нению отношения частот илд амплитудно-фазовых характеристик измерительного тенератора относительно генератора опорной частоfbi судят об измеряемых параметрах.
Но 1ИЗВест:ный способ Л редназначен для контроля и дефектоскопии поверхностей незащищенных феррома.гнитных изделий. Применение его для койтроля ферромагнитных включений под защитным неферромагнитйым слоем не обеспечивает необходимой точности и качества измерения из-за влияния защитно10 неферро.магнитного слоя.
Цель изобретения - повышение качест1Ба контроля и его точ;ности три снижении материальных и временных затрат.
Указанная цель достигается тем, что преобразователь устанавливают на поверхности изделия из защитного иеферромагнитного материала, выставляют равенство частот генераторов, снимают преобразователь с изделия из защитного неферромагнитного материала, выставляют равенство частот генераторов, устанавливают преобразователь на поверхность контроли:руемого изделия, перемещают его по поверхности этого изделия н по относительному изменению частоты иэмер.ительного генератора определяют расноложение арматуры, намечают точки .контроля, в которых определяют толщину иеферромагнитного защитного слоя и величину коррозии ферр01магнитпой арматуры.
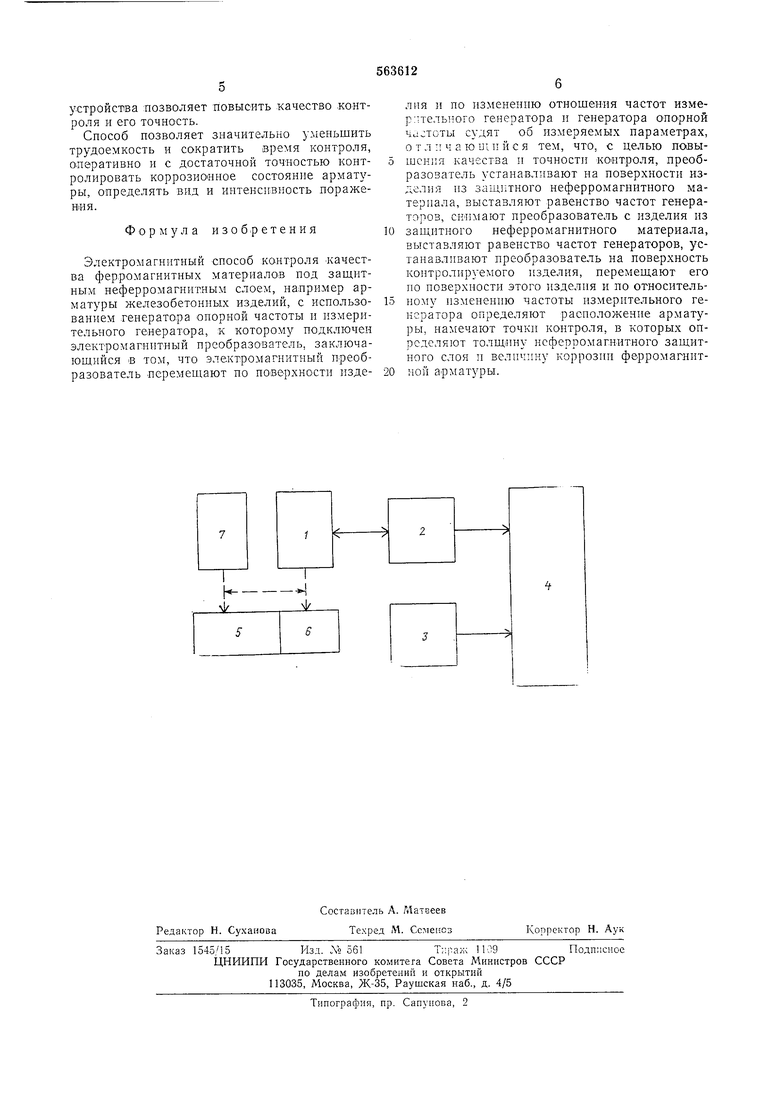
На чертеже изображена блок-схема устройства для дефектоскопии ферромагнитных деталей под неферромарпитным защитным слоем.
Устройство содержит инду-ктивный преобразователь 1, изме1рительный генератор 2, генератор 3 опорной частоты, блок 4 преобразования сигналов и и-ндикации, бетонное изделие 5, железобетонное изделие 6 и устройство 7 для измерения толщины защитного слоя.
Измерительный генератор 2 питает преобразо:ватель 1. Нри установке преобразователя 1 па поверхность бетонного изделия 5 параметры преобразователя 1 меняются, что вызывает Изменение частоты генератора 2 относительно постоянной частоты генератора 3. Внутреннимн элементами подстройки частоты генератора 2 или 3 устанавливают равенство их частот. Затем преобразователь 1 снимают с бетоиного изделия 5 и держат в воздухе. Это ведет к изменению электрических параметров преобразователя 1 и соответственно частоты генератора 2. Доби)ваются равенства частот генераторов 2 и 3 по показаниям блока 4.
Затем преобразователь 1 помещают на изделие 6. Нервоначально измеряют толщину защитного слоя бетона в точках контроля с помощью устройства 7. Помещают преобразователь 1 пооче|редно в намеченные точки контроля.
