Уровень техники
Изобретение в целом относится к обработке улучшенного материала, и в частности к комбинированной обработке фасонной обрабатываемой детали с тонкими стенками, такой как деталь с аэродинамическим профилем газотурбинного двигателя.
Фасонные металлические детали с тонкими стенками часто являются трудными и дорогими для обработки. Стоимость увеличивается, когда детали выполнены из специализированных сплавов, таких как титановые сплавы и тому подобное. Такие детали часто не могут быть точно отлиты без необходимости выполнения некоторых окончательных операций чистовой обработки. Более того, прецизионное литье добавляет значительную стоимость даже к относительно простым формам. При некоторых обстоятельствах детали производятся из металлических заготовок завышенного размера и обрабатываются до окончательной формы посредством технологии, известной как плоское фрезерование. Этот процесс является интенсивным относительно общего времени обработки, стоимости инструмента и часто требует специализированной тщательности крепления, когда деталь имеет тонкие стенки или является нежесткой. Таким образом, существует необходимость в разработке альтернативного способа, который направлен на оптимизацию времени резания, времени обработки, крепления и стоимости инструмента.
Раскрытие изобретения
Вкратце, устройство электрофизикохимической обработки для комбинированной обработки обрабатываемой детали содержит оправку для поддерживания обрабатываемой детали; резец, установленный на шпинделе, причем резец выполнен из электропроводящего материала и имеет непроводящий абразивный материал; источник энергии для обеспечения дифференциального электрического потенциала между обрабатываемой деталью и резцом; источник охлаждающего вещества для циркуляции охлаждающего вещества с некоторыми скоростью потока и давлением между резцом и обрабатываемой деталью; и средство для перемещения резца относительно обрабатываемой детали, причем материал снимается с обрабатываемой детали с относительно высокой интенсивностью съема материала с использованием процесса высокоскоростной электроэрозионной обработки (HSEE), в котором источник энергии обеспечивает первый дифференциальный электрический потенциал, а охлаждающее вещество циркулирует с первой скоростью потока и под первым давлением, причем материал снимается с обрабатываемой детали с относительно низкой интенсивностью съема материала с использованием процесса прецизионного электрошлифования (PEG), в котором источник энергии обеспечивает второй дифференциальный электрический потенциал, а охлаждающее вещество циркулирует со второй скоростью потока и под вторым давлением.
Согласно другому аспекту изобретения предложен способ комбинированной обработки обрабатываемой детали, включающий этапы, на которых:
вращают резец, выполненный из электропроводящего материала и имеющий непроводящий абразивный материал;
подают электроэнергию на обрабатываемую деталь и резец от источника энергии;
обеспечивают циркуляцию охлаждающего вещества между ними, причем охлаждающее вещество содержит одну или более присадок для увеличения электрического разряда между резцом и обрабатываемой деталью;
располагают обрабатываемую деталь относительно резца на заданной глубине резания;
перемещают резец относительно обрабатываемой детали для съема материала с обрабатываемой детали в операции черновой обработки, при которой материал снимается с обрабатываемой детали с относительно высокой интенсивностью съема материала с использованием процесса высокоскоростной электроэрозионной обработки (HSEE), при этом источник энергии обеспечивает первый дифференциальный электрический потенциал, а охлаждающее вещество циркулирует с первой скоростью потока и под первым давлением; и
перемещают резец относительно обрабатываемой детали для съема материала с обрабатываемой детали в операции чистовой обработки, при которой материал снимается с обрабатываемой детали с относительно низкой интенсивностью съема материала с использованием процесса прецизионного электрошлифования (PEG), причем источник энергии обеспечивает второй дифференциальный электрический потенциал, а охлаждающее вещество циркулирует со второй скоростью потока и под вторым давлением.
Согласно еще одному аспекту изобретения предложен способ комбинированной обработки обрабатываемой детали, включающий этапы, на которых:
вращают резец, выполненный из электропроводящего материала и имеющий непроводящий абразивный материал;
подают электроэнергию на лопатку турбины и резец от источника энергии;
обеспечивают циркуляцию охлаждающего вещества между лопаткой турбины и резцом, причем охлаждающее вещество содержит одну или более присадок для увеличения электрического разряда между лопаткой турбины и резцом;
располагают лопатку турбины относительно резца на первой заданной глубине резания;
перемещают резец относительно лопатки турбины в операции черновой обработки, при которой материал снимается с лопатки турбины с относительно высокой интенсивностью съема материала с использованием процесса высокоскоростной электроэрозионной обработки (HSEE), при этом источник энергии обеспечивает первый дифференциальный электрический потенциал, а охлаждающее вещество циркулирует с первой скоростью потока и под первым давлением; и
перемещают резец относительно лопатки турбины в операции чистовой обработки, при которой материал снимается с лопатки турбины с относительно низкой интенсивностью съема материала с использованием процесса прецизионного электрошлифования (PEG), причем источник энергии обеспечивает второй дифференциальный электрический потенциал, а охлаждающее вещество циркулирует со второй скоростью потока и под вторым давлением.
