Изобретение относится к прокатному производству и может быть применено на широкополосных станах горячей и холодной прокатки.
Известен узел валков прокатной клети кварто-полосового стана, содержащий два рабочих и два опорных валка, и в котором исходная профилировка опорных валков выполнена по выпуклой параболе, несимметричной относительно середины бочки валка, а исходная профилировка рабочих валков выполнена по вогнутой параболе, также несимметричной относительно середины бочки валка, при этом рабочие валки снабжены средствами осевого перемещения (см., например, авторское свидетельство СССР N 1496851, кл. B 21 B 27/02, 1987). Осевым перемещением рабочих валков в разные стороны можно получать полосу симметричного выпуклого профиля с разной величиной выпуклости (поперечной разнотолщинности).
Предусмотренная в известном узле валков форма профилировки рабочих (опорных) валков позволяет получать полосу только выпуклого поперечного профиля, что ограничивает возможности применения валкового узла. Кроме того, конструкция узла (равенство длин бочек рабочего и опорного валков) не позволяет при изменении профиля полосы сохранить максимально возможную для данного узла ширину полосы, поскольку ширина активной зоны рабочих валков становится при этом меньше ширины опорного валка.
Известен узел валков прокатной клети полосового стана, содержащий рабочие и опорные валки, в котором рабочие валки профилированы по криволинейному центрально-симметричному контуру, имеющему форму одного периода синусоиды, при этом профили верхнего и нижнего рабочих валков эквидистантны, и рабочие валки снабжены средствами их взаимного осевого перемещения (см., например, патент СССР N 1355112, кл. B 21 B 1/22, 1987).
Известный узел позволяет при взаимном осевом смещении рабочих валков изменять профиль зазора между ними в широком диапазоне, от выпуклого до вогнутого. Если при этом величина и знак поперечной "разнотолщинности" профиля зазора (т.е. разность зазоров в середине и по краям активного участка бочек валков) соответствует тем же параметрам подката, это означает, что при сохранении наследственной разнотолщинности вытяжки по ширине проката распределяются равномерно, и, следовательно, полученная полоса не будет иметь дефектов по плоскостности ("волна" или "короб"). Однако отсутствие строгой регламентации геометрических параметров профиля валков, в частности, соотношения амплитуды профиля, периода профиля (т.е. длины бочки рабочего валка) и максимально возможного осевого смещения рабочих валков делает проблематичной возможность равноэффективного использования узла при широком диапазоне параметров профиля подката, и кроме того, не позволяет однозначно рассчитать величину необходимого сдвига валков для получения заданного (требуемого) профиля полосы на выходе. Эта величина определяется, по существу, эмпирически, посредством пробной прокатки и контроля полученного профиля, что связано с потерями времени и металла.
Кроме того, опорные валки в известном узле имеют избыточную длину, превышающую максимальную ширину полосы, что связано с их профилировкой, соответствующей профилировке рабочих валков, а также и с предусмотренной возможностью смещения опорных валков вместе с рабочими в осевом направлении. В варианте конструкции узла, показанном на фиг. 7-9, опорные валки выполнены цилиндрическими и установлены стационарно в осевом направлении, однако возможность сокращения их длины в такой конструкции не использована.
Узел валков согласно упомянутому патенту СССР N 1355112, кл. B 21 B 1/22, 1987, фиг. 7-9, является наиболее близким по своей технической сущности аналогом изобретения.
Задачей изобретения является повышение качества полосового проката по плоскостности за счет создания условий равенства вытяжек по ширине полосы с учетом реального профиля подката.