Влияние нрокорродироваиной поверхности арматуры и ферромалннтпых компонентов
продуктов коррозии вызовет изменение его электрических параметров и соответственно изменение частоты генератора 2. Сигналы с renepaTOpOiB 2 и 3 поступают на блок 4, где считываются показания, характеризующие состояние ферромагнитных ;материалов, т. е. преобразованная блоко,м 4 величина (отнощеиие частот генераторов 2 и 3) покажет степень коррозии арматуры в изделии 6.
Например, ирименительно к железобетонным изделиям, первоначально преобразователь помещают на поверхность бетонного изделия и выставляют равенство частот генераторов. Этой операцией выставляют электрический нуль прибора при работе с данным видом бетона, т. е. подготавливают прибор к работе. Затем преобразователь снимают с поверхности бетоиного изделия и держат в воздухе вдали от ферромагнитных материалов.
При этом частота измерительного генератора изменяет свою величину. Выставляют равенство частот генераторов. Этой операцией выставляют электрический нуль, учитывающий (исключающий) влияние бетона на правильность определения степени коррозии арматуры. Преобразователь помещают на поверхность исследуемого железобетонного изделия н перемещают его по ней. При этом, когда преобразователь будет встречать ферромагнптные элементы (арматуру) изделия, частота измерительного генератора будет меняться. По изменению частоты измерительного генератора относительно частоты опорного генератора (экстремальные значения показания
будут наблюдаться при совпадении оси датчика с осью арматуры) определяют расположение арматуры внутри изделия и размечают ее снаружи после чего, исходя из технологической необходимости, намечают точки контроля и определяют в нпх тем или иным Л1етодом толщину защитного слоя бетона, после
чего помещают преобразователь в выбранную
точку и измеряют степень коррозии арматуры.
Влияние прокорродированной поверхности
и ферромагнитных компонентов продуктов коррозии вызывают изменение электрических параметров преобразователя, что в свою очередь приводит к изменению частоты измерительного генератора. Относительное измененпе частоты считывают и но заранее составленному графику или таблице определяют степень коррозии арматуры в выбранной точке. Указанное измерение повторяют для каждой точки контроля.
Предлагаемый способ не требует разрущепия бетонного защитного слоя, т. е. снижает материальные затраты и уменьшает время контроля. Устранение влияния защитного слоя на выходные показания позволяет повысить точность и качество контроля.
Таким образом, способ позволяет производить Контроль коррозионного состояния арматуры без разрушения защитного диэлектрического слоя, нанри.мер бетона, а исключение
влиян ня этого слоя на показания выходного
устройства позволяет повысить качество .контроля и его точность.
Способ позволяет значительно уменьшить трудоемкость и сократить время контроля, оперативно и с достаточной точностью контролировать коррозионное состояние арматуры, определять вид и интенсивность поражения.
Формула изобретения
Электромагнитный способ контроля Качества ферромагнитных материалов под защитным неферромагнитным слоем, например арматуры железобетонных изделий, с использованием генератора опорной частоты и измерительного генератора, к которому подключен электромагнитный преобразователь, заключающийся В том, что электромагнитный преобразователь -перемещают по поверхности изделия и по изменению отнощения частот измер:пелыюго генератора и генератора опорной Частоты судят об измеряемых параметрах, о т л п ч а ю iJi и и с я тем, что, с целью повыщения качества и точности контроля, преобразователь устанавливают на поверхности изделия из за1Ц1;тного неферромагнитного материала, выставляют равенство частот генераторов, снимают преобразователь с изделия из
защитного неферромагнитного материала, выставляют равенство частот генераторов, устанавливают преобразователь на поверхность контролируемого изделия, перемещают его но поверхности этого изделия и по относительному измененню частоты измерительного генератора определяют расположение арматуры, намечают точки контроля, в которых определяют толщину неферромагнитного защитного слоя II величину коррозии ферромагнитной арматуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный способ контроля качества ферромагнитных материалов под защитным неферромагнитным слоем | 1976 |
|
SU568008A1 |
| КОМБИНИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ВОССТАНОВИТЕЛЬНОЙ ОБРАБОТКИ ПОВРЕЖДЕННОГО КОРРОЗИЕЙ ЖЕЛЕЗОБЕТОНА И СПОСОБ УПРАВЛЕНИЯ ТАКИМ ЭЛЕКТРОДОМ | 2000 |
|
RU2249496C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО ТЕПЛОВОГО КОНТРОЛЯ СОСТОЯНИЯ АРМАТУРЫ В ПРОТЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ | 2011 |
|
RU2473892C1 |
| Способ измерения толщины слоев | 1983 |
|
SU1120157A1 |
| Способ вихретокового измерения параметров электропроводящих изделий | 1989 |
|
SU1689753A1 |
| СПОСОБ КОНТРОЛЯ ЗА СКОРОСТЬЮ РАЗРУШЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ СООРУЖЕНИЙ ОТ КОРРОЗИИ | 1999 |
|
RU2156452C1 |
| СПОСОБ НАСТРОЙКИ ЭЛЕКТРОМАГНИТНОГО ПРЕОБРАЗОВАТЕЛЯ | 2011 |
|
RU2482444C2 |
| Способ контроля глубины упрочненного слоя ферромагнитных изделий и устройство для его осуществления | 1985 |
|
SU1272210A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2014 |
|
RU2577083C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ПРОПИТКИ БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2333482C1 |
