Изобретение относится к области комбинированной обработки и может быть использовано для отделки и упрочнения токопроводящими гранулами внутренних поверхностей каналов, например узких сквозных межлопаточных каналов колес турбин с наружным бандажом, имеющих нестабильную исходную микро- и макрогеометрию поверхности и неравномерные физико-механические свойства поверхностного слоя материала.
Известен способ обработки с применением потока токопроводящего электролита и твердого наполнителя в виде абразивных, токопроводящих или электрически нейтральных гранул для отделки и упрочнения поверхностей, удаленных от электрода-инструмента [1]. Напряжение подается на деталь и на устройство подачи электролита и гранул. Однако при этом способе гранулы в потоке электролита и из-за постоянных соударений друг с другом значительно теряют кинетическую энергию и не обеспечивают постоянного электрического контакта с деталью для стабильного анодного растворения поверхностного слоя материала с целью выравнивания микрорельефа обрабатываемой поверхности.
Известен способ вибрационной обработки [2], заключающийся в продавливании рабочей среды вдоль стенок каналов детали под действием вибрации со стороны широкой части межлопаточных каналов. Данный способ не позволяет обрабатывать узкие каналы, в которые не могут помещаться специальные вставки, выравнивающие гранулы обрабатывающей среды относительно стенок каналов.
Наиболее близким аналогом заявленного способа является способ вибрационной обработки [3]. Данный способ обработки заключается в периодическом возвратно-поступательном продвижении (виброэкструдировании) гранулированной рабочей среды через межлопаточные каналы детали в условиях низкочастотной (20-30 Гц) вибрации. Это продвижение осуществляется под действием динамического давления, создаваемого в рабочей среде попеременно на входе и выходе межлопаточного канала, в соответствии с направлениями ее виброэкструдирования. Во время обработки контейнеру с обрабатываемой деталью и рабочей средой сообщается колебательное движение в вертикальной плоскости. После каждого цикла виброэкструдирования осуществляются периодические повороты контейнера на 180° вокруг горизонтальной оси (знакопеременные повороты). После каждого поворота контейнер фиксируется в вертикальных угловых положениях, соответствующих положению его оси и главной оси обрабатываемой детали.
К основному недостатку способа относится ограниченное время непрерывной обработки вследствие образования от периодических соударений гранул с деталью на обрабатываемой поверхности твердого слоя оксидов, препятствующих дальнейшему удалению припуска. Требуется постоянное (через 10-15 минут обработки) обновление обрабатывающей гранулированной среды и травление поверхностей лопатки для удаления оксидов, что нарушает микроструктуру поверхностного слоя материала. Также отсутствие равномерных локальных воздействий между гранулированным инструментом и заготовкой не позволяет получить заданный стабильный наклеп поверхностного слоя канала, выровнять микрогеометрию поверхности и полностью удалить дефектный слой от предыдущих технологических операций, что сокращает срок эксплуатации изделий.
Предлагаемое изобретение направлено на получение равномерной степени наклепа и устранения микродефектов по всей обрабатываемой поверхности.
Это достигается тем, что при способе комбинированной обработки каналов, основанном на периодическом возвратно-поступательном продвижении гранулированной рабочей среды через межлопаточные каналы детали в условиях низкочастотной порядка 20-30 Гц вибрации, процесс обработки проводят в жидкой слабопроводящей среде с наложением электрического поля напряжением 4-8 В, а низковольтное напряжение подают непосредственно на корпус устройства и изолированную от корпуса обрабатываемую деталь.
Сущность изобретения поясняется чертежом, на котором приведена схема обработки.
Способ осуществляют в следующей последовательности: деталь 1 устанавливают в оснастке 2 с помощью крепежных болтов 3 на линии разъема корпуса 4. Перетекание тока через корпус 4 контейнера на деталь 1 устраняют установкой между ним и оснасткой 2 диэлектрических прокладок 5 и втулок 6. В верхнюю часть корпуса 4 над деталью 1 помещают токопроводящие гранулы, заполняя внутреннюю полость корпуса 4 на 0,5-0,75 объема. Включают источник питания постоянным током 8, соединенный с деталью 1 и корпусом 4. На деталь 1 через оснастку 2 подают положительное напряжение, на токопроводящие гранулы 7 через корпус 4 подают отрицательное напряжение, обеспечивая этим анодное растворение поверхности детали в момент соударения с гранулами. Гранулы 7 вместе с корпусом 4 совершают возвратно-поступательные движения в условиях низкочастотной вибрации, перемещаясь по каналам детали под действием силы тяжести, вследствие чего происходит обработка канала. После каждого цикла виброэкструдирования осуществляются периодические повороты контейнера на 180° вокруг горизонтальной оси. После каждого поворота контейнер фиксируется в вертикальных угловых положениях на период времени, достаточный для полного прохождения гранул через каналы детали. В устройство в процессе обработки постоянно подается слабопроводящая жидкость 9, например техническая вода, для передачи низковольтного напряжения 4-8 В между гранулами.
