Изобретения относятся к машиностроению, металлургии, судостроению, где они могут использоваться для изготовления ответственных композиционных деталей из трудносвариваемых материалов, например, для соединения твердых сталей с низкоуглеродистыми, а также толстолистовых и высокопрочных алюминиевых сплавов со сталью, легкоплавких металлов с тугоплавкими и др.
Известен биметалл, состоящий из двух различающихся по твердости металлов, механически контактирующих между собой через сварную поверхность. Такое соединение может быть получено, в частности, совместной прокаткой (Производство металлических слоистых композиционных материалов. А.Г.Кобелев, В.И.Лысак, В.Н.Чернышев, А.А.Быков, В.П.Востриков. - М.: ИНТЕРМЕТ ИНЖИНИРИНГ, 2002. - 496 с.).
Недостатком известного биметалл является то, что он не является неразъемным - вдоль сварной поверхности могут развиваться трещины, что вызовет расслоение биметалла.
Известен биметалл, состоящий из двух различающихся по твердости металлов, механически контактирующих между собой через поверхность, состоящую из чередующихся со стороны мягкого и твердого металлов выступов, в сечении имеющих форму «ласточкин хвост» (Патент US №5244746, В23В 003/30, В60М 001/30, 14.09.1993, ПРОТОТИП).
Недостатком известного биметалла является то, что прочность здесь обеспечивается только за счет неразъемного соединения «ласточкин хвост», тогда как прочная связь металлов по контактным поверхностям отсутствует, поэтому прочность биметалла будет меньше, чем прочность наименее прочного из компонентов.
По технической сущности к заявляемому способу наиболее близок приведенный в описании патента на известный биметалл способ его изготовления (Патент US №5,244,746, В23В 003/30, В60М 001/30, 14.09.1993, ПРОТОТИП). Известный способ включает выполнение на поверхности твердого металла пазов, размещение над этой поверхностью поверхности более мягкого металла, воздействие на противолежащую поверхность данного металла давлением, обеспечивающим деформацию мягкого металла до механического соединения его с поверхностью твердого металла, с полным заполнением мягким металлом пазов в твердом металле. Пазы изготавливают трапецеидального сечения.
Недостатком известного способа является то, что прочная связь по контактным поверхностям в пазах между мягким металлом и твердым металлом отсутствует, вследствие чего уменьшается и прочность биметалла. Кроме того, наличие дополнительных операций по изготовлению пазов трапецеидального сечения ощутимо повышает затратность способа.
Задачей предлагаемых изобретений является получение биметалла из разнородных металлов, в котором повышение прочности соединения сочетается с гарантией механической целостности соединения, кроме того, задачей является снижение себестоимости изготовления подобного биметалла.
Технический результат настоящего изобретения заключается в повышении прочности биметаллического соединения и в снижении себестоимости.
Технический результат достигается тем, что в биметалле повышенной прочности, состоящем из двух различающихся по твердости металлов, механически контактирующих через поверхность, состоящую из чередующихся со стороны мягкого и твердого металлов выступов, в сечении имеющих форму «ласточкин хвост», новым является то, что по вершинам выступов механический контакт металлов выполнен сварным. А также то, что механический контакт по вершинам выступов выполнен сваркой взрывом. Механический контакт по боковой поверхности выступов выполнен сваркой плавлением. Чередующиеся выступы расположены параллельно друг другу. Механический контакт металлов выполнен через металлическую прослойку. Отношение величины ширины выступа мягкого металла «m» к величине ширины выступа твердого металла «t» у основания определено выражением:
m/t≥σт/σм,
где σт и σм - пределы прочности твердого и мягкого металлов при температуре эксплуатации. Отношение величины высоты выступа «l» к величине ширины выступа «m» мягкого металла у основания определено выражением:
l/m≥0,5σт/σм.
