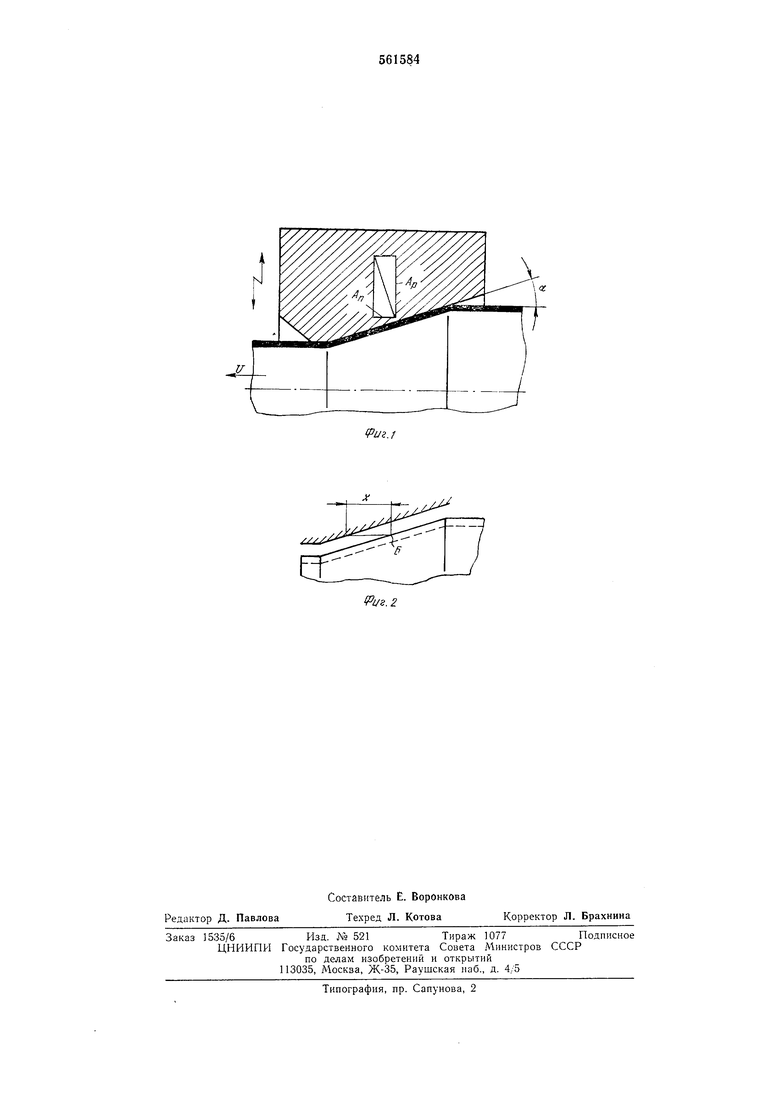
Выражая в ином виде величину осевого смещения инструмента от (пульсаций, вызванных действием нродольных ультразвуковых колебаний, получим: X Af Ctg а(3) где Лр - амплитуда радиальных колебаний. Решая совместно 1систему уравнений (2) и (3) с учетом того, что лериод колебаний t есть величииа, обратная их частоте, получим после тривиальных :преобразований зависимость вида: После подстановки вместо фигурирующей в уравнении (4) величины из уравнения (1) приходим к окончательному выражению: UAn Из последнего уравнения следует эффективное значение рабочей частоты ультразвуковых колебаний, позволяющей оптимизировать диапазон параметров процесса: скорость волочения, полуугол рабочей зоны инструмента и амплитуда его -колебаний. Волочение Металла по предлагаемому способу осуществляется следующим образом. Г1редварительно подготовленные -к волочению заготовки после химико-технологической обработки (светлый отжиг, заострение переднего .конца заготовки, травление и сульфиднооксалатное омылнвание) подаются на волочильный стан. Заостренный передний конец заготовки пропускают через инструмент, закрепляют с противоположной стороны зажимными плашками тележки тянущего устройства и в:ключают привод тянущего устройства, одновременно включив ультразвуковую установку. Наложение на инструмент совмещенных радиальных и продольных колебаний при указанно.м соотношении входящих в уравнение (4) компонентов обеспечивает улучшение условий ввода подаваемой в очаг деформации смазки, способствует ее продвижению по во510 15 20 25 30 35 40 45 лочильному каналу в направлении калибрующей зоны инструмента. Радиальные колебания, разгружая контактную поверхность, облегчают занос в канал инструмента протягиваемой заготовкой новых порций омазкн за каждый цикл колебаний. Синфазные радиальным /продольные колебания дополнительно играют роль аксиального микронасоса: поверхности инструмента при осево-м отходе от конуса деформации металла вовлекают смазку, а при возврате в крайнее положение