(54) ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ | 1973 |
|
SU368908A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп совмещенного действия | 1985 |
|
SU1274811A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1973 |
|
SU505469A1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для изготовления тарельчатых пружин | 1978 |
|
SU721184A1 |
1
Изобретение относится к обработке металлов давлением, в частности к технологической оснастке для холодной листовой штамповки.
Известен штамп совмещенного действия для пробивки и вырубки, содёржаш,ий смонтированные в верхней части вырубную матрицу и выступающий за ее рабочий торец в направлении к нижней плите подпружиненный прижим - выталкиватель, расположенные в нижней части пуансон-матрицу и выступающий за его рабочий торец в направлении к верхней плите съемник, а также механизм предотвращения запрессовывания детали в отход, выполненный в виде закрепленных на рабочей поверхности съемника упоров 1.
Однако в известном штампе не осуществляется прижим отхода (ленты), в результате чего при штамповке хрупких материалов (таких как слюда, молибден) появляется расслоение в отходе, что приводит к повышенному расходу дорогостоящего материала за счет увеличения перемычек.
Известен также штамп совмещенного действия для пробивки и вырубки, содержащий пробивной пуансон, вырубную матрицу.
выталкиватель, пуансон-матрицу, съемник и механизм предотвращения запрессовывания детали в отход, выполненный в виде подпружиненных кулачков, щарнирно закрепленных в вырубной матрице, и стержней, закрепленных на нижней части штампа 2.
S Данный штамп предназначен для работы на прессах, не имеющих верхнего выталкивателя, а при работе на прессах с верхним выталкиванием введение стержней, закрепленных на нижней части штампа, не оправдано, так как они затрудняют обзор рабочей позиции и съем детали, в результате чего снижается производительность.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является щтамп совмещенного ствия для пробивки и вырубки, содержащий расположенные на нижней плите пуансонматрицу и установленный концентрично с ней съемник отхода, жестко связанные с верхней плитой вырубную матрицу и пробивные пуансоны, прижим-выталкиватель
20 с буртиком на нерабочем торце и механизм предотвращения запрессовывания детали в отход. Указанный механизм смонтирован на верхней плите и выполнен в виде толкателя со штоком, взаимодействующим с верхним выталкивателем пресса, и по меньшей мере двух подпружиненных ползушекфиксаторов со скосами, контактирующими со скосами, выполненными на толкателе. Прижим-выталкиватель подпружинен к верхней плите упругим элементом, размещенным в хвостовике верхней плиты и взаимодействующим с нерабочим торцом прижимавыталкивателя посредством толкателя 3.
Недостаток этого штампа - отсутствие возможности получения детали с осевым отверстием.
Цель изобретения - обеспечение возможности получения деталей с осевым отверстием.
Для достижения цели в штампе, содержащим расположенные на нижней плите пуансон-матрицу и установленный концентрично с ней съемник отхода, жестко связанные с верхней плитой вырубную матрицу и пробивные пуансоны, подпружиненный к верхней плите упругим элементом прижимвыталкиватель с буртиком на нерабочем торце и механизм предотвращения запрессовывания детали в отход, смонтированный на верхней плите и выполненный в виде толкателя со штоком, взаимодействующим с верхним выталкивателем пресса, и по меньшей мере двух подпружиненных ползушекфиксаторов со скосами, выполненными на толкателе, упругий элемент прижима-выталкивателя размещен между нерабочим торцом последнего и верхней плитой, ползущки-фиксаторы установлены с возможностью взаимодействия с буртиком прижимавыталкивателя, толкатель выполнен в виде подпружиненной к верхней плите поперечины, контактирующей со штоком, и консольно закрепленных в ней стержней, а скосы толкателя выполнены на свободных концах этих стержней.