При предлагаемой комбинированной обработке гранулы за счет механического воздействия создают сглаженный микрорельеф без концентраторов микротрещин, образуют в поверхностном слое материала детали остаточные напряжения сжатия при заданной степени наклепа, а анодное растворение микровыступов за счет электрохимического воздействия формирует стабильную, благоприятную для эксплуатации детали шероховатость. Достижимое изменение шероховатости в этом случае зависит от скорости анодного растворения в месте микровыступа, которая в момент контакта шарика с деталью резко увеличивается из-за повышения удельной проводимости в месте соударения в 1,2-1,3 раза в зависимости от физических свойств материала детали.
Пример осуществления способа.
Проводят обработку межлопаточных каналов колеса турбины в форме диска диаметром 110 мм, имеющих вид сужающихся по длине пазов переменного сечения, выполненных в радиальном направлении таким образом, что по периферии торца диска остается бандажное кольцо шириной 10 мм. Поперечное сечение такого паза трапецеидальное и имеет размеры на одном торце диска - 3×5×12 мм, а на другом 3×7×12 мм, длина канала - 10 мм. Угол раскрытия канала Р=30°. Все поверхности лопаток, образующих канал, криволинейные. Исходная шероховатость поверхности паза Ra=10…20 мкм. В качестве рабочей среды используют стальные полированные шарики диаметром 1,5 мм (Материал сталь 95X18, твердость HRC-60…62). Обработку производят в течение 20 мин с частотой колебаний 30 Гц и составляющими амплитуды колебаний: горизонтальной - 2,0 мм, вертикальной - 3,0 мм. Насыпной объем рабочей среды составляет 60% контейнера. Максимальная резонансная величина вертикальной составляющей размаха колебаний контейнера (при останове вибромашины) - не более 5 мм. В качестве слабопроводящей жидкости используют техническую воду. Напряжение на токоподводах 5 В.
Результаты отделочно-упрочняющей обработки межлопаточных каналов детали следующие:
- параметр шероховатости поверхности Ra, мкм - 0,19-0,36;
- сплошность (равномерность) обработки, % - 100;
- прогиб настроечных образцов в имитаторе (показатель эффективности их поверхностного упрочнения), мм - 0,2-0,3, что соответствует степени наклепа поверхностного слоя - 5÷8%.
Использование способа позволит расширить технологические возможности для отделки и упрочнения деталей лопаточного типа, повысить производительность и качество обработки поверхностей межлопаточных каналов, что позволит обеспечить повышение усталостной прочности, улучшение их эксплуатационных характеристик.
Источники информации
1. Электрофизические и электрохимические методы обработки материалов. В 2-х т. Т.2 / Под ред. В.П.Смоленцева // М.: Высшая шк., 1983. - 208 с.
2. Патент RU 2269406 С2 Российская Федерация, МПК В24В 31/116. Способ вибрационной обработки / В.П.Смоленцев, А.Н.Некрасов, А.В.Бондарь // Бюллетень изобретений. - 2006. - №4.
