
рекрывают BtiixoAiioe. сопловое отверстие резака и замеряют длительность нарастания давления плазмообраяующего газа в нем до значений давления газа питающей сети, длительности увеличения тока режущей дуги по экспоненциальной зависимости задарт равной измеренной величине, а мгновенные значения тока определяют по соот ношеншо:
i(t).,-p,-U,)exp(-KfJ,
где 3j - ток скачка, А;
Л - заданный ток резки, А;
k - безразмерный коэффициент, равный 3-5;
ifl - длительность нарастания давления плазмообразующего газа в резаке, сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для плазменно-дуговой резки | 1975 |
|
SU560713A1 |
| Способ плазменно-дуговой обработ-Ки | 1979 |
|
SU812482A1 |
| Устройство для управления работой плазмотрона постоянного тока | 1989 |
|
SU1668073A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| ПАТЛГШ-ИХИИЧЕСКАГ!с'-^ьЛИО 1 tKAУСТАНОВКА для | 1970 |
|
SU263058A1 |
| Горелка для плазменно-дуговойРЕзКи | 1979 |
|
SU814628A2 |
| ПЛАЗМЕННЫЙ РЕЗАК | 1987 |
|
RU1483779C |
| Горелка для резки сжатой дугой | 1977 |
|
SU698733A1 |
| ИСТОЧНИК ПИТАНИЯ | 1969 |
|
SU256135A1 |
| СПОСОБ ПЛАЗМЕННОЙ РЕЗКИ ЗАГОТОВКИ ПОСРЕДСТВОМ УСТАНОВКИ ПЛАЗМЕННОЙ РЕЗКИ И ПУЛЬСИРУЮЩЕГО ЭЛЕКТРИЧЕСКОГО ТОКА | 2010 |
|
RU2542158C2 |
t
