i
Изобретение относится к метгшлооб работке и касается проблема предохранения от износа контактных элементов ленточно-ишифовапьных станков.
Известен способ ленточного шлифования металлических деталей-, при котором абразивную ленту к обрабатываемой детали поджимают контактным элементом, по которому ей сообщают перемещения, а для повьвления эффективности процесса и уменьшения износа контактного элемента обработку ведут с применением смазочно-охлаждакядих жидкостей (СОЖ) {jlj .
Однако при известном способе шлифования контактные элементы все же довольно быстро изнаоциваются, причем неравномерно вдоль рабочей поверхности, что вынуждает тратить значительные средства на их доводку, которую, в частности/ осуществляют механически самой абразивной лентой.
Однако в этом случае расходуется дефицитный твердый сплав, из которого обычно изготавливают контактные элементы. Кроме того, на восстановление шлифованием твердосплавных контактных элементов требуется значительное время, специальные ленты, устройства и т.п.
Цель изобретения - восстановление изношенных контактных элементов путем использования электролитического осслсдения метгшла на контактный зле5 мент.
Указанная цель достигается тем, что электролитическое осаждение металла производят непосредственно в процессе ленточного шлифования деталей, для чего -на контактный элемент подают отрицательный электрический потенцией, на обрабатываемую деталь положительный, а в качестве СОЖ используют электролнт, содержащий соли осаждаемого мётгшла.
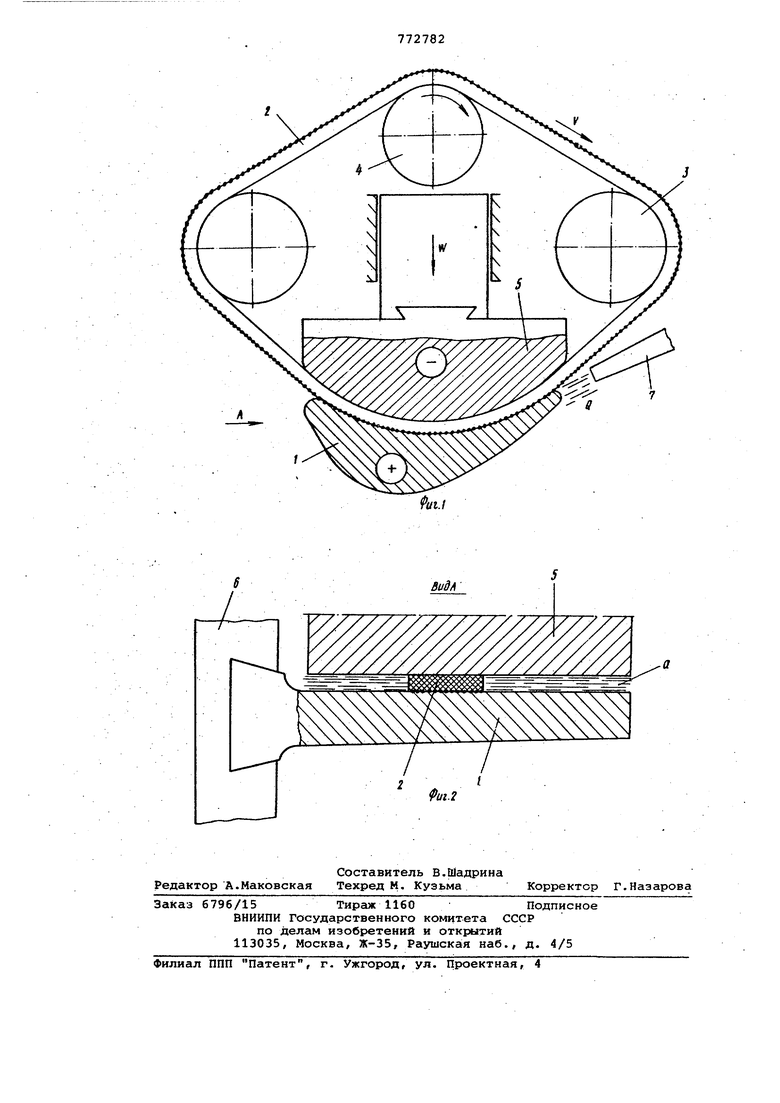
На фиг. 1 предлагаемый способ поясняется в плоскости вращения ленты на фиг. 2 представлен вид А на фиг.Л
20 Шлифование детали 1 производят абразивной лентой 2, огибающей нанаправляющие ролики 3, приводной и натяжной шкив 4 и контактный элемент 5. Деталь 1 крепят в приспособлении
25 6, а на врезание подают контактный элемент 5 (в направлении по стрелке
W).