Указанный технический результат достигается тем, что в способе изготовления биметалла повышенной прочности, включающем выполнение на поверхности металла вытянутых вдоль нее чередующихся пазов, размещение над этой поверхностью поверхности другого металла с меньшей твердостью, воздействие на противолежащую поверхность данного металла давлением, обеспечивающим деформацию мягкого металла до механического соединения его с поверхностью твердого металла, с полным заполнением мягким металлом пазов в твердом металле, новым является то, что пазы выполняют прямоугольной формы в сечении, давление создают в результате подрыва взрывчатого вещества, с изменением формы пазов на трапецеидальную и образованием сварного соединения типа «ласточкин хвост». А также то, что пазы выполняют параллельно друг другу, сварку взрывом осуществляют в направлении вдоль пазов. До подрыва заряда между соединяемыми металлами помещают тонкую металлическую прослойку и сваркой взрывом мягкий металл соединяют с прослойкой, а затем осуществляют соединение сваркой взрывом прослойки с поверхностью твердого металла.
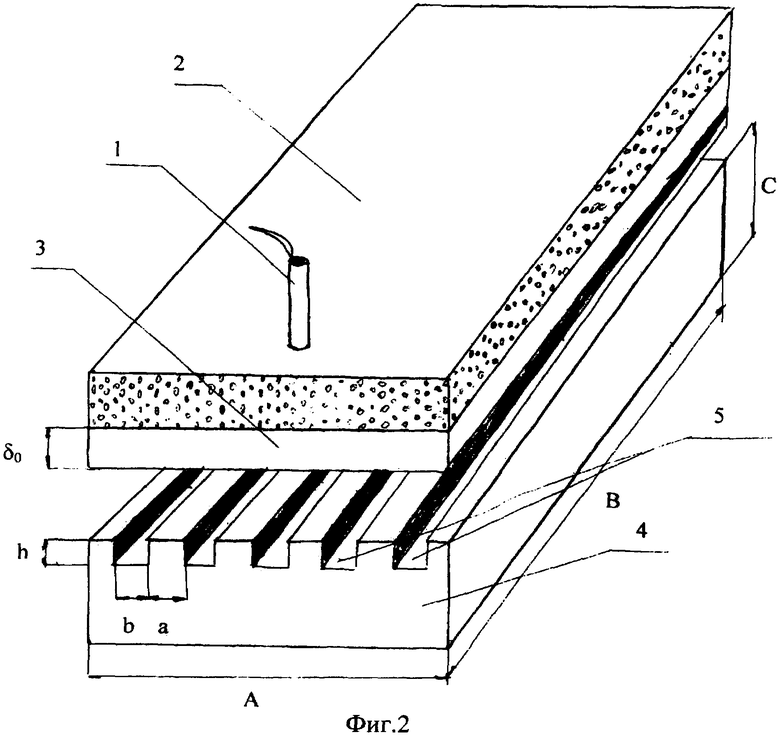
На фиг.1 дана фотография предлагаемого биметалла повышенной прочности (в разрезе). Указанный биметалл состоит из двух металлов, различающихся по твердости, (алюминий и сталь), механически контактирующих между собой через поверхность, состоящую из чередующихся со стороны мягкого и твердого металлов выступов, в сечении имеющих форму «ласточкин хвост», механический контакт по вершинам выступов выполнен сварным - 1, механическое контакт по боковой поверхности выступов выполнен сваркой плавлением - 2.
Прочность биметалла повышается за счет того, что в соединении типа «ласточкин хвост» механический контакт металлов по вершинам выступов выполнен сварным. Кроме того, прочность дополнительно повышается, если механический контакт по боковой поверхности выступов выполнен сваркой плавлением.
Расположение выступов параллельно друг другу приводит к анизотропии контактной поверхности в биметалле и механических характеристик изделия в целом. Таким образом, располагая изделие оптимальным образом относительно прилагаемой нагрузки, например направив сдвиговые напряжения вдоль поверхности перпендикулярно выступам, можно добиться повышения прочности биметалла.
Тонкая металлическая прослойка в биметалле применена для улучшения качества сварки основных слоев, а также для улучшения эксплуатационных характеристик. Сочетание соединения "ласточкин хвост" с применением промежуточной прослойки для улучшения качества сварки обеспечивает расширение набора материалов, используемых в качестве прослоек.
