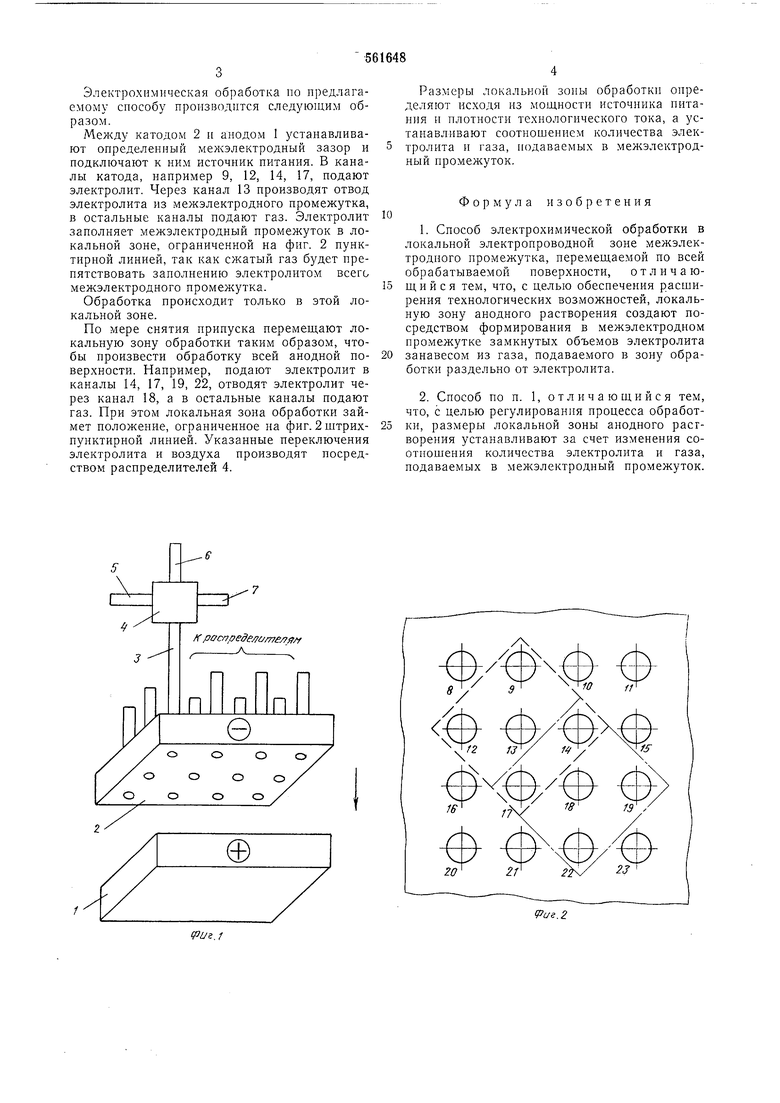
Электрохимическая обработка по предлагаемому способу производится следующим образом. Между катодом 2 и анодом 1 устанавливают определенный межэлектродный зазор и подключают к ним источник питания. В каналы катода, например 9, 12, 14, 17, подают электролит. Через канал 13 производят отвод электролита из межэлектродного промежутка, в остальные каналы подают газ. Электролит заполняет межэлектродный промежуток в локальной зоне, ограниченной на фиг. 2 пунктирной линией, так как сжатый газ будет препятствовать заполнению электролитом всего межэлектродного промежутка. Обработка происходит только в этой локальной зоне. По мере снятия припуска перемещают локальную зону обработки таким образом, чтобы произвести обработку всей анодной поверхности. Например, подают электролит в каналы 14, 17, 19, 22, отводят электролит через канал 18, а в остальные каналы подают газ. При этом локальная зона обработки займет положение, ограниченное на фиг. 2 штрихпунктирной линией. Указанные переключения электролита и воздуха производят посредством распределителей 4. Размеры локальной зоны обработки определяют исходя из мощности источника питания и плотности технологического тока, а устанавливают соотношением количества электролита и газа, нодаваемых в .