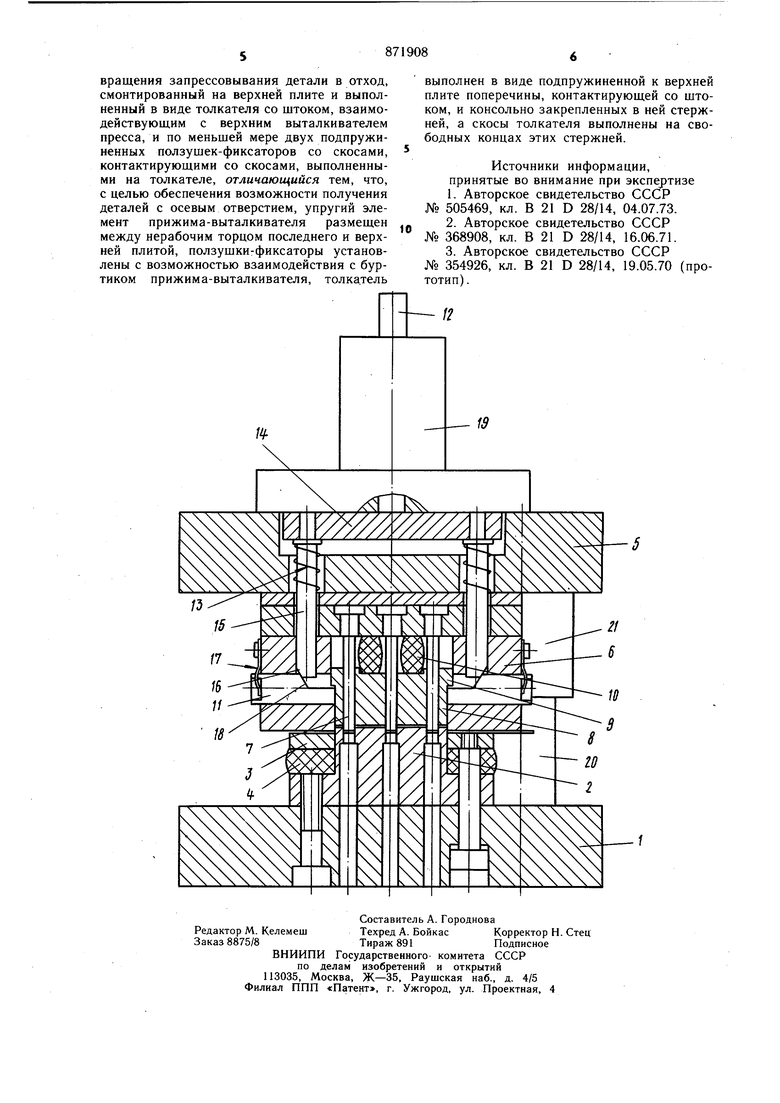
На чертеже изображен, предлагаемый штамп в разрезе, общий вид.
На нижней плите 1 штампа расположень пуансон-матрица 2 И съемник 3. Съемник 3 установлен концентрично с пуансон-матрицей 2 и снабжен буфером 4. На верхней плите 5 штампа жестко закреплены вырубная матрица 6 и пробивные пуансоны 7. Прижим-выталкиватель 8 с буртиком 9 на нерабочем торце подпружинен к верхней плите 5 упругим элементом - буфером 10, размещенным между нерабочим торцом прижима-выталкивателя 8 и верхней плитой 5. На верхней плите 5 смонтирован механизм предотвращения запрессовывания детали в отход с ползушками-фиксаторами 11 и толкателем, со штоком 12, взаимодействующим с верхним выталкивателем пресса (на чертеже не изображен). Толкатель выполнен в виде подпружиненной пружинами 13 к верхней плите 5 поперечины 14, контактирующей со штоком 12, и консольно закрепленных в ней стержней 15,
на свободных концах которых щяполнены скосы 16. Ползушки-фиксаторы 11 установлены с возможностью взаимодействия с буртиком 9 прижима-выталкивателя 8, подпружинены пластинчатыми пружинами 17 и имеют скосы 18, контактирующие со скосами 16 стержней 15. К верхней плите 5 прикреплен хвостовик 19, внутри которого находится шток 12 толкателя. Для фиксации верхней части штампа относительно нижней служат направляющие колонки 20 и втулп 1
ки 21.
Штамп работает следующим образом. При рабочем ходе штампа пуансон-матрица 2 по вырубной матрице 6 вырубает контур детали, а пробивные пуансоны 7
пробивают в ней отверстия. При этом прижим-выталкиватель 8, поднимаясь и сжимая буфер 10, пропускает подпружиненные ползушки-фиксаторы И под свой буртик 9. Стержни 15 вместе с поперечиной 14 под действием пружин 13 находятся в крайнем верхнем положении. После вырубки и пробивки детали при подъеме верхней части щтампа съемник 3 снимает отход, а прижимвыталкиватель 8 садится своим буртиком 9 на концы ползушек-фиксаторов 11, предотвращая тем самым запрессовку детали в отход. Расстояние между нижней плоскостью прижима-выталкивателя 8 и нижней плоскостью матрицы 6 при этом должно быть не менее наибольшей толщины вырубаемого материала.
0 При дальнейшем движении верхней части щтампа вверх толкатель 12, встречаясь с выталкивателем пресса, давит на поперечину 14 в результате чего прикрепленные к ней стержни 15, раздвигая своими скосами 16 ползущки-фиксаторы 11, выводят их из-под/буртика 9 прижима-выталкивателя 8, который под действием буфера 10 выталкивает вырубленную деталь из матрицы 6.
Предлагаемая конструкция позволяет 0 вырубать детали любой конфигурации с пробивкой отверстий в любом месте, с качественным срезом как на детали, так и на отходе, что сокращает расход штампуемого материала за счет уменьшения перемычек, при этом улучшаются условия работы штамповщика, что увеличивает производительность труда.
Формула изобретения
Штамп совмещенного действия для пробивки и вырубки, содержащий расположенные на нижней плите пуансон-матрицу и установленный концентрично с ней съемник отхода, жестко связанные с верхней плитой вырубную матрицу и пробивные пуансоны, подпружиненный к верхней плите упругим элементом прижим-выталкиватель с буртиком на нерабочем торце и механизм предот
