1
Изобретение относится к области измерительной техники, применяемой в станкостроении при контроле кинематической погрешности винторезных станков.
Известно устройство для активного контроля и настройки кинематической цепи станков, состоящее из датчиков угла поворота и линейного перемещения. Измерение осуществляется путем сравнения сигналов с датчиков угла поворота и линейного перемещения с числом эталонных импульсов.
Недостатком этого устройства является то, что счетчик импульсов должен иметь сложную схему, в составе которой необходим многоразрядный счетчик.
Целью изобретения является упрощение прибора.
Для этого прибор снабжен датчиком измерительных импульсов, кинематически связанным со шпинделем, причем выход датчика линейного перемещения суппорта подключен ко входу электронной схемы начала счета, а выход датчика отсчета оборотов шпинделя - ко входу электронной схемы конца счета.
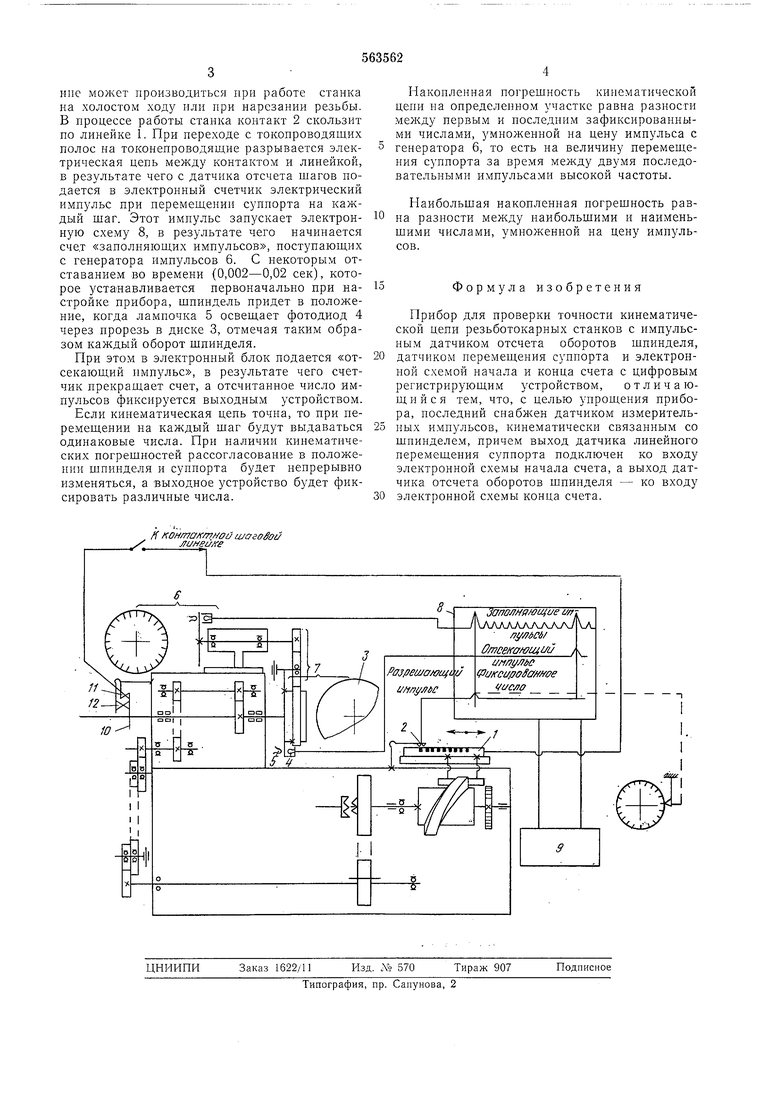
На чертеже показана кинематическая схема прибора.
Датчик линейного перемещения состоит из линейки 1, на которой чередуются токопроводящие и токонепроводящие полосы.
Расстояние между двумя токопроводящнми
полосами выдерживается с точностью, соответствующей точности измерений. На линейку опирается скользяший подпружиненный контакт 2. В зависимости от типа станка один из элементов - линейка или контакт - устанавливается на неподвижной части станка, а второй - на подвижной.
Датчик отсчета оборотов шпинделя состоит из закрепленного на планшайбе диска 3, имеюшего одну прорезь, фотодиода 4 и лампочки 5.
Генератор 6 заполняющих импульсов - фотоэлектрический индуктивный или другого тппа датчик - кинематически связан со шпипделем с помощью передачи 7.
Все три датчика подключены к входам электронной схемы 8. На выход электронной схемы подключается выходное устройство 9, в качестве которого быть применен
перфоратор, цпфропечатающее устройство, цифровой индикатор и т. п.
Вспомогательное устройство - контактный диск 10 и контакты И и 12 - располагается на задней стороне шпиндельной бабки п служпт для подачи на выходное устройство команд, например: «пробивка числа, «сброс числа и т. д.
проверки кинематической точности винторезной цепи станок настраивается на шаг,
равный или кратный шагу линейки 1. Измере
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля точности позиционирования узлов станка | 1988 |
|
SU1597514A1 |
| Токарно-винторезный станок | 1987 |
|
SU1526954A1 |
| Станок для нарезания конических винтовых поверхностей с равномернопеременным шагом | 1981 |
|
SU986664A1 |
| Резьбоуказатель токарно-винторезного станка | 1977 |
|
SU648346A1 |
| Резьбоуказатель токарно-винторезного станка | 1979 |
|
SU1058717A1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ СОСТОЯНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ С ЧПУ | 1995 |
|
RU2092292C1 |
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ КИНЕМАТИЧЕСКОЙ ЦЕПИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1994 |
|
RU2069605C1 |
| Устройство для определения прерывной кинематической погрешности зубчатых колес | 1980 |
|
SU926526A1 |
| Устройство для измерения линейныхпЕРЕМЕщЕНий | 1974 |
|
SU798482A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
