Изобретение относится к области гидротехнического строителЁства, а HivieHHo к устройствам для изготовления армокаркасов железобетонных (сталежелезобетонных) напорных негабаритных трубопроводов.
Цель изобретения - расширение технологических возможностей и по- вьшение качества армокаркасов.
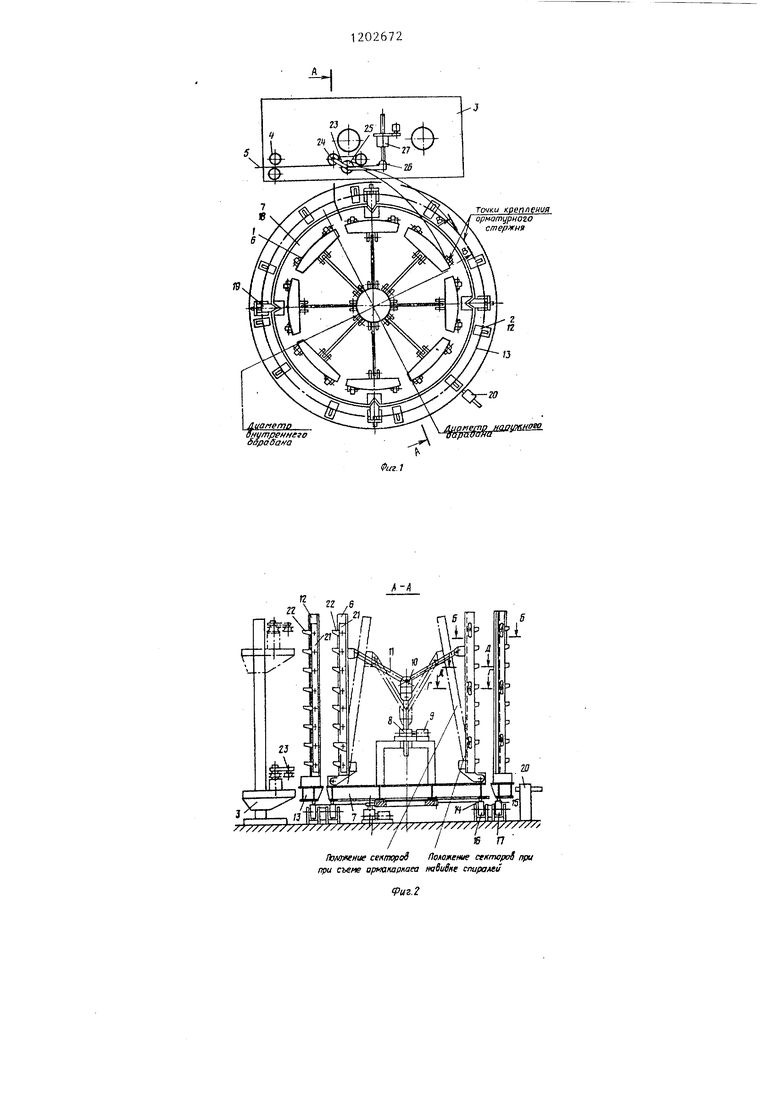
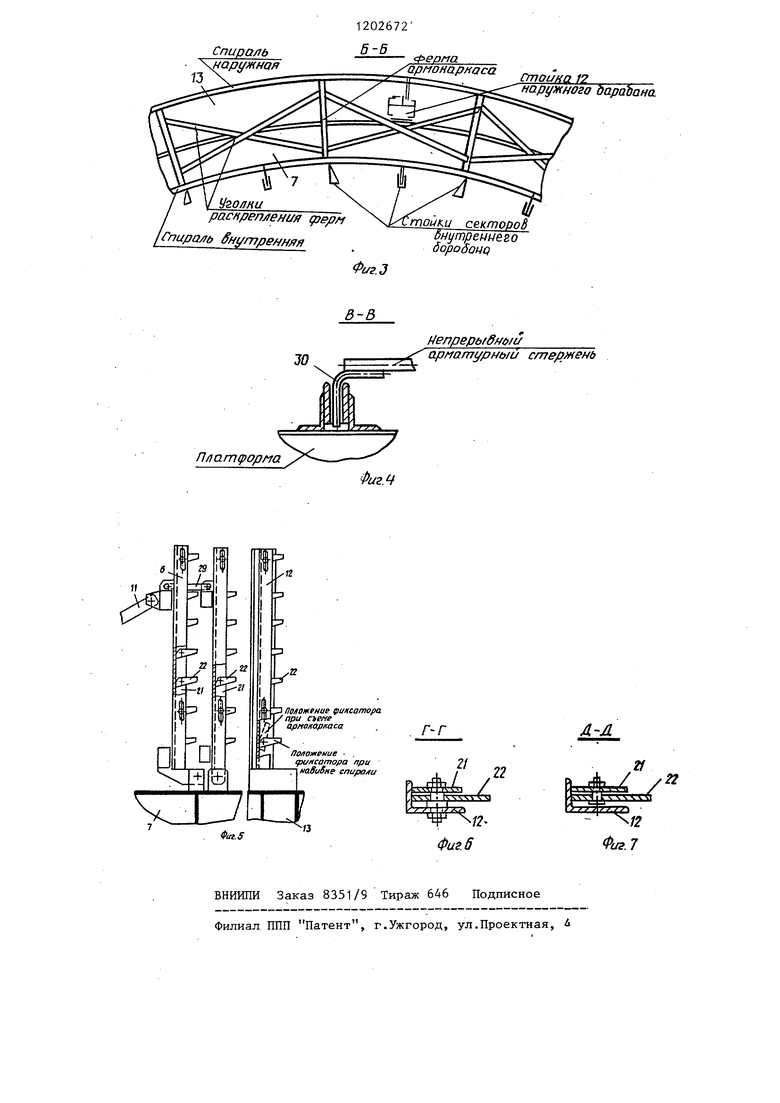
На 1)иг.1 изображено предлагаемое устройство, план на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.1; на фиг.З - установка съемных стоек,, предназначенных для изменения внутреннего диаметра армо- каркаса, на фиг.6 - разрез Г-Г на фиг.2; на фиг.7 - разрез Д-Д на фиг. 2 .