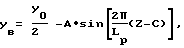
Указанная задача решена тем, что в узле валков прокатной клети полосового стана, содержащем рабочие и опорные валки, в котором рабочие валки профилированы по криволинейному центрально-симметричному контуру, имеющему форму одного периода синусоиды, при этом профили верхнего и нижнего рабочих валков эквидистантны и рабочие валки снабжены средствами их взаимного осевого перемещения, а опорные валки установлены стационарно в осевом направлении, согласно изобретению, профиль образующей верхнего рабочего валка выполнен по синусоиде, описываемой уравнением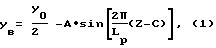
а профиль образующей нижнего рабочего валка выполнен по синусоиде, описываемой уравнением: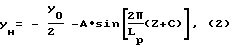
при этом амплитуда синусоид A, период синусоид Lp, максимальное осевое смещение рабочих валков Cmax связаны соотношением: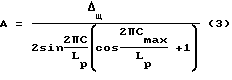
где yв и yн - текущее значение ординаты профиля верхнего и нижнего рабочих валков, мм; y= 0 в горизонтальной плоскости, проходящей через ось прокатки;
Lр - длина бочки рабочего валка или период синусоид, мм;
Z - текущее значение абсциссы, направленной по оси валка, мм; Z=0 в сечении, соответствующем левому краю бочки рабочего валка, при отсутствии его осевого смещения;
y0 - зазор между рабочими ненагруженными валками при отсутствии их осевого смещения, мм;
A - амплитуда синусоиды, равная четверти разности максимального и минимального диаметров бочки рабочего валка, мм; A = 0,23- 0,32 мм;
C - величина осевого смещения рабочего валка, мм; 
Cmax - максимальное осевое смещение рабочего валка, мм; Cmax = (0,055 - 0,083)Lр;
Δщ - разность зазоров между ненагружненными рабочими валками в сечениях, соответствующих краю бочки опорного валка и его середине, мм, определенная с учетом профиля подката, прогиба, износа и сплющивания валков, тепловых выпуклостей, обжатия.
Кроме того, опорные валки выполнены с длиной бочки, меньшей длины бочки рабочих валков на 2Cmax.
Строгая математическая регламентация профиля рабочих валков позволяет увязать его с фактическим профилем подката и максимально выравнять вытяжки по ширине полосы, обеспечивая тем самым максимальную плоскостность полосы, выходящей из стана. Укорочение опорных валков позволяет уменьшить вес узла валков и исключить дополнительный износ краевых участков бочки рабочих валков, искажающих их профиль.
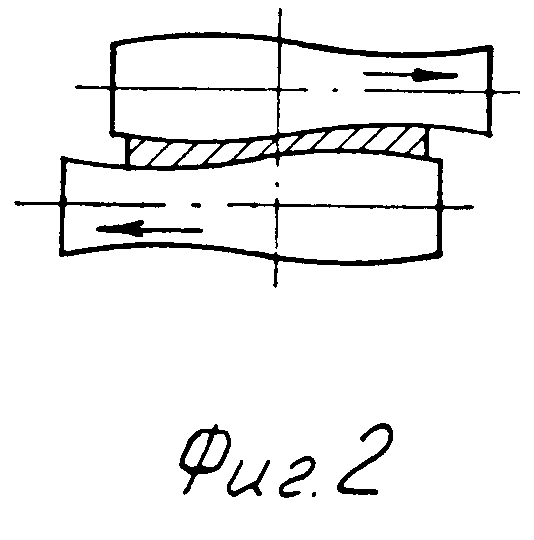
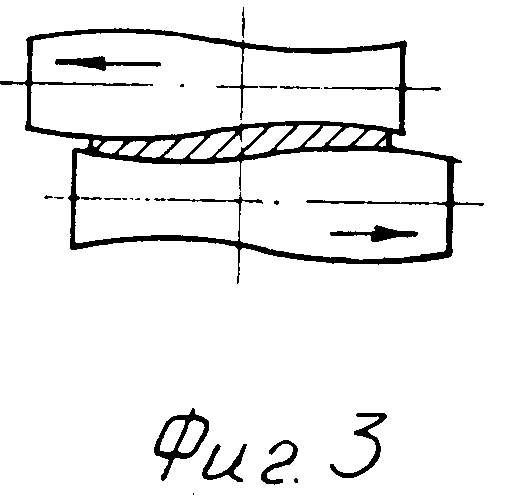
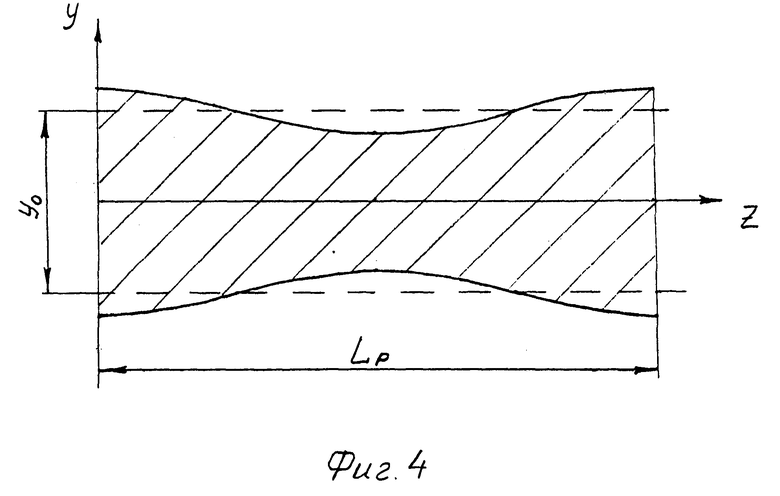
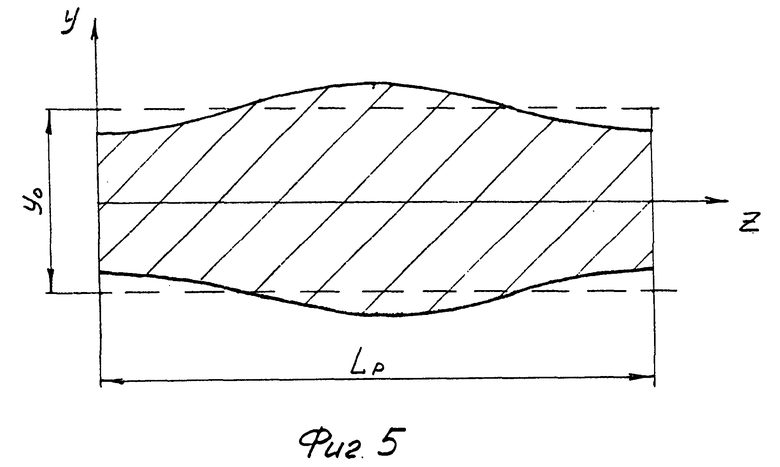
