Изобретение относится к машиностроению, к способам проверки точности и работоспособности станков.
Известны способы проверки точности станков с использованием различных оправок и измерителя линейных перемещений, заключающиеся в том, что оправку устанавливают на стол контролируемого станка, а измеритель линейных перемещений в шпиндель, перемещают шпиндель относительно оправки и по показателям измерителя линейных перемещений судят о точности станка /1/.
Известен способ диагностики состояния станка по спектральному анализу профилеграммы обработанной поверхности. /2/
Недостатками этих способов является невозможность проведения контроля в процесс обработки, невозможность регистрации сбоя в измерительной системе либо системе ЧПУ станка, а также практическая невозможность проверки точности и состояния станка во всем его рабочем пространстве.
Известен способ контроля рабочих процессов в станке с ЧПУ путем измерения изменений токов приводов станка, по которым судят о состоянии процесса обработки. /3/
Также известен способ контроля состояния станков с ЧПУ путем дублирования систем ЧПУ и измерительных систем станка и сравнения их данных в процессе обработки. /4/- прототип.
Способ включает подачу тестовых наборов и сравнение координат двух измерительных систем, автономно расположенных в цепи обратной связи.
Недостатком этих способов является значительное усложнение конструкции и, как следствие, снижение надежности и увеличение стоимости станков.
Цель изобретения повышение достоверности работы и снижение вероятности брака.
Поставленная цель достигается тем, что одну из измерительных систем устанавливают непосредственно на холостом винте испольнительного органа станка и контроль за перемещением его осуществляют в точках кратных шагу винта с последующей проверкой наличия сигнала индикации контрольной точки.
Предлагаемый способ поясняется чертежом, где изображена кинематическая схема управления перемещением исполнительного органа станка /ИОС/ для одной координаты.
Двигатель подачи 1 через ходовой винт 5 перемещает ИОС 2. Устройство 7 ЧПУ ведет отсчет перемещений ИОС по датчику обратной связи 4, и в зависимости от текущей координаты ИОС формирует управляющее воздействие на двигатель 1.
Для реализации способа на ходовом винте монтируется диск с радиальной оптически прозрачной щелью, который прерывает световой поток фотоэлектрического датчика 6, связанного с одним из входов устройства ЧПУ 7.
При вращении ходового винта 5 на каждый его оборот будет формироваться один импульс датчика 6, а применительно к ИОС 2 это означает, что будет формироваться импульс в фиксированных координатах, кратных шагу ходового винта. Переместив ИОС в одну из этих координат и проверив наличие сигнала датчика 6, можно судить о том, был ли сбой в работе станка за время, истекшее после предыдущей проверки.
Вывод: предлагаемый способ позволяет без значительного усложнения конструкции станка проводить контроль его состояния в процессе обработки детали без существенного увеличения времени обработки с высокой степенью достоверности результатов контроля.
Использование: изобретение относится к машиностроению и может быть использовано для проверки точности и работоспособности станков. Сущность изобретения: способ оперативного контроля состояния металлорежущих станков с ЧПУ включает подачу тестовых наборов и сравнение координат двух автономно расположенных измерительных систем в цепи обратной связи, при этом одну из измерительных систем устанавливают непосредственно на ходовом винте исполнительного органа станка и контроль за его перемещением осуществляют в точках кратных шагу винта с последующей проверкой наличия сигнала индикации контрольной точки. 1 ил.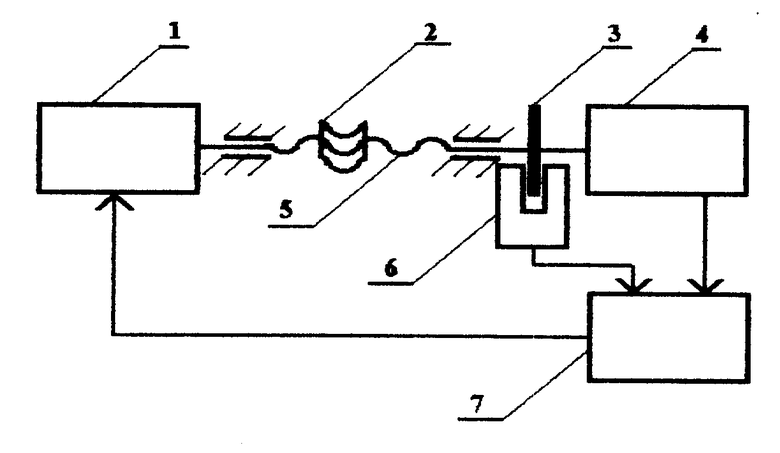
Способ оперативного контроля состояния металлорежущих станков с ЧПУ, включающий подачу тестовых наборов и сравнение координат двух автономно расположенных измерительных систем в цепи обратной связи, отличающийся тем, что одну из измерительных систем устанавливают на ходовом винте исполнительного органа станка и контроль за его перемещением осуществляют в точках, кратных шагу винта, с последующей проверкой наличия сигнала индикации контрольной точки.