Зависимость п.6 определяет соотношение между шириной выступов у основания мягкого и твердого металлов и прочностью металлов для случая, когда в соединении, выполненном клепкой взрывом, прочность сварки по контактной поверхности незначительна. Прочность биметалла будет определяться механическим защемлением "ласточкиного хвоста", а разрушение будет происходить путем разрыва выступов у основания. Наибольшая прочность будет достигаться при равенстве разрушающей нагрузки (соотношение п.6 после раскрытия дробей) для выступов из мягкого и твердого металлов, т.к. величина приложенной к ним нагрузки одинакова. Тем самым определяется наибольшее значение гарантированной прочности соединения при оптимальном соотношении размеров выступов.
Зависимость п.7 приведена для случая, аналогичного п.6, и носит оценочный характер для определения глубины паза, при которой разрушение соединения произойдет путем разрыва выступов у основания, а не путем вытягивания мягкого металла из "ласточкиного хвоста". Левая часть неравенства (соотношение п.7 после раскрытия дробей) определяет нагрузку, при которой произойдет вытягивание мягкого металла из "ласточкиного хвоста", а правая часть - нагрузку, превосходящую по величине нагрузку, разрушающую выступ у основания. Тем самым зависимость п.7 определяет ограничение снизу на глубину паза для достижения наибольшего значения гарантированной прочности соединения.
Предлагаемый способ осуществляется в следующей последовательности - фиг.2. Инициатор - 1 с зарядом взрывчатого вещества (ВВ) - 2 размещают на поверхности мягкого металла - 3. Под противолежащей поверхностью данного металла размещают поверхность другого металла с большей твердостью - 4. На указанной поверхности металла - 4 выполняют вытянутые вдоль нее чередующиеся пазы прямоугольного сечения - 5. После подрыва заряда - 2 инициатором 1 по ВВ распространяется детонационная волна. Высокое давление в продуктах взрыва воздействует на поверхность металла - 3, обеспечивая деформацию мягкого металла до механического соединения его с поверхностью твердого металла - 4. В результате соударения соединяемых поверхностей пазы - 5 деформируются, изменяя форму в сечении на трапецеидальную. В процессе деформации мягкий металл полностью заполняет пазы в твердом металле. Для повышения прочности композиционного материала механическое соединение металлов на вершинах выступов, дне пазов твердого металла выполняют сваркой взрывом.
При параллельном расположении выступов можно оптимальным образом сориентировать свариваемые поверхности относительно направления сварки для достижения наибольшей прочности соединения, т.к. обычно процесс сварки взрывом ведут последовательно от одного конца свариваемой поверхности до другого.
В заявляемом способе трапецеидальное сечение пазов есть следствие деформации выступов за счет соударения. При соударении поверхности мягкого металла с поверхностью выступа твердого металла центральная его часть деформируется в направлении вдоль выступа, а боковая часть также и в направлении в паз. Процесс по сути аналогичный соединению металлов путем клепки (клепки взрывом). В итоге суммарная деформация выступа в боковой его части оказывается больше, поэтому исходный прямоугольный выступ приобретает форму "ласточкин хвост". В то же время необходимо отметить, что указанная деформация выступа не является обязательным атрибутом сварки взрывом, т.к. условия сварки и условия пластической деформации выступа никак не связаны между собой.
Таким образом условие изготовления биметалла сваркой взрывом не является обязательным, т.к. соединение в заявляемом способе может быть получено и в том случае, когда сварка взрывом по каким-либо причинам невозможна, например при сверхзвуковой скорости точки контакта либо даже при плоском соударении соединяемых поверхностей. В этом случае происходит частичная сварка соединяемых поверхностей по причине проскальзывания их друг относительно друга с нагревом трущихся поверхностей вплоть до плавления с последующим затвердеванием расплава (подобно сварке трением). Очевидно, что возможна и комбинация указанных процессов, например сварка взрывом по вершинам выступов твердого металла и сварка плавлением по вершинам выступов мягкого металла.