Краткое описание чертежей
Эти и другие признаки, особенности и преимущества настоящего изобретения станут более понятными при прочтении приведенного ниже подробного описания со ссылкой на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми ссылочными позициями на всех чертежах и на которых:
Фиг.1 представляет собой схематичное изображение устройства электрофизикохимической обработки для комбинированной обработки обрабатываемой детали, такой как лопатка турбины, согласно варианту осуществления изобретения;
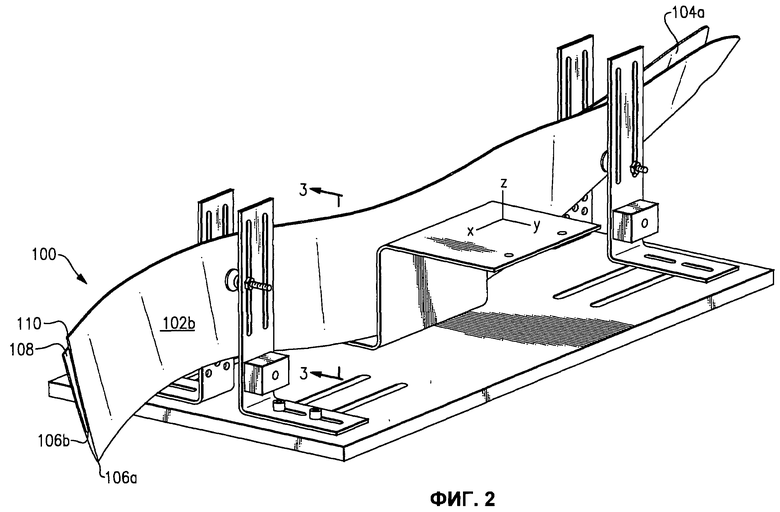
Фиг.2 представляет собой вид в перспективе лопатки турбины, изготовленной с использованием комбинированного станка, показанного на Фиг.1, в соответствии со способом согласно изобретению;
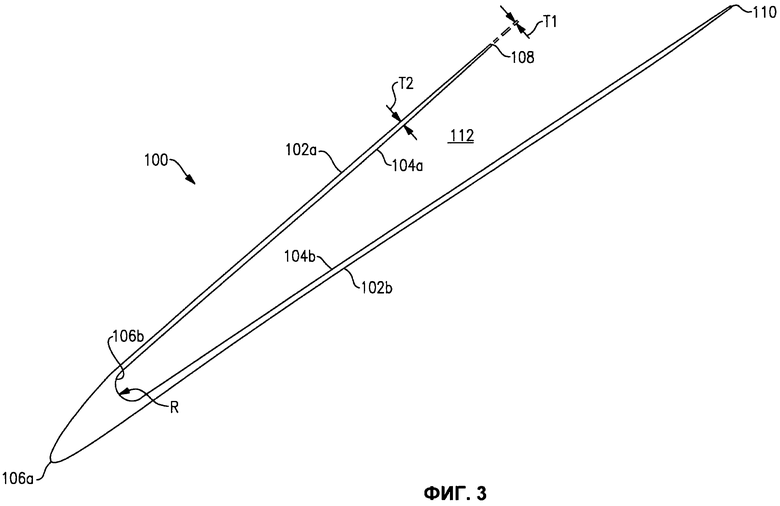
Фиг.3 представляет собой разрез лопатки турбины, выполненный вдоль линии 3-3 на Фиг.2;
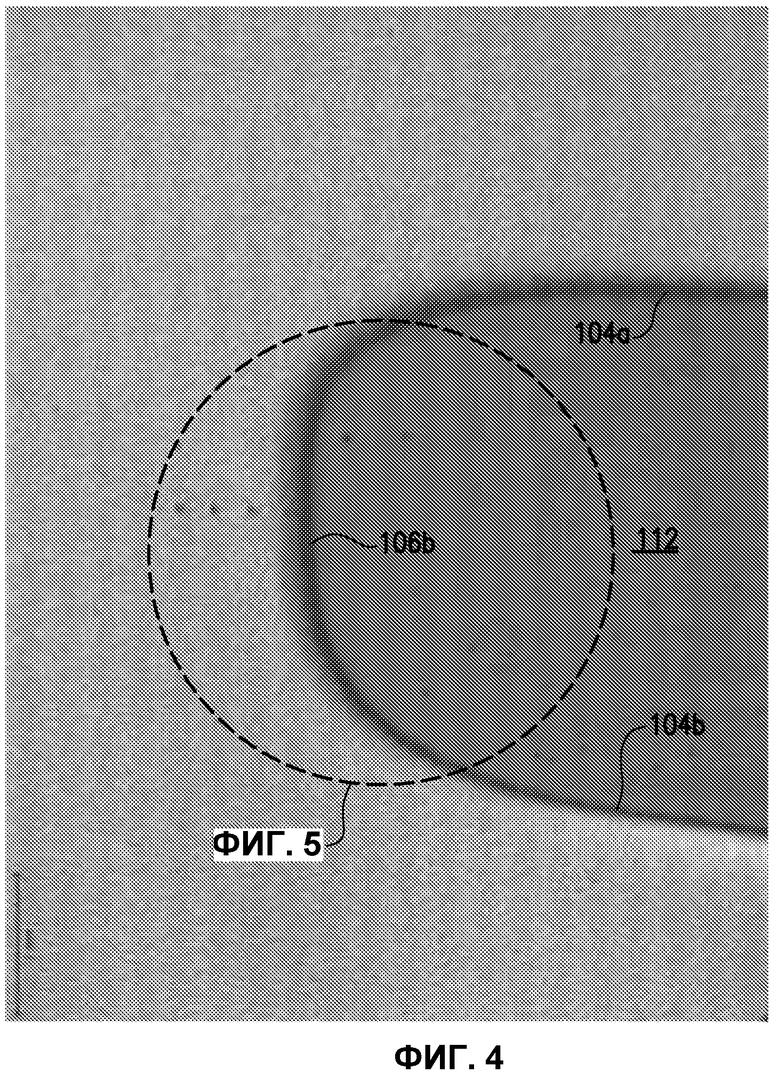
Фиг.4 представляет собой черно-белый микрофотоснимок внутренней части лопатки турбины, показанной на Фиг.2, после использования способа согласно изобретению;
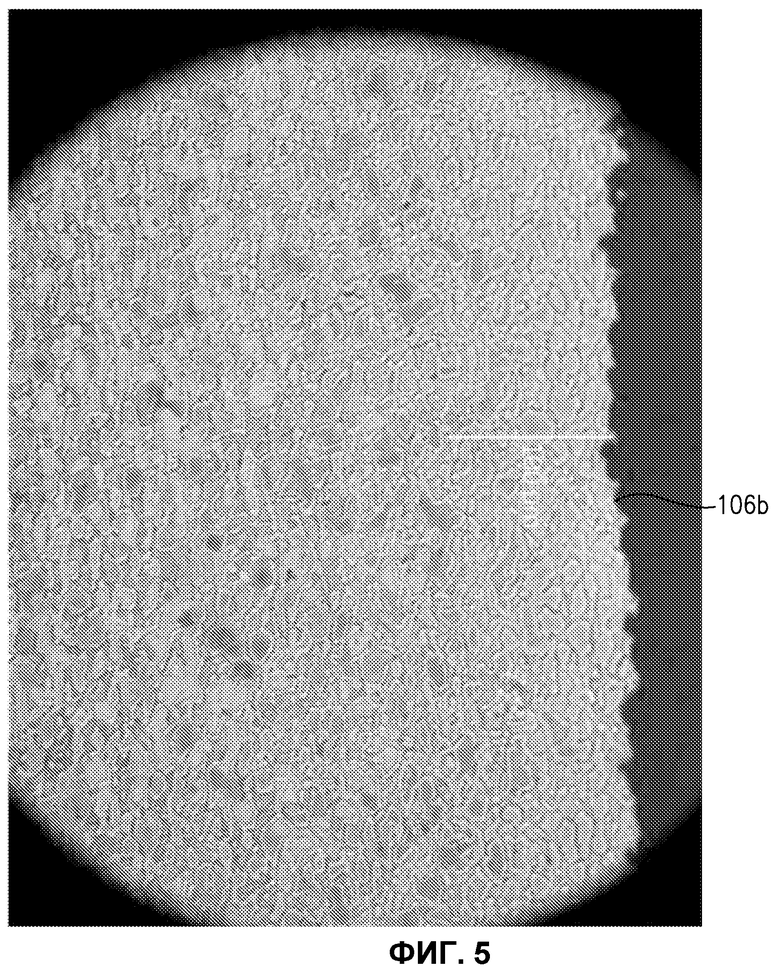
Фиг.5 представляет собой черно-белый микрофотоснимок зернистой структуры внутренней части лопатки турбины, показанной на Фиг.2.
Подробное описание изобретения
Со ссылкой на чертежи, на которых одинаковыми ссылочными позициями обозначены одинаковые элементы на всех различных видах, на Фиг.1 показано устройство электрофизикохимической обработки, или комбинированный станок 10, которое выполнено с возможностью осуществления черновой обработки и чистовой обработки обрабатываемой детали 50, в особенности, фасонной обрабатываемой детали с тонкими стенками.