Далее изобретение иллюстрируется чертежами, поясняющими конкретный пример его использования, где на фиг. 1 показан общий вид узла валков, в среднем положении рабочих валков (C=0); на фиг. 2 показано положение рабочих валков при C>0, при этом межвалковый зазор имеет вогнутый профиль; на фиг. 3 показано положение рабочих валков при C<0, при этом межвалковый зазор имеет выпуклый профиль; на фиг. 4 показан профиль межвалкового зазора для положения рабочих валков в соответствии с фиг. 2 (C>0); на фиг. 5 показан профиль межвалкового зазора для положения рабочих валков в соответствии с фиг. 3 (C<0);
Валковый узел состоит из профилированных рабочих валков 1 и опорных валков 2. Предусмотрены средства 3 осевого перемещения рабочих валков 1 на величину ±Cmax. В межвалковом зазоре 4 прокатывается полоса 5. Длина бочки опорного валка Lоп меньше длины бочки рабочего валка Lр на величину 2Cmax.
Профилировка рабочих валков 1 выполнена в соответствии с зависимостями (1), (2) и (3).
На фиг. 1 показан комплект валков в нейтральном положении (C=0), когда межвалковый зазор одинаковый по всей его длине при ненагруженных валках (y0). Для получения вогнутого профиля межвалкового зазора надо верхний валок смесить вправо, а нижний - влево (C>0, фиг. 2). Для получения выпуклого профиля межвалкового зазора надо верхний валок смесить влево, а нижний - вправо (C<0, фиг. 3).
Выполнение образующих бочек рабочих валков в форме кривой по зависимостям (1) и (2) позволяет настраивать рабочую клеть на требуемый профиль межвалкового зазора перед прокаткой и воздействовать на профиль прокатываемой полосы во время прокатки одновременным осевым смещением рабочих валков в противоположные стороны.
Вычитая функцию (2) из функции (1), получим зависимость y(Z) межвалкового зазора от координаты Z при любом фиксированном смещении C
Функция (4) - косинусоидальная и она незначительно отличается от плавной функции параболического типа, которую обычно применяют для описания поперечного профиля прокатываемой полосы, не имеющей дефектов плоскостности типа волны или короба.
На фиг. 4, 5 показан профиль межвалкового зазора между ненагруженными рабочими валками, построенный по функции (4) при C>0 (фиг. 4) и C<0 (фиг. 5).
Как видно из рисунка, функция (4) характеризуется плавностью изменения межвалкового зазора вдоль оси Z, что позволяет, изменяя величину осевой сдвижки C, добиваться равенства вытяжек и плоскостности по всей ширине полосы. Незначительные отличия функции (4) от параболической функции легко устраняются секционным охлаждением профиля валков, которым оснащены все клети тонколистовых станов.
Важнейшей особенностью узла валков, согласно изобретению, является взаимосвязь формы профиля рабочих валков и формы профиля подката, что позволяет существенно повысить равномерность распределения вытяжек по ширине полосы и, как следствие, плоскостность ее.