Устройство содержит концентричные внутреннюю 1 и наружную 2 оправки и подвижный в осевом направлении суппорт 3 с механизмом 4 подачи арматуры 5.
Внутренняя оправка 1 содержит равномерно размещенные по окружности стойки 6, выполненные в поперечном сечении в виде секторов и смонтированные на планшайбе 7 с возможностью ограниченного поворота в плоскости, проходящей через ось оправки. Поворот стоек 6 осуществляется посредством винтового механизма 8 с приводом 9, винт 10 которого шарнирно соединен тягами 11 со стойками 6.
Наружная оправка 2 содержит равномерно размещенные по окружности стойки 12, закрепленные на кольцевой планшайбе 13. Планшайбы 7 и 13 оправок 1 и 2 смонтированы посредством кольцевых рельсовых направляющих 14 и 15 соответственно на опор- ньгх катках 16 и 17, установленных на фундаменте. Планшайба 7 внутренней оправки 1 кинематически связана с приводом 18 поворота оправки.
Планшайба 13 наружной оправки 2 оснащена выполненными в виде выдвиж- ньк сцепов устройствами 19 фиксации относительно планшайбы 7 и смонтированным на фундаменте устройством 20 фиксации относительно фундамента.. На стойках 6 и 12 устройства смонтированы с возможностью вертикального установочного перемещения полосы 21, несущие шаговые элементы 22, выполненные в виде поворотных
0
5
кронштейнов и предназначенные для фиксации положения витков спирале.й. Устройство содержит смонтированное на суппорте 3 вальцовочное устройство 23, включающее стационарные ролики 24 и ролик 25, соединенный шарнирно посредством звена 26 с винтовым механизмом 27. Вальцовочное устройство 23 предназначено для Предварительного изгиба арматуры 5 по радиусу, величина которого значительно меньше радиуса внутренней спирали армокаркаса, что обеспечивает безопасность обслужипающего персонала в случае обрЕ)Ша арматуры вследствие прижима свободного конца арматуры к барабанам оправки.
На компенсационном участке трубопровода в местах разме чения кольцевых ребер внутренний диаметр армокаркаса не-сколько больше, чем на остальных участках. Для обеспечения возможности изготовления такого, армокаркаса устройство оснащено дополнительно съемными стойками 28, нижний конец .которых закреплен шарнирно на планшайбе 7, а верхний связан шарнирно со стойками 6 посредством тяг 29.
0 Крепление арматуры 5 к планшайбам 7 и 13 осуществляется идентич- . но путем приварки конца арматуры к свободному концу Г-образного .стержня 30, второй конец которого
5 размещен в отверстии соответствующей планшайбы на расстоянии от центра планшайбы, равном радиусу внутренней или наружной спиралей армокаркаса.
0 Устройство работает следующим ебразом.
В исходном положении суппорт 3 с механизмом 4 подачи арматуры находится в крайнем .нижнем пологкении,
5 Стойки 6 внутренней оправки 1 устанавливаются посредством винтового механизма 8 с приводом 9 в строго вертикальное положение. Полосы 21 выставляются таким образом, что0 бы шаговые элементы 22 стоек 6 и 12 равномерно разместились по ходу теоретической траектории спирали.