Комбинированный станок 10 выполнен с возможностью использования как улучшенного процесса высокоскоростной электроэрозионной обработки (HSEE), так и улучшенного процесса прецизионного электрошлифования (PEG), в котором комбинированный станок 10 использует процессы быстрой термической абляции, механического истирания и электромеханического растворения. В результате этого комбинированный станок 10 обладает возможностью осуществления различных обработок поверхности и интенсивностей съема металла в зависимости от интенсивности (потока и давления) поливки электролита, скорости подачи станка, материала инструмента и дифференциального электрического потенциала между анодом и катодом.
Во время черновой обработки интенсивности съема металла, примерно, в кубических дюймах в минуту, возможны с относительно высокими дифференциальными электрическими потенциалами и высокими давлением и потоками поливки электролита. В этом первом режиме резания в процессе обработки господствуют электрохимические разряды, которые реализуют высокую интенсивность съема металла. Во время чистовой обработки интенсивности съема металла являются относительно низкими с относительно низкими дифференциальными электрическими потенциалами и низкими давлением и потоками поливки электролита. В этом втором режиме резания в процессе обработки преобладают электрохимические реакции и периодическое легкое поверхностное истирание. Таким образом, комбинированный станок 10 способен осуществлять два различных режима резания, которые особенно полезны при обработке тонкостенной нежесткой конструкции более быстро, чем посредством обычных процессов, при этом экономя деньги на инструменте посредством исключения необходимости в прецизионном литье тонкостенной нежесткой конструкции.