3. Патент RU 2173627 С2 Российская Федерация, МПК 7 В 24 В 31/06. Способ вибрационной обработки / Г.А.Сухочев, А.В.Бондарь, А.В.Левченко // Открытия. Изобретения. - 2001. - №26, - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения внутренних поверхностей каналов деталей | 2021 |
|
RU2788444C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2491155C2 |
| СПОСОБ КОМБИНИРОВАННОЙ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ЛОПАТОЧНЫХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333822C1 |
| Способ упрочняющей обработки локальных участков поверхностей деталей роторов | 2019 |
|
RU2709072C1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1999 |
|
RU2173627C2 |
| Способ вибрационной обработки деталей сложной формы | 1986 |
|
SU1316797A1 |
| СПОСОБ ОЧИСТКИ РАБОЧЕЙ СРЕДЫ ПРИ МЕХАНИЧЕСКОМ УПРОЧНЕНИИ | 2003 |
|
RU2261792C2 |
| Способ подготовки поверхности сложного профиля под газоплазменное напыление | 2017 |
|
RU2680333C2 |
| СПОСОБ АНОДНО-ДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛИ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2009 |
|
RU2411111C2 |
| Способ виброударной обработки деталей из титановых сплавов | 2020 |
|
RU2757881C1 |
Изобретение относится к области машиностроения и может быть использовано для отделочно-упрочняющей обработки внутренних поверхностей каналов детали. Обеспечивают вибрацию с частотой 20-30 Гц корпуса контейнера, содержащего токопроводящие стальные шарики для возвратно-поступательного движения последней через каналы детали. Подают низковольтное напряжение на корпус и на обрабатываемую деталь, которую изолируют от корпуса. В контейнер подают слабопроводящую жидкость в виде технической воды для передачи между шариками низковольтного напряжения в 4-8 В. В результате обеспечивается равномерная степень наклепа и устраняются микротрещины на обрабатываемой поверхности детали. 1 ил., 1 пр.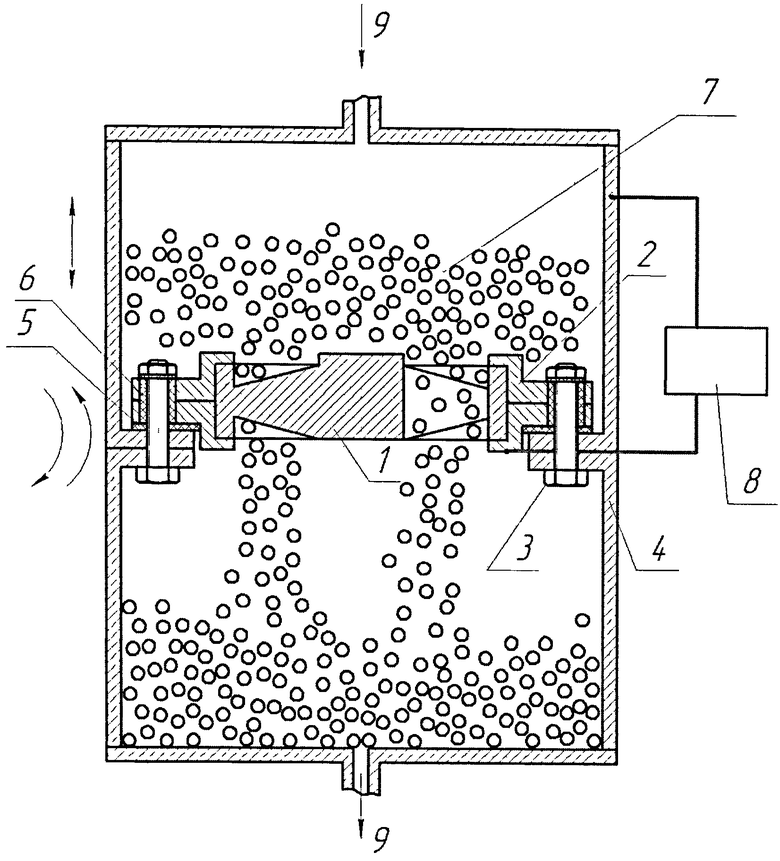
Способ упрочнения внутренних поверхностей каналов детали, включающий обеспечение вибрации с частотой 20-30 Гц корпуса контейнера, содержащего гранулированную рабочую среду для возвратно-поступательного движения последней через каналы детали, отличающийся тем, что подают низковольтное напряжение на корпус и на обрабатываемую деталь, которую изолируют от корпуса, при этом в качестве гранулированной рабочей среды используют токопроводящие стальные шарики, а в контейнер подают слабопроводящую жидкость в виде технической воды для передачи между шариками низковольтного напряжения в 4-8 В.
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1999 |
|
RU2173627C2 |
| Способ электроэрозионного диспергирования металлов и сплавов | 1986 |
|
SU1389956A1 |
| Способ электроэрозионного нанесения покрытий | 1984 |
|
SU1219283A1 |
| US 4392042 A, 05.07.1983 | |||