Непрерывньй стержень арматуры 5 подается механизмом 4.к вальцовоч5 ному устройству 23, изгибается, затем .конец арматуры приваривают к Г-образному стержню 30, закрепляя таким образом арматуру на планшайе 7 внутренней оправки 1, При этом ланшайба 13 фиксируется устройством 20 относительно фундамента, а сцепы устройств 19 фиксации задвинуты, обеспечивая тем самым возможность поворота планшайбы 7 относительно планшайбы 13 наружной оправки 2. Затем одновременным включением механизма перемещения (не показан) суппорта 3 и привода 18 поворота оправки осуществляется навивка спирали на внутреннюю оправку 1. При этом за один оборот планшайбы суппорт 3 поднимается на величину, равную шагу витков спирали. Фиксация положения навиваемого на внутреннюю оправку 1 арматурного стержня осуществляется шаговыми элементами 22, выполненными в виде поворотных кронштейнов. Высота навиваемой спирали (размер звена армокарка- са) зависит от грузоподъемности обслуживающего устройства, крана и колеблется в пределах 3-6 м в зависимости от диаметра арматуры. Первый и последний витки спирали навиваются при неподвижном суппорте и замыкаются, создавая жесткую конструкцию спирали. По окончании внутренней спирали армокаркаса производится обрезка арматуры.
Затем посредством вьщвижных сцепов 19 проивзодится фиксация планшайбы 13 относительно планшайбы 7 и расфиксация ее относительно фундамента посредством устройства 20, выполненного в виде выдвижного упора.
Затем по периметру внутренней спирали устанавливаются и привариваются к ней продольные фермы армокаркаса и элементы их раскрепления, причем диаметр описанной окружности, образованный фермами несколько больше диаметра наружной оправки 2, стойи 12 которой оказываются размещен- . ными с зазором между фермами и элементами из раскрепления- (фиг.З).
После этого суппорт 3 вновь устанавливается в крайнее нижнее положение, непрерывный стержень арматуры- крепится к планшайбе 13 наружного барабана, .
Затем включением привода 18 поворота оправки и механизма перемещения суппорта 3(ло аналогии с внутренней спиралью) производится навивка наружной спирали армокаркаса теперь уже на продольные фермы. При этом стойки 12 наружной оправки 2 служат только для размещения на них шаговых элементов 22, выполненных
в виде поворотных кронштейнов и предназначенных для фиксации положения витков спирали, а между наружной спиралью и стойками 12 образуется зазор.
По окончании навивки наружной спирали производится ее приварка к продольным фермам армокаркаса, после чего готовое изделие снимается с устройства. Для этого посредством
винтового механизма 8 производится поворот стоек 6 внутренней оправки 1 на угол, достаточный для создания зазора между стойками 6 и внутренней спиралью армокаркаса (фиг.2),
При подъеме армокаркаса шаговые элементы 22 поворачиваются под воздействием витков спирали вверх, пропуская армокаркас. После съема из- . делия шаговые элементы 22 под действием момента от собственного веса вновь занимают исходное положение .
Для изготовления армокаркаса с большим внутренним диаметром производится установка дополнительных стоек 28 и последующая навивка на них внутренней спирали.
Предлаг аемое изоб эетение по сравнению с известным позволяет
осуществить изготовление армокаркаса негабаритных напорных водоводов за одну установку, что обеспечивает высокую точность (по форме и размерам), а следовательно, и
качество изготовления. Кроме того, устройство позволяет снизить трудоемкость изготовления армокаркасов, высвободить оборудование (устройство для навивки спирали другого типо размера и стенд для монтажа и сварки армокаркаса)J а также обеспечивает, возможность изготовления любого типоразмера армокаркасов из арматуры любого диаметра.
онитреннего oofloSava
ттк.и креп пения арматурного стер1гня
-ь
SSfflfl&US
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трапецеидальной секции армокаркаса коленного участка негабаритного трубопровода | 1984 |
|
SU1206377A1 |
| Напорный турбинный трубопровод и способ его изготовления | 1983 |
|
SU1161637A1 |
| Напорный турбинный трубопровод и способ его изготовления | 1980 |
|
SU949060A1 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1984 |
|
SU1236085A2 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1980 |
|
SU895577A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |
| Стенд для сборки армокаркасов турбинных трубопроводов | 1982 |
|
SU1033630A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
У/Уд////у Х////у/Х 1/ / /Х/
S П
Лзкагкенае сехторяв Понохение ctiimopot при при пене арнакаркаеа новиВне спцрами
Риг.2
и
1
Cnupa/tb
pacffрешения ipepfi Irnufla/ri, ffHt/mfleHHffff
1202672 б-б
Ферпа
Фиг.З
сектоооВ Mt/треннего SopoSoHQ
Henpepbf8w/u
арматурный
Р По/юженае уинсатора /при neffe арпояаркаса
Пояажеиие . ipuHCamopa при Т(нави8не спирали
Фиг. 5
2i
.22
j/ А
N/2Фиг.В
2f
гНЬ / /22
- /
ISfSiS St
f f.fft
- /г
Фаг. 7
ВНИИПИ Заказ 8351/9 Тираж 646 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, Л
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