В общем, комбинированный станок 10 включает в себя опорный вал или оправку 12, на которую крепко установлена и поддерживается с помощью нее обрабатываемая деталь 50. Круглое режущее колесо или резец 14 неподвижно установлено на вращающемся валу или шпинделе 16 для вращения с помощью него во время работы. Многоосная каретка 18 выполнена соответствующим образом для поддержания шпинделя 16 и резца 14 и обеспечивает приводное средство для перемещения вращающегося резца 14 относительно обрабатываемой детали 50 вдоль горизонтальной оси А во время работы. Как двигатель каретки 18, так и двигатель оправки (не показаны) присоединены с возможностью управления ими к цифровому программируемому контроллеру 20, который специально сконфигурирован соответствующим программным обеспечением для управления всеми операциями устройства электрофизикохимической обработки или комбинированного станка 10. В приведенном в качестве примера варианте осуществления изобретения линейная скорость вращающегося резца 14 находится в диапазоне между примерно 3 дюймами в минуту и примерно, 50 дюймами в минуту, и более предпочтительно в диапазоне между примерно 15 дюймами в минуту и примерно 50 дюймами в минуту. Следует понимать, что изобретение не ограничено линейной скоростью вращающегося резца, и что интенсивность съема материала с обрабатываемой детали может быть сведена к максимуму, при этом достигая соответствующей черновой обработки поверхности обрабатываемой детали.
Многоосные станки или станки с числовым программным управлением типа CNC являются обычно доступными и могут быть модифицированы для введения требуемого линейного перемещения вращающегося резца 14 относительно обрабатываемой детали 50. Например, комбинированный станок 10 может содержать 3-5-осевой станок с числовым программным управлением типа CNC такого типа, который хорошо известен в данной области техники. Несмотря на то, что обрабатываемая деталь 50 удерживается неподвижно, когда вращающийся резец 14 соответствующим образом перемещается относительно нее, обрабатываемая деталь 50 также может соответствующим образом перемещаться относительно резца 14.
В приведенном в качестве примера варианте осуществления изобретения резец 14 выполнен из электропроводящего материала, такого как медь, с однородно распределенным в нем непроводящим абразивным материалом, таким как оксид алюминия, керамика, алмаз и тому подобное. В качестве альтернативы абразивный материал может покрывать внешнюю поверхность проводящего материала. Степень зернистости резца 14 находится в диапазоне от примерно 60 зерен до примерно 340 зерен, и более предпочтительно в диапазоне от примерно 80 зерен до примерно 200 зерен, и наиболее предпочтительно составляет примерно 100 зерен.
Соответствующий источник 22 энергии, как неизменяющегося постоянного тока, так и импульсного постоянного тока, обеспечивает средство для запитки или подачи электрической энергии к обрабатываемой детали 50 и резцу 14 во время работы. Источник 22 электрической энергии включает в себя первый отрицательный (-) провод, присоединенный с возможностью электропроводимости к резцу 14 любым соответствующим способом, таким как использование контактного кольца, прикрепленного к электропроводящему шпинделю. Второй положительный (+) провод присоединяет с возможностью электропроводимости источник 22 энергии к обрабатываемой детали 50 любым соответствующим способом, таким как использование другого контактного кольца с электропроводящей оправкой или непосредственное прикрепление к обрабатываемой детали 50.
В комбинированном процессе электрофизикохимической обработки на резец 14 подается энергия, как на катод (-), а на обрабатываемую деталь 50 подается энергия, как на анод (+), для реализации дифференциального электрического потенциала между ними. Этот дифференциальный электрический потенциал между резцом 14 и обрабатываемой деталью 50 может быть относительно выше для быстрой электроэрозии материала из обрабатываемой детали 50. Например, во время черновой обработки, во время первого режима резания дифференциальный электрический потенциал может составлять примерно 10 вольт или более, и предпочтительно примерно 14 вольт. С другой стороны, во время чистовой обработки, во время второго режима резания дифференциальный электрический потенциал может быть относительно низким, например, ниже примерно 10 вольт, для получения гладкой поверхности обрабатываемой детали 50, особенно при осуществлении гладкой обработки тонких стенок обрабатываемой детали 50.
Для того чтобы увеличить до максимума съем материала вращающимся резцом 14, резец 14 может быть выполнен настолько широким, насколько это практично для резания за один проход для уменьшения до минимума необходимости дополнительных проходов или съема материала с обрабатываемой детали 50. Соответственно, резец 14, показанный на фиг.1, имеет форму диска и тому подобного.
Во время комбинированного процесса электрофизикохимической обработки электрическим истиранием образуется значительное тепло, и резец 14 может вращаться с соответствующей скоростью посредством соответствующего двигателя (не показан), находящегося в каретке 18, для распределения тепловой нагрузки вокруг периметра резца 14 во время операции. Для уменьшения до минимума увеличения тепла источник 24 охлаждающего вещества включает в себя выпускную форсунку 28, которая обеспечивает средство для выпуска смазочно-охлаждающей жидкости или жидкого охлаждающего вещества 26 в зону резания между резцом 14 и обрабатываемой деталью 50 во время операции. В приведенном в качестве примера варианте осуществления изобретения охлаждающее вещество 26 прокачивается через форсунку 28 и направляется в зазор между вращающимся резцом 14 и обрабатываемой деталью 50 с заданными давлением и скоростью потока. Смазывающе-охлаждающая жидкость или охлаждающее вещество 26 выполняет дополнительные задачи смывания стружки из зоны резания, при этом охлаждая как обрабатываемую деталь 50, так и резец 14.