Только при значении амплитуды A синусоидального профиля валков, определенном по зависимости (3), синусоидальная профилировка обеспечивает устранение неплоскостности полосы во всем диапазоне возможных нарушений равенства втяжек по ширине полосы, поскольку зависимость (3) учитывает также форму исходного профиля подката.
При этом величина Δщ определяется из следующего уравнения, выражающего известный из литературы закон плоской прокатки (т.е. закон сохранения наследственной поперечной разнотолщинности)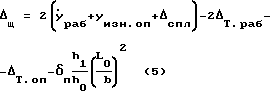
где yраб - прогиб оси рабочего валка на длине L0;
yизн.оп - максимальная величина износа в середине бочки одного опорного валка (на диаметр) в момент установки отшлифованного рабочего валка;
Δспл - разность сплющивания одного рабочего валка в контакте с полосой в середине и у края бочки;
ΔТ.раб, ΔТ.оп - средние значения тепловых выпуклостей рабочего и опорного валков на длине бочки, возникающих в результате неравномерного нагрева и охлаждения при прокатке;
δп - поперечная разнотолщинность подката;
h0, h1 - толщина полосы на входе и выходе из клети;
L0 - длина бочки опорного валка;
b - ширина полосы.
Для определения Δщ в уравнение (5) подставить:
- измеренные значения δп, yизн.оп;
- заданные (по технологии) значения h0, h1, b;
- рассчитанные значения yраб, Δспл, ΔТ.раб, ΔТ.оп.
В свою очередь, для расчета этих величин необходимо измерить:
- температуру подката;
- температуру охлаждающей жидкости;
- усилие прокатки.
Таким образом, оптимальная профилировка рабочих валков узла предполагает использование значительного объема информации, что оправдано конечным результатом: повышением плоскостности прокатанной полосы. Современные методы расчета по математической модели позволяют в темпе прокатки определить требуемую сдвижку валков для получения требуемого профиля зазора между ними. Указанная схема расчета, разумеется, используется и при станочной профилировке валков на вальцешлифовальном станке, например, с числовым программным управлением, при этом по выражению (3) определяют величину A при ранее заданных величинах Lр и Cmax, которую и выдают в качестве задания на профилировку наряду с уравнениями (1) и (2).
Валковый комплект работает следующим образом. Перед прокаткой полосы рабочие валки с синусоидальной профилировкой устанавливают одновременным осевым перемещением в противоположные стороны на требуемый профиль поперечного сечения полосы с учетом: прогиба валков от усилия прокатки; сплющиваний на контакте валков между собой и с прокатываемой полосой; износа опорных валков; тепловых выпуклостей валков; поперечного профиля подката. Во время прокатки при необходимости воздействуют на полосу одновременным небольшим осевым смещением рабочих валков в противоположные стороны, регулируя точность поперечного профиля и плоскостность полосы. Благодаря плавности функции (4), описывающей межвалковый зазор, это обеспечивает условия для достижения равенства вытяжек по ширине полосы, т.е. полоса прокатывается без дефектов плоскостности - волны или короба.
Пример численного расчета.
Для 4-й клети 5-ти клетевого стана 1700 холодной прокатки параметры, входящие в уравнения (3), (5), равны:
ширина полосы b = 1200 мм;
толщина полосы на входе h3 = 0,75 мм;
толщина полосы на выходе h4 = 0,64 мм;
прогиб оси yраб = 0,4 мм;
yизн.оп = 0,1 мм;
Δспл = 0,2 мм;
ΔТ.раб = 0,4 мм;
ΔТ.оп = 0,2 мм;
Cmax = 100 мм;
разнотолщинность полосы на входе в клеть δп = 0,02 мм;
длина бочки опорного валка L0 = 1600 мм;
длина бочки рабочего валка Lр = L0 + 2Cmax = 1800 мм.
При этом параметры δп, yизн.оп измерены; параметры h3, h4, b заданы по технологии; параметры yраб, Δспл, ΔТ.раб, ΔТ.оп вычислены.
