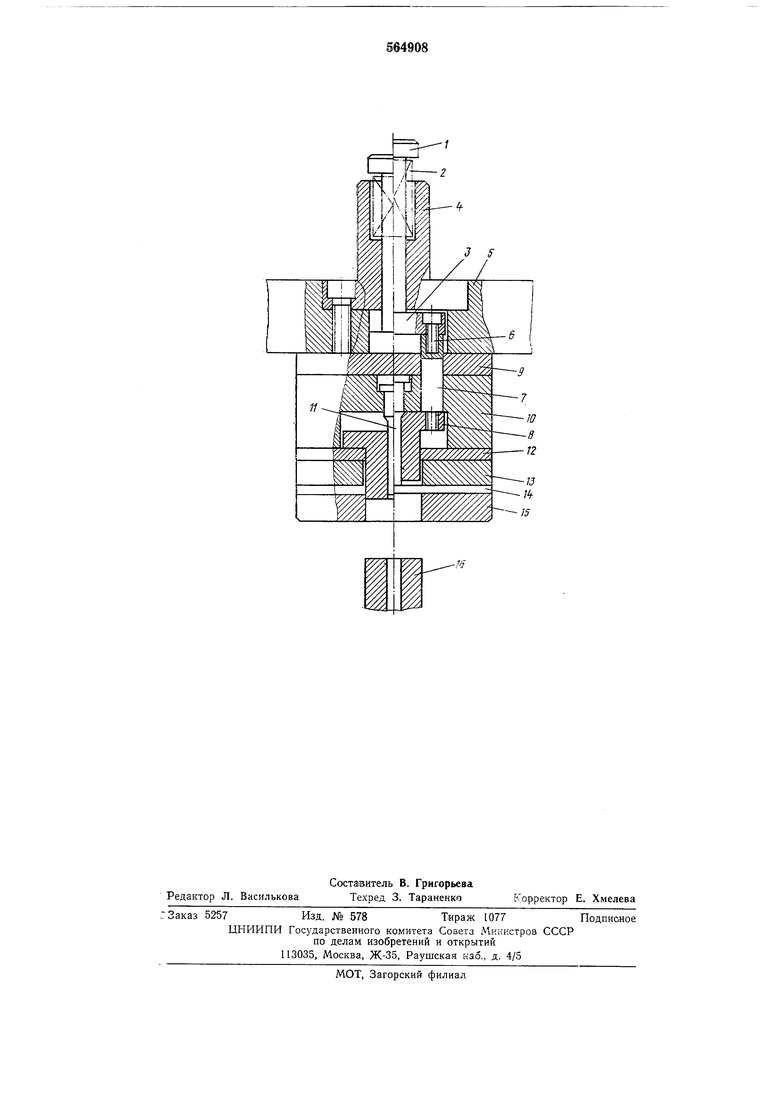
НИЖней части штампа размещена пуансонматрица 16.
Предлагаемый штамя работает с тедующим образом.
Штам1П |р.аботает следующим образом. Заготовка, которой может Служить полоса или лента (не показана), пом-ещается между направляк щим,и лйнейками 14. При рабочем ходе (Ползуна лресса верхняя часть ;штам1па опускается, и происходит вырубка ко-нтура детали и тробнвка отверстий, причем .пуансонматрица 16 входит в вырубную матрицу 13 и в К|ОН;це жода производит детали {ие показана) на выталкивателе 8, верхняя плоскость KOTiOporo упирается в держатель 10. При обратном ходе ползуна головка штока 1 доходит до выталкивающего устройства в ползуне пресса (не показано) и останавливается, а верх-няя часть штампа продолжает подн(и/маться, вследст1вие чего пуансоя-1ВЫТ|а.лкиватель 8 удаляет деталь из вырубной матрицы 13, и действуя как зачи1стной луансон, проталкивает ее в зачистную матрицу 15, снимая с контура детали трипуск под з ач1истку. Поскольку выталкиватель 8 имеет сапряжение с натравляющей планкой 12, а пробивные пуаноаны 11 опускаются вместе с деталью до уровня, на котором происходит зачистка контура, обеспечивается точное взаимное расположение вырубаемой детали по отношению к зачистной матрице 15. При дальнейшем опускании выталкиватель 8 снимает деталь с пуансоиов 11, и она выпадает в отверстие зачистной матрицы 15 на нижнюю часть штампа, откуда ее удаляют вручную или сдувают сжатым воздухом
Пресс -неабходимо отрегулировать так, чтобы его вал немного переходил верхнюю мертвую точку, вследствие чего пружина 2 сможет поднять выталкиватель 8 на уровень рабочей плоскости матрицы, что позволит
продвинуть заготовку на шаг. Затем цнкл повторяется.
Технико-акономическйй эффект, создаваемый предлагаемым шта М1Пом, О1пределяется
простотой и Н|адеж1ностью его устройства, что позволяет применить его даже пр,и сравнительно небольших значениях программы выпуска деталей, когда более сложные известные Штампы окажутся эконо-мически нецелесообразными.
Вместе с тем этот штамп обеспечивает такое же количество деталей, как при зачистке снятием припуска в известных зачвстных штампах, где заготовка вырубается на отдельном шта1мпе, но (производительность но лучаетоя в 2,5-3 раза выше.
Формула изобретения
Штамп со вмещенно1го действия для иробивки отверстий, вырубки и зачистки контура деталей, содержащий вырубную и зачистную матрицы, установленные одна .над другой, и образующие паз для размещения обрабатываемого мате(риала, пробивной шуансан с держателем и узел проталкивания (вырубленной детали через зачистную «матрицу с зачистным пуансономнвыталкввателем, отличающийс я тем, что, с целью упрощения узла проталкивания детали через зачистную матрицу в штампе, устанавленнам на прессе с верхним выталкива1ЮЩИ1М устройств-ом, у-зел пр.оталкивания детали через зачистную матрицу выполнен в виде подпружиненного в осевом направлении штока, одним концом соединенного с зачистным пуансоном-выталкивателем, а други м - взаимодействующим с .верхнигм (выталкивающим устройством преоса, при этам пробивной пуансон установлен в держателе с
возможностью относительного осевого перемещения.
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1972 |
|
SU349452A1 |
| Штамп для изготовления тарельчатых пружин | 1978 |
|
SU721184A1 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для чистки вырубки и зачистки | 1976 |
|
SU597470A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1973 |
|
SU394138A1 |