межэлектродный промелсуток. Формула изобретения 1.Способ электрохимической обработки в локальной электропроводной зоне межэлектродного промежутка, перемещаемой по всей обрабатываемой поверхности, отличающийся тем, что, с целью обеспечения расширения технологических возможностей, локальную зону анодного растворения создают посредством формирования в межэлектродном промежутке замкнутых объемов электролита занавесом из газа, подаваемого в зону обработки раздельно от электролита. 2.Способ по п. 1, отличающийся тем, что, с целью регулирования процесса обработки, размеры локальной зоны анодного расгворения устанавливают за счет изменения соотношения количества электролита и газа, подаваемых в мел«лектродный промежуток.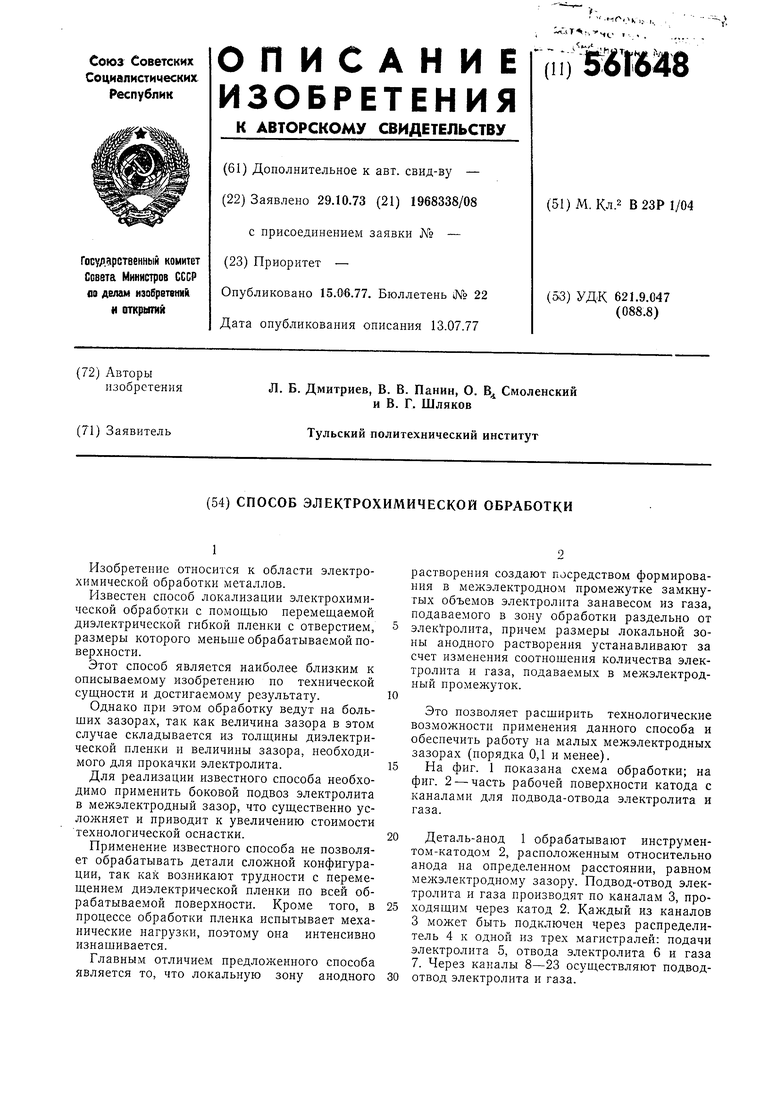
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| Способ размерной электрохимической обработки изделий из металла | 1981 |
|
SU1006143A1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
| Устройство для электролитно - плазменной обработки металлических изделий | 2018 |
|
RU2681239C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| Способ электрохимической обработки | 1980 |
|
SU933347A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