Во время высокой интенсивности съема металла первого режима резания поток и давление охлаждающего вещества 26 являются относительно высокими по сравнению с тем, что имеется во время относительно низкой интенсивности съема металла второго режима резания. Например, давление может быть в диапазоне между примерно 100 фунт/кв.дюйм и примерно 400 фунт/кв.дюйм, и скорость потока может быть между примерно 5 гал/мин и примерно 50 гал/мин во время первого режима резания. С другой стороны, во время относительно низкой интенсивности съема металла второго режима резания давление может быть меньше, чем примерно 200 фунт/кв.дюйм, и скорость потока может быть между примерно 5 гал/мин и примерно 50 гал/мин. Следует понимать, что давление и поток охлаждающего вещества 26 во время как первого, так и второго режимов резания зависят от направления, в котором охлаждающее вещество 26 воздействует на обрабатываемую деталь 50. Как будет понятно, сила, прилагаемая охлаждающим веществом 26 к поверхности обрабатываемой детали 50, является большей, когда направление охлаждающего вещества является перпендикулярным поверхности обрабатываемой детали 50, тогда как сила, прилагаемая охлаждающим веществом 26, является меньшей, когда направление охлаждающего вещества 26 не является перпендикулярным поверхности обрабатываемой детали 50.
В приведенном в качестве примера варианте осуществления изобретения смазывающе-охлаждающая жидкость или охлаждающее вещество 26 содержит одну или более присадок или другого средства для увеличения проводимости охлаждающего вещества 26. Например, охлаждающее вещество 26 может содержать галоидную соль, такую как бромид натрия, кислоту, основу и тому подобное. В одном варианте осуществления охлаждающее вещество 26 содержит бромид натрия в количестве примерно 3-20% от веса для увеличения плазменного разряда (дуги) между обрабатываемой деталью 50 и резцом 14. Стоит ли заметить, что проводимость электролита также важна для второго режима резания, в котором преобладает электрохимическое действие? Проводимость раствора более важна для электрохимической реакции и, вероятно, не способствует обязательно плазменным разрядам. Например, охлаждающее вещество 26 может содержать бромид натрия в количестве примерно 5,4% от веса. Охлаждающее вещество 26 может также содержать присадку для очистки насоса, одно или более средств предотвращения образования ржавчины и тому подобное. Тем не менее, следует понимать, что изобретение не ограничено присадками в охлаждающем веществе, и что может быть использовано любое соответствующее охлаждающее вещество, которое улучшит плазменный разряд.
В некоторых вариантах осуществления зона резания обрабатываемой детали 50 может быть полностью погружена в охлаждающее вещество 26 для обеспечения превосходного рассеяния тепла и способствования обеспечению наличия охлаждающего вещества во всей зоне резания. Погружение будет сдерживать и охлаждать удаленную стружку. Когда зона резания полностью погружена, процесс обработки может быть использован с или без дополнительной непосредственной поливки зоны резания из форсунки 28.
Комбинированный станок 10 может быть использован для образования широкого разнообразия фасонных тонкостенных деталей. Со ссылкой на фиг.2 и 3, комбинированный станок 10 может быть использован, например, для образования лопатки турбины, обозначенной в целом позицией 100. Для образования лопатки 100 турбины обрабатываемая деталь 50, такая как заготовка лопатки турбины, прикреплена к оправке 12 комбинированного устройства 10. Обрабатываемая деталь 50 расположена относительно резца 14 так, чтобы образовывать требуемую глубину резания. Обрабатываемая деталь 50 и резец 14 запитаны электричеством от источника энергии, и охлаждающее вещество 26 циркулирует между ними.
Затем вращающийся резец 14 перемещается относительно для электрической эрозии или обработки обрабатываемой детали 50 для выполнения операции черновой обработки с использованием улучшенного процесса высокоскоростной электроэрозионной обработки (HSEE), в котором комбинированный станок 10 использует процессы термического, механического истирания и электрохимического растворения для образования общего профиля лопатки 100 турбины. Общий профиль лопатки 100 турбины содержит внешние поверхности 102a, 102b, внутренние поверхности 104a, 104b, внешний носок или переднюю металлическую кромку 106а, внутреннюю поверхность 106b, которая имеет радиус R для плавного сопряжения с внутренними поверхностями 104a, 104b, и конические концы 108, 110. Внутренние поверхности 104a, 104b разделены полостью 112 между ними. В показанном варианте осуществления лопатка 100 турбины имеет толщину Т1, составляющую от примерно 0,002 дюймов до примерно 0,003 дюймов у концов 108, 110. Тем не менее конические концы 108, 110 могут иметь толщину до примерно 0,010 дюймов. Толщина Т2 между внешними и внутренними поверхностями 102a, 104a и 102b, 104b составляет от примерно 0,20 дюймов до примерно 0,50 дюймов.