сдвигают ее в пределах величины амплитуды колебаний. В целом на контактной поверхности достигается комбинированный со сжатием сдвиг смазочного слоя, вызывающий рост гидродинамических давлений и надежное экранирование контактных поверхностей. Формула изобретения Способ 1волочения металла с применением ультразвуковых колебаний инструмента, включающий наложение продольных ультразвуковых колебаний на инструмент с пучностью амплитуды в очаге деформации и подачу смазки в очаг деформации под давлением, отличающийся тем, что, с целью повышения устойчивости процесса, срока службы инструмента и эффективности волочения за счет улучшения условий смазки, инструменту дополнительно сообщают синфазные с продольными радиальные колебания с частотой тех и других колебаний, определяемой из следующего соотношения: UA где / - частота ультразвуковых колебаний, и - скорость волочения, Лц - амплитуда продольных колебаний, Лр-амплитуда радиальных колебаний. Источники информации, принятые во внимание при экспертизе: 1. Северденко В. П. и др. Влияние ультразвука на процесс 1волочения в условиях гидродинамического трения. - «Известия АН БССР, Сер. физико-технических наук, 1970, № 4, с. 93.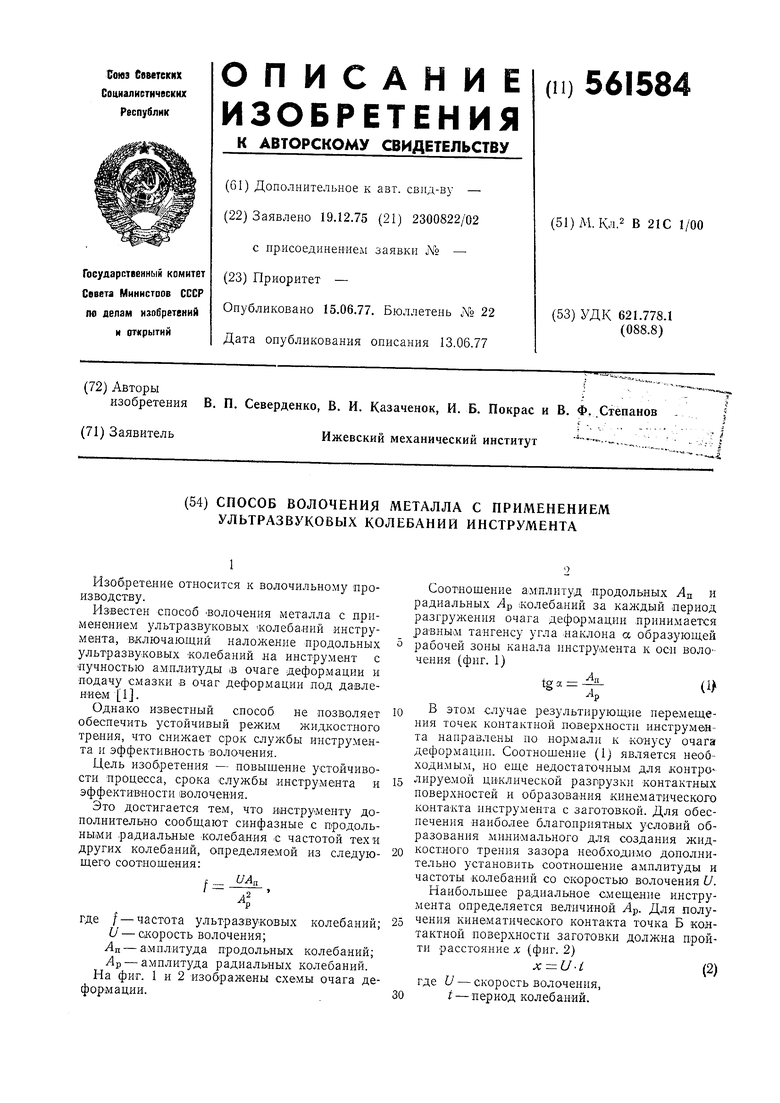
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения металла с применениемульТРАзВуКА | 1978 |
|
SU799853A1 |
| Способ волочения металла через две волоки с применением ультразвука | 1980 |
|
SU1002064A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404873C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Способ волочения труб на короткой оправке | 1978 |
|
SU871864A1 |
| Устройство для волочения металла с наложением радиальных ультразвуковых колебаний на инструмент | 1976 |
|
SU715164A1 |
| Устройство для волочения в режиме гидродинамического трения | 1988 |
|
SU1675010A1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
| Способ наладки прессового инструмента с системой ультразвуковых колебаний | 1977 |
|
SU747555A1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |