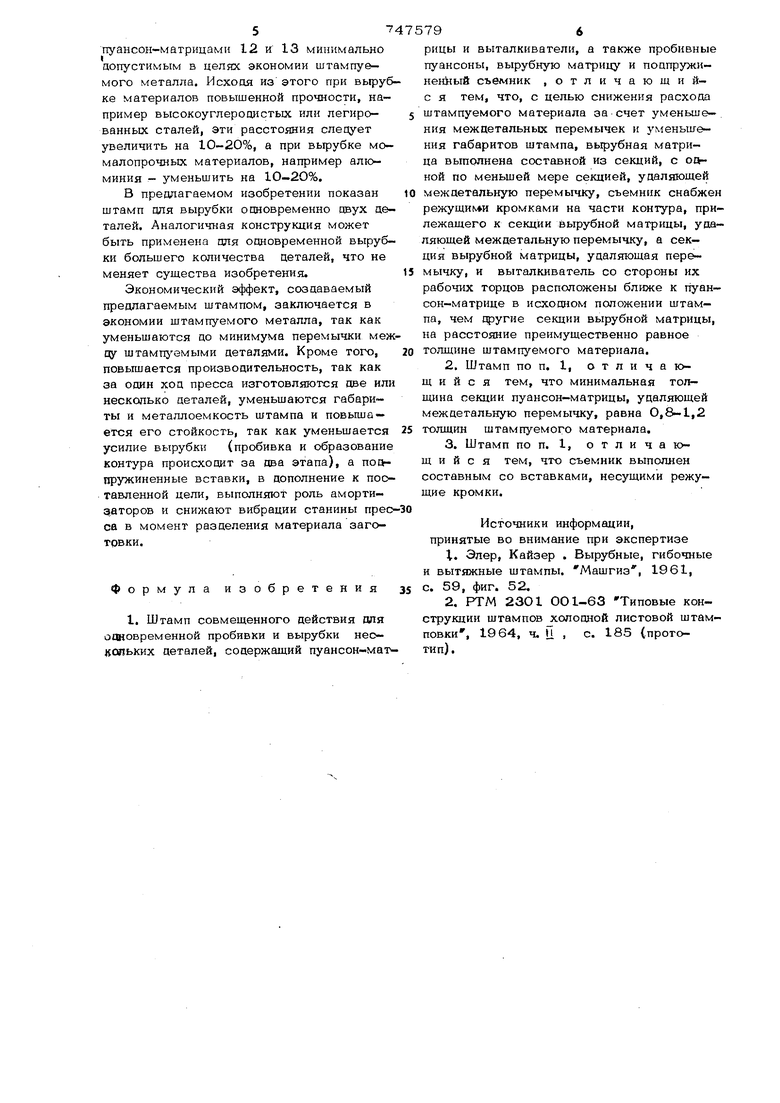
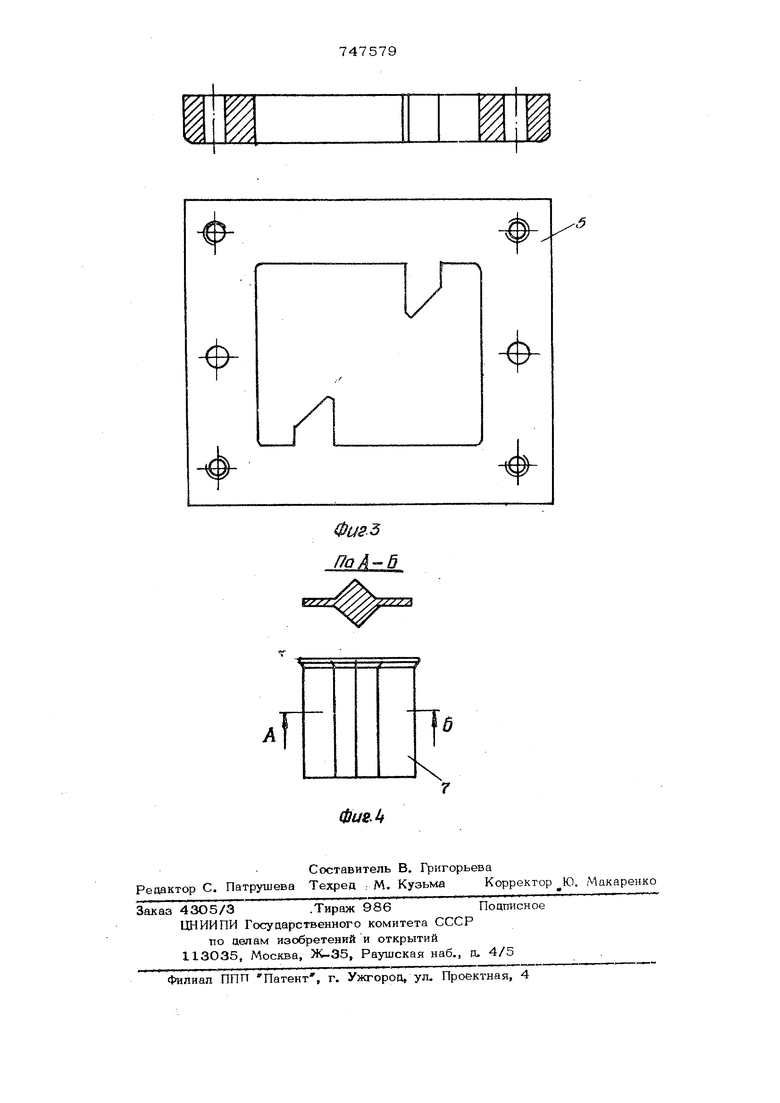
(54) ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ Изобретение относится к обработке ме таллов давлением и, в частности, к штампам для разделительных оперпций листово штамповки деталей, преимущественно неправильной формы средних или больших размеров. Такие штампы найдут применение в условиях массового или крупносерийного производства, например в автомобильной промышленности. Известен штамп для вырубки и пр.обивки деталей неправльной формы, для которых необхооимо применять так называемы вдвинутые раскрои, причем штамповка производится за два перехода, с псюоротом полосы 1 . Этим штампам присущи следующие недостатки производительность труда на них понижена, так как при втсром переходе необходимо тщательно устанавливать полосу по упорам, чтобы избежать брака по этой же причине приходится назначать увеличенные перемычки между деталями, что приводит к повышенному расходу металла. Кроме того, такой штамп нельзя применять при работе с автоматической подачей ленты. Известен также штамп совмещенного действия ОЛЯ ооновременной вьфубки и пробивки двух или нескольких деталей. Штамп содержит вырубную матрицу, пробивные пуанссшы и пуансон-матрицы и выталкиватели по числу одновременно Bi,t рубаемых деталей, выталкиватели и съемники 2J . Недостаток этого штампа состоит в том, что между пуансон-матрицами должны быть назначены достаточно большие расстояния обеспечивающие прочность матрицы и съемника. Поэтому такие штампы можно п жменять только для штамповки небольших по размерам деталей, примерно до 3Q-4O мм, так как для крутгаых деталей штампы получаются слишком громоздкими, либо производить штамповку с очень большими перемычками (не менее 12-15 толщин штампуемого материала), что приводит к повышенному расходу металла. 374 Цепь изобретения созцение конструкции штампа, гае эти недостатки устранены и обеспечивается воэможность оановр& weHHofi вырубки и пробивки двух или нес - копьких деталей, преимущественно неправильной формы и средних или больших размеров при минимальном расходе штампуемого материала (за счет уменьшения пе ремьгаек). Цепь достигается тем, что в штам- пе совмещенного действия пля одновременной пробивки и вырубки нескольких цеталей, вырубная матрица выполнена составной из секций, с одной по меньшей мере се1одией,у даляющей меж детальную пере--. мычку, съемник снабжен рейсущими кромка ми на части контурад прилежащего к сек- ции матрицы, удаляющей междательную пе перемычку, а выталкиватель и секция вырубной матрицы, удаляющих междетальную перемычку расположены ближе х пуансон-матрице в исходном положении штампа, чем другие секции вырубной матрицы, минимальная толщина сеюдаи пуансон-матрицы, удалшощей межаетапьукую перемычку, может выбираться в пределах 0,,2 толщины заготовки. Для вырубки материалов повышенной прочности берется верхний предел 1Д-1,2 к для малопрочных материалов 0,8-0,9 толщин штампуемого материала. Выталкиватели и сезодия матршлыэ удаляющая межцетальную перемычку со сторояы их рабочих торцов, расположены ближе к пуансон-матрице, чем дрзтие секции вырубной кштрицы на толщину штампуемого материала, в исхош1ом положении щтам па. На фиг., 1 показан вид штампа спереди, частично в разрезе; на фиг. 2. - нижняя часть штампа, вид сверху на фиг. 3 S вырубной матрицы в двух тфоек циях на фиг. 4 - секи.ия 7 вырубной мат рицы в даух проекция :. Штамп в вержней части содержит квоо товик Ij верхнюю плиту 2, прокладкз- 3, пуансоне держатель 4 и секцию 5 вырув ной матрицы. В пуансоноцержателе 4 закреплены пробивные пуансоны 6 и секция 7 матрицы, удаляющая междетальную перемычку. В полости верхней плиты 2 помешена крестовина 8 со штоком, на ко горый воздействует, выталкивающее уст ройство в ползуне пресса (не показано) В матрице 5 находятся выталкиватели 9 и 1О. которые воспринимают усилие крес товины 8 через штифты 11. Выталкива99 и IO и секции 7 матрицы распо- ели ожены таким образом, что их )П{жние то орцы вь сгупаюг из плоскости вырубной атрицы о и их рабочие торцы располоены ближе к пуансон-матрице на толину штампуемого материала в исходном положении штампа. В нижней части штамп содержит п ансон матрицы 12 и 13, съемник 14, связанный с нижней плитой 15 ступенчатыми винтами 16, на которые надеты пружины 17, и две режущие вставки 18, замыкающие паз между пуансон-матрицами 12 к 13, Вставки 18 опираются на толкатели 19s заключенные в стаканы 20, в которых находятся комплекты пружин 21, например тарельчатых, под:н ;атых резьбовыми пробками 22, Усилие каждого комплекта пружин в поджатом cocTocninn должно быть больше усилия разделения штампуемого материала на пднном участке примерно на Штамп работает следующим образом, Заготовка (не показана, укладывается на съемник 14 и фиксируется на нем одним из известных способов, например с помощью подпружиненных штифтов (не показаны). При рабочем ходе ползуна пресса первыми в контакт с заготовкой вступают пробивные пуансоны 6 и секция матрицы 7, выступающие из плоскости матрицы 5 примерно на толщину штампуемого материала. Они пробивают отверстия в заготовке и образуют в ней паз по фор- ме паза между секциями 12 и 13 пуансон -матрицы. При этом секция 7 матрицы выполняет роль пробивного пуансона, )туансон матрицы 12 и 13 вместе со вставками 18 - роль пробивной матрицы, При дальнейшем опускании верхней части штампа матрица 5 производит вырубку остальньш. участков контуров Деталей, отжимая внизу съемник-14 и вставки 18.Отходы от пробивки отверстий и паза между пуансон-матрицами 12 и 13проваливаются сквозь отверстия в плите,а вырубленные детали входят в матрицу 5. При обратном ходе ползуна пресса все части штампа возвращаются в исходное поположение, а обе готовые детали удаляют ся на секции 5 матрицы выталкивателями 9 и 10, Расстояние межпу се кциями 12 и 13 пуансон-матрицы назначается равным толщине штампуемого материала. Это обусловлено необхорпмостью, с одной стороны, обеспечить стойкость секции 7 матрицы j а с другой - сделать расстошп е межд,пуансон-матрицами 12 и 13 минимально допустимым в целях экономии штампуемого металла. Исходя из этого при вьфуб ке материалов повышенной прочности, например высокоуглеродистых или легированных сталей, эти расстояния следует увеличить на 10-20%, а при вырубке момалопрочных материалов, например алюминия - уменьшить на 10-20%. В предлагаемом изобретении показан штамп ОЛЯ вырубки одновременно двух деталей. Аналогичная конструкция может быть применена для одновременной вырубки большего количества деталей, что не меняет существа изобретения. Экономический эффект, создаваемый предлагаемым штампом, заключается в экономии штампуемого металла, так как уменьшаются до минимума перемычки меж цу штампземыми деталями. Кроме того, повышается производительность, так как за один ход пресса изготовляются две или несколько деталей, уменьшаются габариты и металлоемкость штампа и повышается его стойкость, так как уменьшается усилие вырубки (пробивка и образование контура происходит за два этапа), а поог1фужиненные вставки, в дополнение к поставленной цели, выполняют роль аморти- даторов и снижают вибрации станины прес са в момент разделения материала заготовки. формула изобретения 1. Штамп совмещенного действия для одновременной пробивки и вырубки нес«отьких деталей, содержащий пуансон-Мат7796 рицы и выталкиватели, а также пробивные пуансоны, вырубную матрицу и поапружинен ый съемник , отличающий- с я тем, что, с целью снижения расхода штампуемого материала за счет уменьшения межцетальньсх перемычек и уменьшения габаритов штампа, вырубная матрица выполнена составной из секций, с оаной по меньшей мере секцией, удаляющей межаетальную перемычку, съемник снабжен режущи и кромками на части контура, прилежащего к секции Вырубной матрицы, удаляющей межаетальную перемычку, а секция вырубной матрицы, удал5пощая перемычку, и выталкиватель со стороны их рабочих торцов расположены ближе к пуансон-матрице в исходном положении штампа, чем другие секции вырубной матрицы, на расстояние преимущественно равное толщине штампуемого материала. 2.Штамп по п. 1, о т л и ч а и и с я тем, что минимальная толщина секции пуансон-матрицы, удаляющей междетальную перемычку, равна О,8-1,2 толщин штампуемого материала. 3.Штамп по п. 1, отличающийся тем, что съемник выполнен составным со вставками, несущими режущие кромки. Источники информации, принятые во внимание при экспертизе 1.Злер, Кайзер . Вырубные, гибочные и вытяжные штампы. Машгиз, 1961, с. 59, фиг. 52, 2.РТМ 23О1 О01-63 Типовые конструкции штампов холодной листовой штамповки, 1964, ч. И , с. 185 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |

-(
0US3
ЛоА-б