Далее определяем по формуле (5)
По формуле (3):
Технический результат изобретения заключается в повышении качества полосы по плоскостности при широком диапазоне параметров поперечной разнотолщинности подката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ РАБОЧИЕ ВАЛКИ | 2001 |
|
RU2210442C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ ОПОРНЫЕ ВАЛКИ | 2001 |
|
RU2210443C2 |
| Прокатная клеть | 1990 |
|
SU1713697A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
Изобретение относится к прокатному производству и может быть использовано на широкополосных станах горячей и холодной прокатки. Сущность изобретения: в четырехвалковой клети, где рабочие валки профилированы по криволинейному центрально-симметричному контуру, имеющему форму одного периода синусоиды, профили верхнего и нижнего рабочих валков эквидистантны, и рабочие валки снабжены средствами их взаимного осевого перемещения для регулирования профиля межвалкового зазора, форма профиля валков, согласно изобретению, регламентирована строго математически в увязке с профилем подката и многими другими технологическими параметрами, включая прогиб, износ, сплющивание валков, тепловые выпуклости валков, шлифовочные выпуклости валков, ширину полосы, обжатие. Изобретение позволяет повысить плоскостность прокатанной полосы. 1 з.п. ф-лы, 5 ил.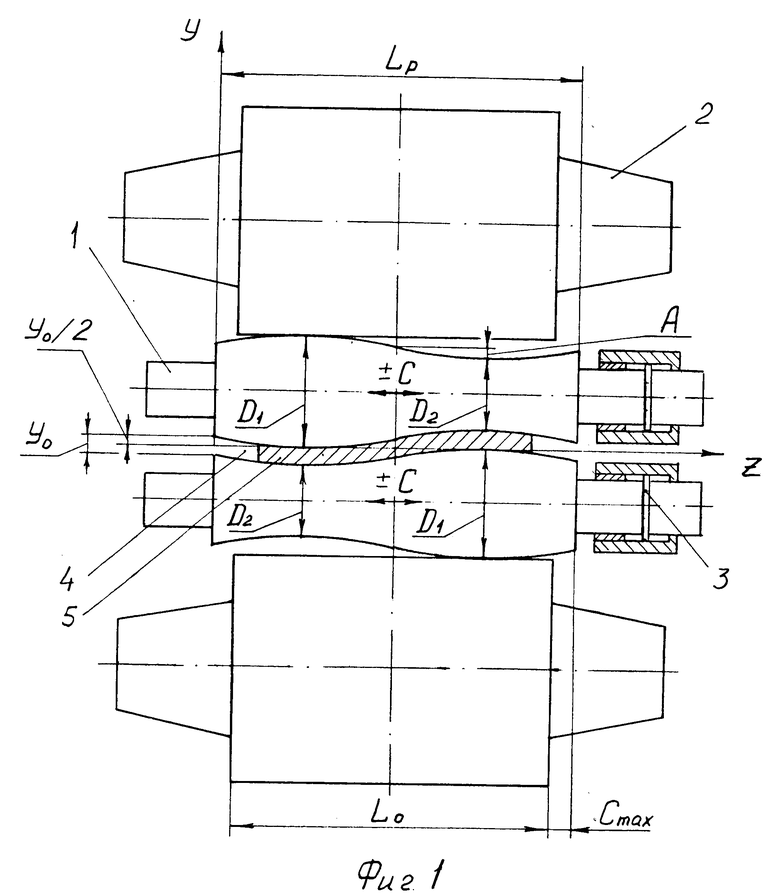
а профиль образующей нижнего рабочего валка выполнен по синусоиде, описываемой уравнением
при этом амплитуда синусоид А, период синусоид Lp, максимальное осевое смещение рабочих валков Cmax связаны соотношением
где ув и ун - текущее значение ординаты профиля верхнего и нижнего рабочих валков, мм; у = 0 в горизонтальной плоскости, проходящей через ось прокатки;
Lp - длина бочки рабочего валка или период синусоид, мм;
Z - текущее значение абсциссы, направленной по оси валка, мм; Z = 0 в сечении, соответствующем левому краю бочки рабочего валка, при отсутствии его осевого смещения;
У0 - зазор между рабочими ненагруженными валками при отсутствии их осевого смещения, мм;
А - амплитуда синусоиды, равная четверти разности максимального и минимального диаметров бочки рабочего валка, мм; А = 0,23 - 0,32 мм;
С - величина осевого смещения рабочих валков, мм, 
Cmax - максимальное осевое смещение рабочего валка, мм; Cmax = (0,055 - 0,083)Lр;
Δщ - разность зазоров между ненагруженными рабочими валками в сечениях, соответствующих краю бочки опорного валка и его середине, мм, определенная с учетом профиля подката, прогиба, износа и сплющивания валков, тепловых выпуклостей, обжатия полосы.
| Валковый комплект | 1987 |
|
SU1496851A1 |
| Узел валков прокатной клети полосового стана | 1983 |
|
SU1355112A3 |
| Прокатный валок | 1983 |
|
SU1119748A1 |
| Валковый комплект листопрокатного стана | 1990 |
|
SU1761321A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