Контактная поверхность заявляемого биметалла имеет неоднородное строение. Можно отметить несколько наиболее вероятных факторов, ответственных за формирование соединения сваркой плавлением. Во-первых, это нагрев трущихся поверхностей вплоть до плавления при продавливании мягкого металла внутрь паза (подобно сварке трением). Затем - нагрев поверхностей от сжимаемого в пазе воздуха. Дополнительно, если соединение по вершинам выступов ведется в режиме сварки взрывом с диспергированием вещества из точки соударения, происходит вытеснение его в пазы с конденсацией на боковых стенках. Таким образом, формирование соединения сваркой плавлением является следствием неразъемного соединения "ласточкин хвост" (возможность удержания свариваемых поверхностей вместе) и отличительным признаком использованного высокоэнергетического способа (с применением взрывчатых веществ).
Известно, что в качестве одного из условий сварки принято, чтобы время удержания свариваемых поверхностей вместе (время действия высокого давления в зоне сварки) было больше времени отвода тепла от данной области. Вместе с тем, его выполнение в ряде случаев проблематично, например для трудносвариваемых композиций; для толстых листов (большие размеры нагретых областей); на краях листов (быстрый сброс давления) и т.д. Для заявляемого биметалла эти ограничения отпадают, т.к. здесь свариваемые поверхности удерживаются вместе не за счет высокого давления, а по причине конструктивных особенностей сварной границы. С одной стороны, это дает повышение прочности биметалла при прочих равных условиях. С другой, способствует расширению области параметров, обеспечивающих прочное соединение.
Примеры реализации способа.
Пример 1. Возможность значительного расширения параметров взрывного воздействия при изготовлении биметалла заявляемым способом.
На поверхности стальной пластины (из Ст.3) толщиной 40 мм фрезерованием выполнили прямоугольные пазы размерами 5×5 мм с расстояниями между пазами 5 мм. Над этой поверхностью размещали пластину алюминия толщиной 10 мм, на которой размещали заряд ВВ сварочный аммонит АТ2 толщиной 25 мм. Алюминиевая пластина располагалась по отношению к стали с отрицательным углом наклона 12°, который обеспечивал плоское соударение пластин между собой (сварка взрывом в подобном режиме невозможна). Детонацию инициировали электродетонатором ЭД8Э. После подрыва заряда получен биметалл алюминий - сталь. Пазы приобрели трапецеидальную форму, алюминий затек в пазы и полностью их заполнил с образованием соединения типа «ласточкин хвост». На вершинах выступов и на дне пазов наблюдается частичная сварка между сталью и алюминием. Прочность биметалла в основном определяется механическим соединением "ласточкин хвост" и составляет около 10 МПа, разрушение по контактной границе.
Пример 2. Пример приведен для случая изготовления биметалла по заявляемому способу с использованием режимов сварки взрывом.
Биметалл сталь - алюминий изготавливался в условиях предыдущего примера при параллельном расположении пластин между собой. Сварку взрывом осуществляли в направлении вдоль пазов. Фотография микрошлифа биметалла приведена на фиг.1. На вершинах выступов и на дне пазов наблюдается сварка взрывом между сталью и алюминием. По боковой поверхности пазов вдоль контакта металлов наблюдается сварка плавлением, прочность соединения металлов здесь около 5 МПа (измерена после удаления путем фрезеровки металла, выступающего за пределы "ласточкиного хвоста"). Прочность биметалла составила 95 МПа, разрушение по алюминию.
Пример 3. Влияние тонкой металлической прослойки на повышение прочности биметалла из трудносвариваемых композиций.
Биметалл сталь - алюминиевый сплав АД31 (нагартованный толщиной 10 мм) изготавливался в условиях предыдущего примера при параллельном расположении пластин между собой. Прочность биметалла составила 100 МПа, разрушение по контактной границе. В условиях данного примера до подрыва заряда между соединяемыми металлами поместили металлическую прослойку из титана ВТ1-0 толщиной 0,5 мм. При подрыве заряда сплав АД31 вначале сваривался с прослойкой, а затем получившийся пакет со сталью. Прочность биметалла составила 160 МПа, разрушение частично по контактной границе титан - АД31.
