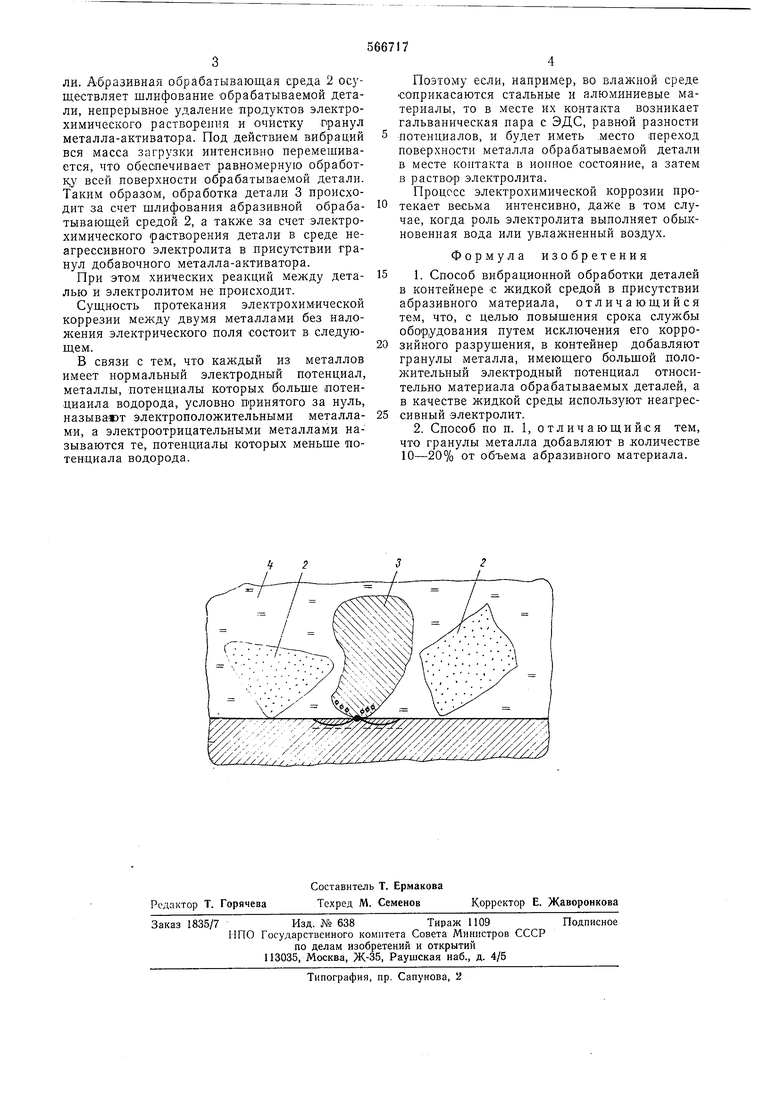
ли. Абразивная обрабатывающая среда 2 осуществляет шлифование обрабатываемой детали, непрерывное удаление продуктов электрохимического растворения и очистку гранул металла-активатора. Под действием вибраций вся масса загрузки интенсивно иеремешивается, что обеспечивает равномерную обработк,у всей поверхности обрабатываемой детали. Таким образом, обработка детали 3 происходит за счет шлифования абразивной обрабатывающей средой 2, а также за счет электрохимического растворения детали в среде неагрессивного электролита в присутствии гранул добавочного металла-активатора.
При этом хиических реакций между деталью и электролитом не происходит.
Сущность протекания электрохимической коррезии между двумя металлами без наложения электрического поля состоит в следующем.
В связи с тем, что каждый из металлов имеет нормальный электродный потенциал, металлы, потенциалы которых больше потенциаила водорода, условно принятого за нуль, называ-ют электроположительными металлами, а электроотрицательными металлами называются те, потенциалы которых меньше потенциала водорода.
Поэтому если, например, во влажной среде соприкасаются стальные и алюминиевые материалы, то в месте их контакта возникает гальваническая пара с ЭДС, равной разности потенциалов, и будет иметь .место переход поверхности металла обрабатываемой детали в месте контакта в ионное состояние, а затем в раствор электролита.
Процесс электрохимической коррозии протекает весьма интенсивно, даже в том случае, когда роль электролита выполняет обыкновенная вода или увлажненный воздух.
Формула изобретения
1. Способ вибрационной обработки деталей в контейнере с жидкой средой в присутствии абразивного материала, отличающийся тем, что, с целью повышения срока службы оборудования путем исключения его коррозийного разрушения, в контейнер добавляют гранулы металла, имеющего большой положительный электродный потенциал относительно материала обрабатываемых деталей, а в качестве жидкой среды используют неагрессивный электролит.
2. Способ по п. 1, отличающийся тем, что гранулы металла добавляют в .количестве 10-20% от объема абразивного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2697759C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ФАСОННОЙ ТОНКОСТЕННОЙ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2008 |
|
RU2465995C2 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710086C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2811030C1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2018 |
|
RU2700226C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| СПОСОБ УПРОЧНЕНИЯ КАНАЛОВ ДЕТАЛИ | 2012 |
|
RU2537411C2 |
| Способ шлифования лентой | 1979 |
|
SU772782A1 |
| Способ сухого ионного полирования внутренней поверхности детали | 2021 |
|
RU2765473C1 |
