Изобретение касается изготовления из.fleiiHft из пластических масс, а именно спо-, собов изготовления деталей из листового органического стекла, используемых в качестве прозрачных панелей для остекления кабин летательных аппаратов.
Известный способ изготовления деталей из огранического стекла заключается в ра- зогреве листа; выше температуры размяг чения органического стекла, изгибе заготовки по форме бдлванки, фиксации полртек ной формы отжигом и I охлаждениидетали . Однако-этот способ не позволяет получить г этали с достаточной точностью и стабильностью их геометрических разме- ров, и, кроме, того, трудоемок.
Цель изобретения создание такого способа изготовления деталей из листового органического стекла, при котором достига Ьтся повышение точности и стабильности геометрических размеров деталей и одновременно снижается трудоемкость изготовления нк..
Эта цель достигается тем, что лист орТаиическо - стекла, разогретый до температуры выше температуры размягчения, помещенный между теплоизолирующей плитой к шаблоном с формующим отверстием, одjHOCTOpOHHe охлаждают через отверстие шаблона газообразным хлааоносителем при температуре (+20) С со скоростью 41ОО м/сек,
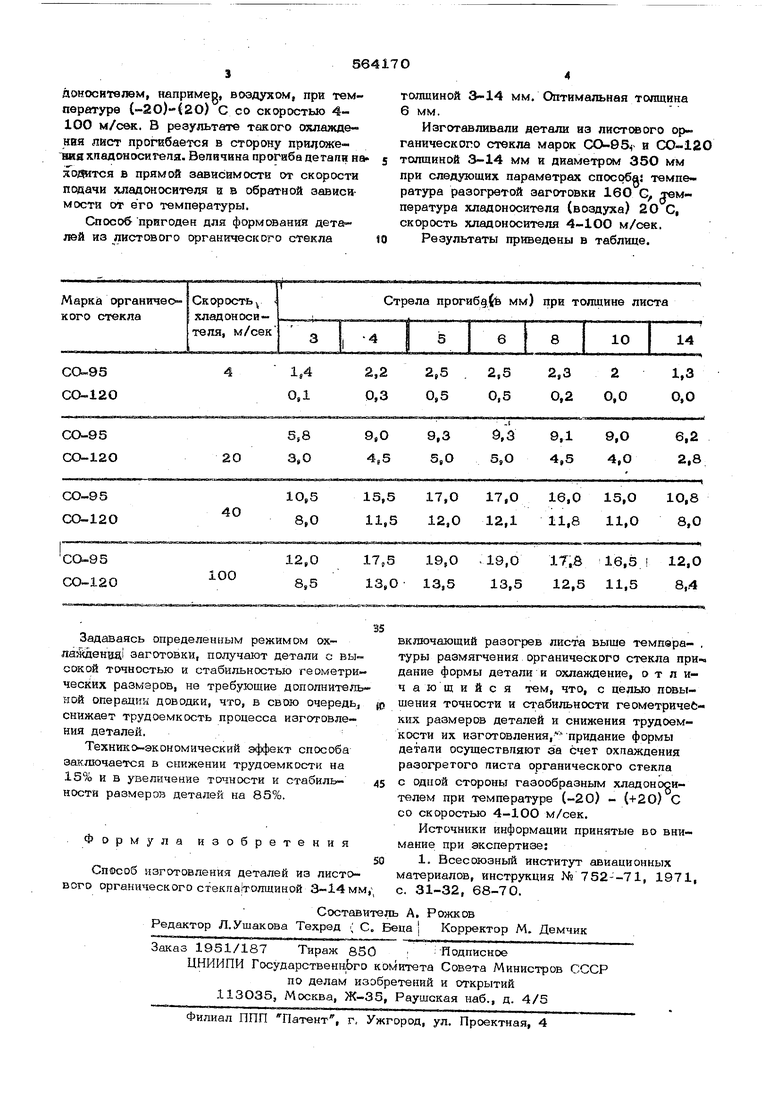
: Процесс изготовления описываемых деталей включает следующие операции: ; Заготовку листового органического стекла разогревают до температуры на 2 Он 40 С выше температуры размягчения. Разогретую заготовку помещают между теплоизолирующей плитой, например из листового стеклотекстолита , и шаблоном с фор/муюшим отверстием, соответствующим форуме основания детали. и аблон изготавливают из того же материала и того же размера, что и плиту. Поверхности плиты и шаблона, соприкасающиеся с органическим стеклом, покрывают ворсистым- материалом, на- .пример оленьей замшей или байкой, для иск- кяючения оптических искажений детали. Затем односторонне, охлаждают заготовку через отверстие шаблона гаоообразнык хла- доносителем, напримео, воздухом, при температуре {-20)(2О) С со скоростью 4100 м/свк. В результате такого охлаждения лист прогибается в сторону приложгевияхпадоносигепя. Величина прогиба детали на яодатся в прямой зависимости от скорости подачи хладоноситедя и s обратной зависимости от его температуры. Способ пригоден для формования деталей из листового органического стекла толшиной 3-14 мм. Оптимальная тогацина 6 мм. Изготавливали детали из листового органического стекла марок СО-95 и СО-120 толщиной 3-14 мм и диаметром 35О мм при следующих параметрах способаг температура разогретой заготовки 160 С, температура хладоносителя (воздуха) 20 С, скорость хладоносителя 4-1ОО м/сек. Результаты приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО НЕОРИЕНТИРОВАННОГО ОРГАНИЧЕСКОГО СТЕКЛА | 2010 |
|
RU2437764C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352530C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ОСТЕКЛЕНИЯ | 2011 |
|
RU2477685C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ОСНОВЫ ОПТИЧЕСКИХ ДИСКОВ ЗАПОМИНАЮЩИХ УСТРОЙСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2099295C1 |
| Устройство для вытяжки листов термопласта | 1988 |
|
SU1548070A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА | 2000 |
|
RU2203804C2 |
| Способ получения абразивостойкого электрообогреваемого полимерного слоистого материала | 2015 |
|
RU2610774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ОБЛИЦОВКИ КУМУЛЯТИВНОГО ЗАРЯДА | 2015 |
|
RU2603327C1 |
| Способ нанесения рельефного рисунка на поверхность полимерного материала | 1973 |
|
SU706030A3 |
| Способ пневмоформования сферического изделия из полиметакрилата | 1989 |
|
SU1636243A1 |
