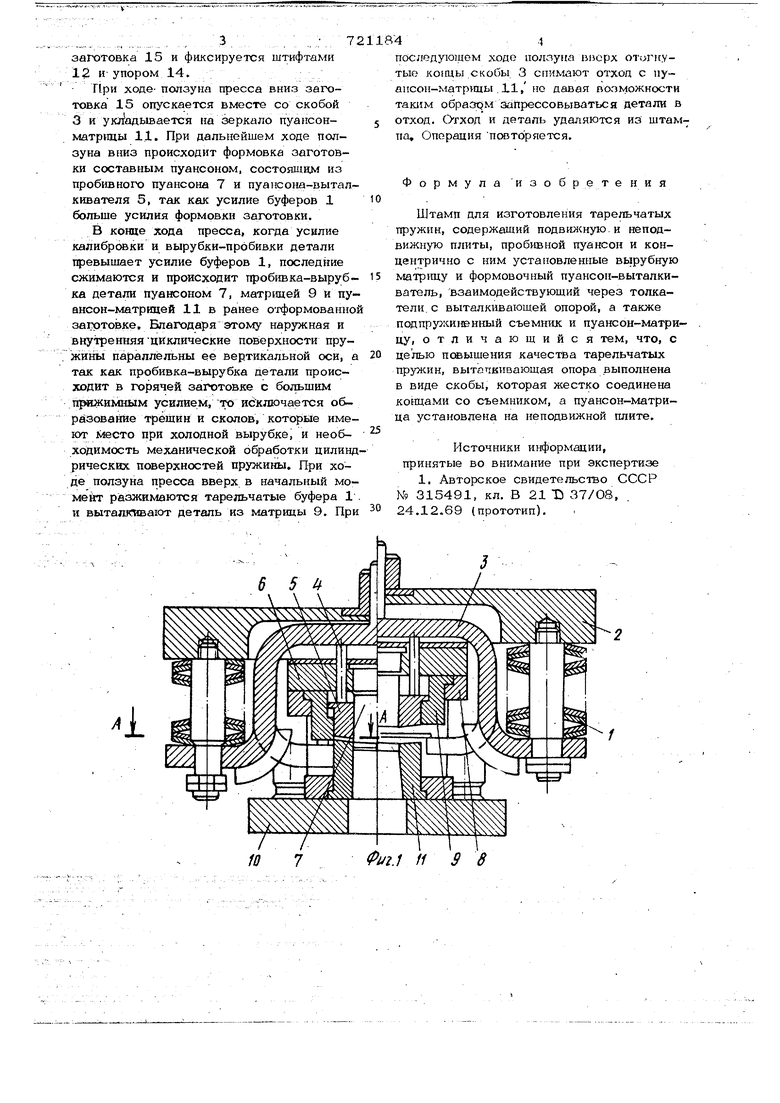
1 kioupeтеЕ{неоткосится к технологической оснастке рля листовой штамповки и может быть испольповано в машиностроении. Известен штамп для изготовления тарельчатых пружи, содержащий подвижную и неподвижную плиты, пробивной пуансон и концентрично с ним расположенные вырубную матрицу и формовочный пуансонвыталкиватель, взаимодействующий через толкатели с выталкивающей опорой, а так же подпружи 1ен1-1ый съемник и пуансонматрицу l , Однако известны штамп не дает возможности получать детали вь1 сокого качества, поскольку вырубка осуществляетс;я до окон1ательной формовки. С цел1эЮ повышения качества тарельчатых пружин в предлагаемом устройстве выталкивающая опора выполнена в виде скобы, которая жестко соединена концами со съемником, а пуансон-матрица установлена на неподвижной плите. На фиг. 1 показан предлагаемый штам продольный разрез; на фнг. 2 - тоже, вид сверху сов5мещен с разрезом А-А фиг. 1; на фиг, 3 - разрез Б-Б фиг. 2. . Штамп содержит два буфера 1, прикрепленных снизу к .подвижной вер.хней плите 2, выталкивающую опору в виде скобы .3, которая через толкатели 4 взаимодействует с пуансоном-;ъыталкивате - лем 5, пуансондержатель 6 с запрессованHfcUviH в него пробивным пуансоном 7, матррщедержатель 3, который крепит вырубную 9 в верхней части штампа, нижнюю плиту 10 с установленной ни ней пуансон-матрицей 11, фиксирующие штифты 12, расположенные на съемнике,, 13, выполненном в виде отогнутых концов скобы; 3, и фиксатор-упор 14, раз eщeнный на нижней плите 10. Штамп работает следующим образом. В исходном положении верхние плоскости отогнутых концов скобы 3 (съемник 13) находятся выше зеркала пуансонматрицы И. На эти отогнутые скобы 3 клещами укла.п-ывается горячая заготовка 15 и фиксируется штифтами 12 и упором 14. ходе- ползуна пресса вниз заготовка 15 опускается вместе со скобой 3 и укладывается на зеркало пуапсонматр1щы 11. При дальнейшем ходе ползуна вниз происходит формовка заготовки составным пуансоном, состоящим из пробивного пуансона 7 и пуансона-выталкивателя 5, так как усилие буферов 1 больше усилия формовки заготовки. В конце хода пресса, когда усилие калибровки и вырубки-пробивки детали превышает усилие буферов 1, последние сжимаются и происходит пробивка-вырубка детали пуансоном 7, матрицей 9 и пуансон-матрицей 11 в ранее отформованной заготовке. Благодаря этому наружная и внутренняя циклические поверхности пружины параллельны ее вертикальной оси, а так как пробивка-вырубка детали происходит в горячей заготовке с большим прижимным усилием, то исключается образование трещин и сколов, которые имеют место при холодной вырубке, и необходимость механической обработки цилинд рических поверхностей пружины. При ходе ползуна пресса вверх, в начальный момейт разжимаются тарельчатые буфера 1 и выталкивают деталь из матрицы 9. При
10
Фи2.1 f1 9 8 пОслодую цем ходе ползуна вверх отогнутые концы .скобы 3 СЕ1Имают отход с иуапсои-матр1щы .11, но давая возможности таким образх м Запрессовываться детали в отход. Отход и деталь удаляются из штампа. Операция повторяется. Формула изобретения Штамп для изготовления тарельчатых пружин, содержащий подвижную, и неподвижную плиты, пробивной пуансон и кондентрично с ним установленные вырубную Матрицу и формовочный пуансон-выталкиватель, взаимодействующий через толкатели, с выталкивающей опорой, а также подпругхиценный съемник и пуансон-матрицу, отличающийся тем, что, с целью псйвыщения качества тарельчатых пружин, выталкивающая опора выполнена в виде скобы, которая жестко соединена коЕщами со съемником, а пуансон-матрица установлена на неподвижной плите. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 315491, кл. В 21 Т) 37/08, 24.12.69 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп совмещенного действия | 1982 |
|
SU1117103A1 |