Как упомянуто выше, операция черновой обработки предусматривает первый режим резания комбинированного станка 10, в котором в процессе обработки преобладают электрохимические разряды, которые реализуют высокую интенсивность съема металла. В этом первом режиме резания дифференциальный электрический потенциал между резцом 14 и обрабатываемой деталью 50 составляет 10 вольт или выше. Кроме того, давление охлаждающего вещества 26 находится в диапазоне между примерно 100 фунт/кв.дюйм и примерно 400 фунт/кв.дюйм, и скорость потока может находиться в пределах от примерно 5 гал/мин до примерно 50 гал/мин. Величина зазора между резцом 14 и поверхностью обрабатываемой детали 50 зависит от требуемого поля разряда плазмы (дуги) и от размера частиц зерна абразивного непроводящего материала резца 14. Например, диаметр абразивных частиц, равных 100 зернам, составляет примерно 0,005 дюймов. В приведенном в качестве примера варианте осуществления изобретения величина зазора находится в диапазоне примерно от 0,005 до 0,009 дюймов.
После того, как общий профиль лопатки 100 турбины был образован с использованием первого режима резания, вращающийся резец 14 затем перемещается относительно для электрической эрозии или обработки обрабатываемой детали 50 для выполнения операции чистовой обработки с использованием улучшенного процесса прецизионного электрошлифования (PEG), в котором комбинированный станок 10 использует процессы как механического истирания, так и электромеханического растворения.
Как упомянуто выше, операция чистовой обработки предусматривает второй режим резания комбинированного станка 10, в котором в процессе обработки преобладают электрохимические реакции и периодическое легкое истирание поверхности. В этом втором режиме резания дифференциальный электрический потенциал между резцом 14 и обрабатываемой деталью 50 составляет менее 10 вольт. Кроме того, давление охлаждающего вещества 26 составляет менее чем примерно 200 фунт/кв.дюйм, и скорость потока может находиться в пределах от примерно 5 гал/мин до примерно 50 гал/мин.
При операции чистовой обработки общий профиль лопатки 100 турбины обрабатывается для образования чистовых поверхностей законченной лопатки 100 турбины. Использование операции чистовой обработки второй схемы резания исключает и/или уменьшает необходимость в прецизионном литье, которое является очень дорогостоящей составляющей в изготовлении деталей, образованных в основном из тонкостенных конструкций.
Была проведена серия испытаний на детали, выполненной из титана, для исследования воздействий различных рабочих параметров на результаты, полученные посредством использования первого и второго режимов резания комбинированного станка 10. Рабочие параметры, которые были исследованы, включали в себя линейную скорость (дюймы в минуту), ток (амперы), концентрацию бромида натрия (NaBr) в охлаждающем веществе (в процентах от веса) и размер зоны, подверженной воздействию тепла (HAZ) (тысячи миллидюймов). Результаты исследований приведены в таблице 1 ниже.
Как приведено в таблице 1, использование как процесса высокоскоростной электроэрозионной обработки (HSEE) для черновой обработки, так и улучшенного процесса прецизионного электрошлифования (PEG) для чистовой обработки дало хорошие результаты для широкого разнообразия условий работы. В особенности, зона, подверженная воздействию тепла (HAZ), составляла приемлемые 0,015 дюймов или меньше во всех образцах для испытаний. В части 19 зона, подверженная воздействию тепла, составила меньше, чем 0,005 дюймов, причем линейная скорость была равна 10 ipm (дюймам в минуту), приложенный потенциал был равен 14 В, (ток не является экспериментальной переменной, которой управляют непосредственно, и может не нуждаться в упоминании) ток был равен 200 А и концентрация NaBr была равна 3,6 процентам от веса. Зона, подверженная воздействию тепла, была наибольшей при 0,015 дюймах, когда линейная скорость была самой быстрой при 30 ipm, даже при различных концентрациях NaBr.
На фиг.4 и 5 показаны микрофотоснимки детали 25 вблизи от изогнутой по радиусу внутренней поверхности 106. Как изображено на фиг.4 и 5, использование как процесса высокоскоростной электроэрозионной обработки (HSEE) для черновой обработки, так и улучшенного процесса прецизионного электрошлифования (PEG) для чистовой обработки дает хорошие результаты.
В итоге, первый режим резания, который использует процесс высокоскоростной электроэрозионной обработки (HSEE) посредством применения процессов термической, электроэрозионной и электрохимической обработки при относительно высоких дифференциальном электрическом потенциале и интенсивности поливки электролита, предусматривает комбинированное синергетическое улучшение интенсивностей съема металла по сравнению с обычными процессами, которые применяют только истирание для удаления оксидного слоя для способствования интенсивностям электрохимических реакций. Кроме того, второй режим резания, который использует процесс прецизионного электрошлифования (PEG) посредством применения процессов умеренной электроэрозионной обработки, периодического истирания и электрохимической обработки при относительно низких дифференциальном электрическом потенциале и интенсивности поливки электролита, исключает необходимость в прецизионном литье, которое является очень дорогостоящей составляющей в изготовлении деталей, образованных в основном из тонкостенных конструкций.