Пример 4. Выбор оптимального размера пазов для повышения прочности биметалла из трудносвариваемых композиций.
На поверхности стальной пластины (из Ст.3) толщиной 40 мм фрезерованием выполнили прямоугольные пазы размерами 8×12 мм с расстояниями между пазами 4 мм. Над этой поверхностью размещали пластину алюминиевого сплава АД31 (нагартованный толщиной 20 мм), на которой размещали заряд смеси аммонита №6 ЖВ с NaCl в пропорции 1/2 толщиной 60 мм. Прочность биметалла составила 200 МПа, разрушение по АД31.
Предлагаемое неразъемное биметаллическое соединение характеризуется повышенной прочностью за счет того, что соединение типа «ласточкин хвост» дополнительно усиливается, когда механический контакт между металлами в нем выполнен сварным. Кроме того, стоимость изготовления биметаллического соединения по предложенному способу снижается в результате изменения формы пазов, изготавливаемых в основном металле, с трапецеидального сечения на прямоугольное.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2017 |
|
RU2673595C1 |
| Заготовка для изготовления проволоки и способ ее создания | 2023 |
|
RU2805023C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЕРОВ АЛЮМИНИЯ | 1999 |
|
RU2165482C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2522505C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| КОЛОДКА ВАГОННАЯ ТОРМОЗНАЯ КОМПОЗИЦИОННАЯ НА ОСНОВЕ ЖЕЛЕЗА | 2013 |
|
RU2524763C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЁРОВ АЛЮМИНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605885C1 |
| Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД и способ её изготовления | 2019 |
|
RU2736388C1 |
Изобретения могут использоваться для изготовления ответственных композиционных деталей, эксплуатирующихся под нагрузкой при высоких температурах, когда происходит существенная деградация соединения, например биметаллических вставок и электродов при электролизе расплавленных солей металлов. Контактная поверхность неразъемного биметаллического соединения из двух различающихся по твердости металлов выполнена в виде чередующихся со стороны мягкого и твердого металлов выступов, в сечении имеющих форму «ласточкин хвост». Механический контакт по вершинам выступов выполнен сварным, например, сваркой взрывом. Механический контакт по боковой поверхности выступов получен сваркой плавлением. Выступы расположены параллельно друг другу и имеют заданные параметры. Вдоль контактной поверхности может быть расположена тонкая металлическая прослойка. В заготовках пазы выполняют прямоугольной формы в сечении, а в результате сварки пазы меняют форму на трапецеидальную с образованием соединения типа «ласточкин хвост». Изобретения обеспечивают повышение прочности биметаллического соединения и снижение себестоимости. 2 н. и 8 з.п. ф-лы, 2 ил.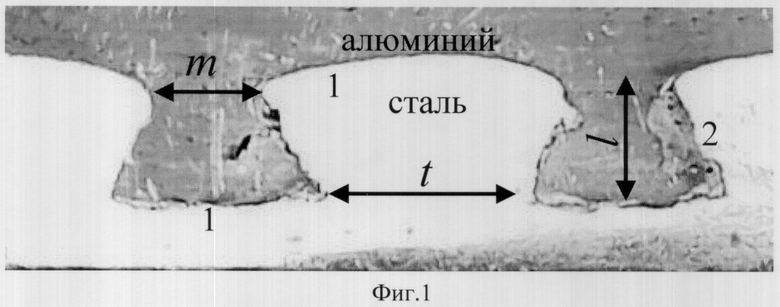
| US 5244746 A1, 14.09.1993 | |||
| Пакет для получения многослойных листов | 1979 |
|
SU772769A1 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЕРОВ АЛЮМИНИЯ | 1999 |
|
RU2165482C2 |
| Способ получения биметаллических изделий | 1988 |
|
SU1660903A1 |

