Изобретение относится к прокатному производству, в частности к валкам станов листовой прокатки.
В настоящее время для прокатки на листовых станах применяют валки с различной образующей бочки: цилиндрической, выпуклой, вопнутой, цилиндрической с краевыми скосами (Врезами).
Выпуклую и вогнутую образующие бочек изготавливают по форме квадратичной параболы. При такой образующей в средней части длины контакта между рабочим и оиорныл валкам.и возникают значительные напряжения, способствующие повышенному износу поверхности валков 1.
При использовании цилиндрической образующей бочки межвалковые давления в средней части длины бочки валка меньше, но вследствие высокой жесткости краев бочек опорных валков п.роисходит защемление краев бочек рабочих валков и появляется волнистость полосы 2.
Цель изобретения - снижение межвалковых давлений, уменьшение износа валкоз и повышение качества полос.
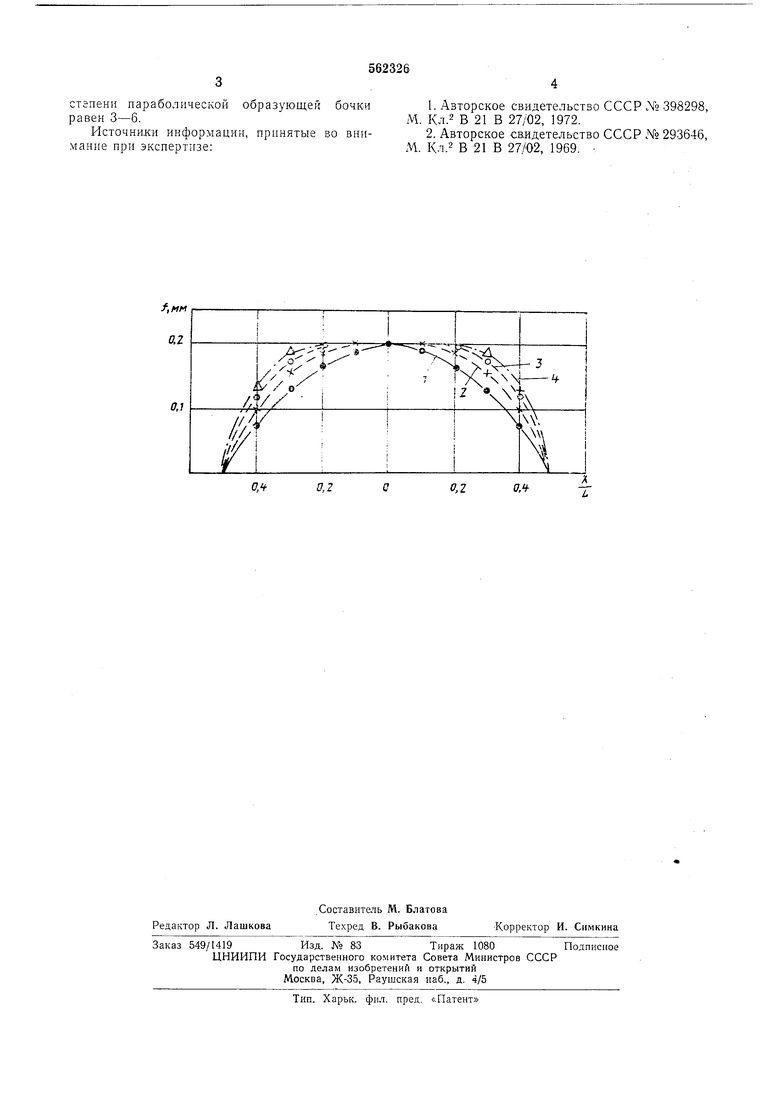
Это достигается тем, что порядок степенл параболической образующей бочки валка принимают равным 3-6. На чертеже показан
предлагаемый профиль бочки валка, где кривая / - парабола третьей степени, кривая 2 - четвертой степени, кривая 3 - пятой степени.
Па-раболический профиль бочки валка 3- 6-ой степени объединяет в себе достоинств.а цилиндрического профиля, цилиндрического профиля со скосами и црофиля в виде квадратичной параболы, то есть обеспечивает уменьшение межвалковых давлений в середине длины бочки , следовательно, уменьшение износа валка и устранение защемления кромок рабочих валков ii полосы при любой ее ширине.
Таким образом, образующая бочек залков, изготавливаемая не по закону квадратичной параболы, а по параболическому за.кону более высокой степени (третьей, четвертой, пятой, шестой) позволяет уменьщить выработку, а следовательно, число перевалок валков, повыciiTb производительность станов i качество полос.
Формула ) 3 о б р е т е н и я
Прокатный валок, содержащий бочку с
па(раболической образующей, о т л и ч а ющийся тем, что, с целью снижения износа
валка и повышения качества полос порядоч
степени параболической образующей бочки равен 3-6.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР Х° 398298, М. Кл.2 В 21 В 27/02, 1972.
2.Авторское св,идетельство СССР N° 293646, М. Кл.2 В 21 В 27/02, 1969. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1977 |
|
SU624668A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СТАНА КВАРТО | 2015 |
|
RU2585594C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Способ прокатки полос | 1990 |
|
SU1810139A1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
| Рабочий валок листопрокатного стана | 1983 |
|
SU1135507A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАБОЧИХ ВАЛКОВ ПОЛОСОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2361690C1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Валок прокатного стана | 1977 |
|
SU709203A1 |
f,MM
0,2 0,1
0,40,2
А L
О.Ч0,2