Несмотря на то, что показанные варианты осуществления были описаны со ссылкой на лопатку турбины, содержащую титановый сплав, изобретение не ограничено обработкой лопатки турбины и в значительной степени может быть использовано для обработки разнообразных обрабатываемых деталей, выполненных из любого металлического материала, который является легкообрабатываемым посредством шлифования, фрезерования, точения и тому подобного. Некоторые неограничивающие примеры, в которых может быть использован процесс изобретения, включают в себя обработку плит для применения в броне, точение для изготовления валов, обработку компонентов для теплообменников и тому подобное.
В описании использованы примеры, включая предпочтительный вариант осуществления, для раскрытия изобретения, а также для того, чтобы позволить любому специалисту в данной области техники изготовить и использовать изобретение. Патентуемый объем изобретения определен в формуле изобретения и может включать в себя другие примеры, которые встречаются специалистам в данной области техники. Такие другие примеры предназначены для включения в объем формулы изобретения, если они имеют конструктивные элементы, которые не отличаются от элементов, указанных в формуле изобретения, или если они включают в себя эквивалентные конструктивные элементы с несущественными отличиями от элементов, указанных в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| АДАПТИВНЫЙ ШПИНДЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ НА СТАНКЕ С УСТРОЙСТВОМ ЧПУ ТИПА CNC | 2007 |
|
RU2446924C2 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| Способ изготовления перфорационных отверстий на пере лопатки турбины | 2024 |
|
RU2833200C1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЖАВКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2018 |
|
RU2690875C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2007 |
|
RU2367556C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
Изобретение относится к комбинированной обработке фасонной обрабатываемой детали и направлено на оптимизацию времени резания, времени обработки и крепления детали. Обработка включает этапы, на которых вращают резец из электропроводящего материала с непроводящим абразивным материалом, подают электроэнергию на деталь и резец от источника энергии, обеспечивают циркуляцию охлаждающего вещества между ними, причем охлаждающее вещество содержит одну или более присадок для увеличения электрического разряда между резцом и деталью, располагают деталь относительно резца на заданной глубине резания, перемещают резец относительно детали для съема материала с детали в операции черновой обработки, при которой материал снимают с детали с относительно высокой интенсивностью с использованием процесса высокоскоростной электроэрозионной обработки (HSEE), при этом источник энергии обеспечивает первый дифференциальный электрический потенциал, а охлаждающее вещество циркулирует с первой скоростью потока и под первым давлением, и перемещают резец относительно детали для съема материала в операции чистовой обработки, при которой материал снимают с с относительно низкой интенсивностью съема с использованием процесса прецизионного электрошлифования (PEG), причем источник энергии обеспечивает второй дифференциальный электрический потенциал, а охлаждающее вещество циркулирует со второй скоростью потока и под вторым давлением. 3 н. и 14 з.п. ф-лы, 1 табл., 5 ил.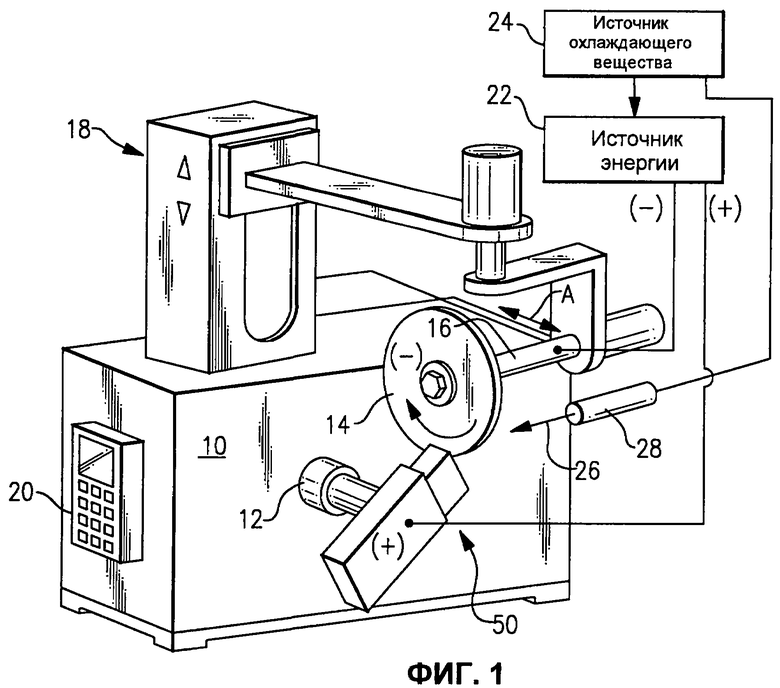
1. Устройство для комбинированной обработки обрабатываемой детали, содержащее оправку для поддерживания обрабатываемой детали, резец, установленный на шпинделе, причем резец выполнен из электропроводящего материала и имеет непроводящий абразивный материал, источник энергии для обеспечения дифференциального электрического потенциала между обрабатываемой деталью и резцом, источник охлаждающего вещества для циркуляции охлаждающего вещества с некоторыми скоростью потока и давлением между резцом и обрабатываемой деталью, и средство для перемещения резца относительно обрабатываемой детали, который выполнен с возможностью съема материала с обрабатываемой детали с относительно высокой интенсивностью съема материала с использованием процесса высокоскоростной электроэрозионной обработки (HSEE), в котором источник энергии обеспечивает первый дифференциальный электрический потенциал, а охлаждающее вещество циркулирует с первой скоростью потока и под первым давлением, и возможностью съема материала с обрабатываемой детали с относительно низкой интенсивностью съема материала с использованием процесса прецизионного электрошлифования (PEG), в котором источник энергии обеспечивает второй дифференциальный электрический потенциал, а охлаждающее вещество циркулирует со второй скоростью потока и под вторым давлением.
2. Устройство по п.1, в котором первый дифференциальный электрический потенциал равен или больше примерно 10 В, а второй дифференциальный электрический потенциал меньше примерно 10 В.
3. Устройство по п.1, в котором первое давление находится в диапазоне между примерно 100 фунт/кв.дюйм и примерно 400 фунт/кв.дюйм, и причем второе давление меньше, чем примерно 200 фунт/кв.дюйм.
4. Устройство по п.1, в котором первая и вторая скорости потока находятся в пределах между примерно 5 гал/мин и примерно 50 гал/мин.
5. Устройство по п.1, в котором обрабатываемая деталь представляет собой лопатку турбины.
6. Устройство по п.1, в котором степень зернистости непроводящего абразивного материала составляет от примерно 60 зерен до примерно 340 зерен.
7. Устройство по п.1, в котором средство для увеличения электрического разряда содержит одну или более присадок в охлаждающем веществе.
8. Устройство по п.7, в котором одна или более присадок содержит бромид натрия.
9. Способ комбинированной обработки обрабатываемой детали, включающий этапы, на которых вращают резец, выполненный из электропроводящего материала и имеющий непроводящий абразивный материал, подают электроэнергию на обрабатываемую деталь и резец от источника энергии, обеспечивают циркуляцию охлаждающего вещества между ними, причем охлаждающее вещество содержит одну или более присадок для увеличения электрического разряда между резцом и обрабатываемой деталью, располагают обрабатываемую деталь относительно резца на заданной глубине резания, перемещают резец относительно обрабатываемой детали для съема материала с обрабатываемой детали в операции черновой обработки, при которой материал снимают с обрабатываемой детали с относительно высокой интенсивностью съема материала с использованием процесса высокоскоростной электроэрозионной обработки (HSEE), при этом источник энергии обеспечивает первый дифференциальный электрический потенциал, а охлаждающее вещество циркулирует с первой скоростью потока и под первым давлением, и перемещают резец относительно обрабатываемой детали для съема материала с обрабатываемой детали в операции чистовой обработки, при которой материал снимают с обрабатываемой детали с относительно низкой интенсивностью съема материала с использованием процесса прецизионного электрошлифования (PEG), причем источник энергии обеспечивает второй дифференциальный электрический потенциал, а охлаждающее вещество циркулирует со второй скоростью, потока и под вторым давлением.
10. Способ по п.9, в котором первый дифференциальный электрический потенциал равен или больше примерно 10 В, а второй дифференциальный электрический потенциал меньше примерно 10 В.
11. Способ по п.9, в котором первое давление находится в диапазоне между примерно 100 фунт/кв.дюйм и примерно 400 фунт/кв.дюйм, а второе давление меньше, чем примерно 200 фунт/кв.дюйм.
12. Способ по п.9, в котором первая и вторая скорости потока находятся в пределах между примерно 5 гал/мин и примерно 50 гал/мин.
13. Способ по п.9, в котором обрабатываемая деталь представляет собой лопатку турбины.
14. Способ по п.9, в котором степень зернистости непроводящего абразивного материала составляет от примерно 60 зерен до примерно 340 зерен.
15. Способ по п.9, в котором средство для увеличения электрического разряда содержит одну или более присадок в охлаждающем веществе.
16. Способ по п.15, в котором одна или более присадок содержит бромид натрия.
17. Способ комбинированной обработки обрабатываемой детали, включающий этапы, на которых вращают резец, выполненный из электропроводящего материала и имеющий непроводящий абразивный материал, подают электроэнергию на лопатку турбины и резец от источника энергии, обеспечивают циркуляцию охлаждающего вещества между лопаткой турбины и резцом, причем охлаждающее вещество содержит одну или более присадок для увеличения электрического разряда между лопаткой турбины и резцом, располагают лопатку турбины относительно резца на первой заданной глубине резания, перемещают резец относительно лопатки турбины в операции черновой обработки, при которой материал снимают с лопатки турбины с относительно высокой интенсивностью съема материала с использованием процесса высокоскоростной электроэрозионной обработки (HSEE), при этом источник энергии обеспечивает первый дифференциальный электрический потенциал, а охлаждающее вещество циркулирует с первой скоростью потока и под первым давлением, и перемещают резец относительно лопатки турбины в операции чистовой обработки, при которой материал снимают с лопатки турбины с относительно низкой интенсивностью съема материала с использованием процесса прецизионного электрошлифования (PEG), причем источник энергии обеспечивает второй дифференциальный электрический потенциал, а охлаждающее вещество циркулирует со второй скоростью потока и под вторым давлением.
| US 20060249398 A1, 09.11.2006 | |||
| US 3420759 A, 07.01.1969 | |||
| WO 2007074012 A1, 05.07.2007 | |||
| US 2003024825 A1, 06.02.2003 | |||
| Устройство для комбинированной обработки | 1986 |
|
SU1328096A1 |