Возможна и обратная схема, когда контактный элемент 5 неподвижен, а 30 к ленте поджимают обрабатываемую деталь 1. Обработку ведут по методу копирования, когда рабочая поверхность контактного элемента эквидистантна обрабатываемой на толщину ленты, или по методу обкатки, когда детали сообщают формообразующее дви:: ение.
Абразивной ленте сообщают вращение со скоростью ишифованияУ, а при необходимости и поперечные перемещения S (фиг. 2).
В зону обработки с помощью специального насадка 7 подают поток Q смаэочно-охлаждакнцей жидкости, содержащей соли осаждаемого металла. В качестве СОЖ при этом используют электролиты, т.е. жидкости на основе воды. Состав электролита принимают по рекомендациям, известным из техничес кой литературы, или подбирают (уточняют) экспериментально в зависимости от обрабатываемого материала, материала .контактного элемента, режимов шлифования, влияющих на скорость износа контактного элемента, и т.п.
Наиболее износостойким покрытием в настоящее время считается хромирорование, которое и рекомендуется в качестве конкретного примера для предотвращения износа контактных элементов. В этом случае в состав электролита (СОХ) включают хромовый ангидрид и трехвалентный хром, едкий натр и др. компоненты в соответствии с известными рекомендациями.
На обрабатываемую деталь в процессе ее шлифования подают положительный потенциал (+), на контактный элемент - отрицательный (-).
В процессе шлифования обрабатываемой детали движущаяся абразивная лента постепенно изнашивает контактный элемент, как бы производя операцию его за 1истки, необходимую для электрохимического тетрахроматного (холодного) хромирования.
Под действием электрического поля образуемого между обрабатываемой деталью и конта,ктным элементом, хром из электролита оседает на изнашиваемые участки контактного элемента. При этом участки контактного элемента, которые не изнсштваются, т.е. лентой не зачищаются, практически и Не хромируются. Таким образом, если какой-либо участок контактного элемента изнашивается быстрее, то быстрее он и восстанавливается. При этом не теряется Форма контактного элемента.
Скорость электролитического осаждения принимают равной скорости износа контактного элемента или больше нее. В последнем случае потенциалы на контактный элемент и деталь подают периодически, например по результатам замера точности обработки.
Величину скорости хромирования выбирают экспериментсшьно обычными приемами (т.е. подбором плотности электролита, плотности тока и т.п.). Если шлифование детали ведут узкой лентой с поперечными перемещениями S, то процесс хромирования осуществляется в основном с помощью электролита, заполняющего зазор а (фиЕ 2) 5 между деталью и контактным элементом, а если обработку производят широкой лентой, равной ширине детали, то основу абразивной ленты выполняют из пористого материала (ткани), 0 который хорошо пропитывается электролитом, или, в противном случае (например для капроновых лент), в ленте выполняют множество отверстий (при эхом интенсифицируется сам процесс е шлифования за счет пре1 1вистости абразивного покрытия).
Достигаемый положительный эффект (устранение времени на доводку контактных элементов, повьшение за счет этого проиэводительности и точности 0 шлифования) зависит от конкретных условий обработки (типа обрабатываемого материала, режимов и т.п.).
Кроме того, контактные элемейты можно изготавливать из обычных конструкционных сталей взамен дорогостоящих твердых сплавов.
изобретения
0 Способ шлифования лентой, размер которой менее половины ширины поджимающего ее копира, которой задают возвратно-поступательное перемещение по зоне обработки, с поливом рабочей
. сре.цы, отличающийся тем, 5 что, с целью предохранения износа контактного элемента, процесс шлифования ведут в режиме электрохимического восстановления копира, для чего в качестве рабочей среды используют
0 электролит, а копир и изделие вклю-чают в цепь источника постоянного тока.
Источники информации, принятые во внимание при экспертизе
55 1. Авторское свидетельство СССР 117101, кл. В 23 Р 1/10, 1958.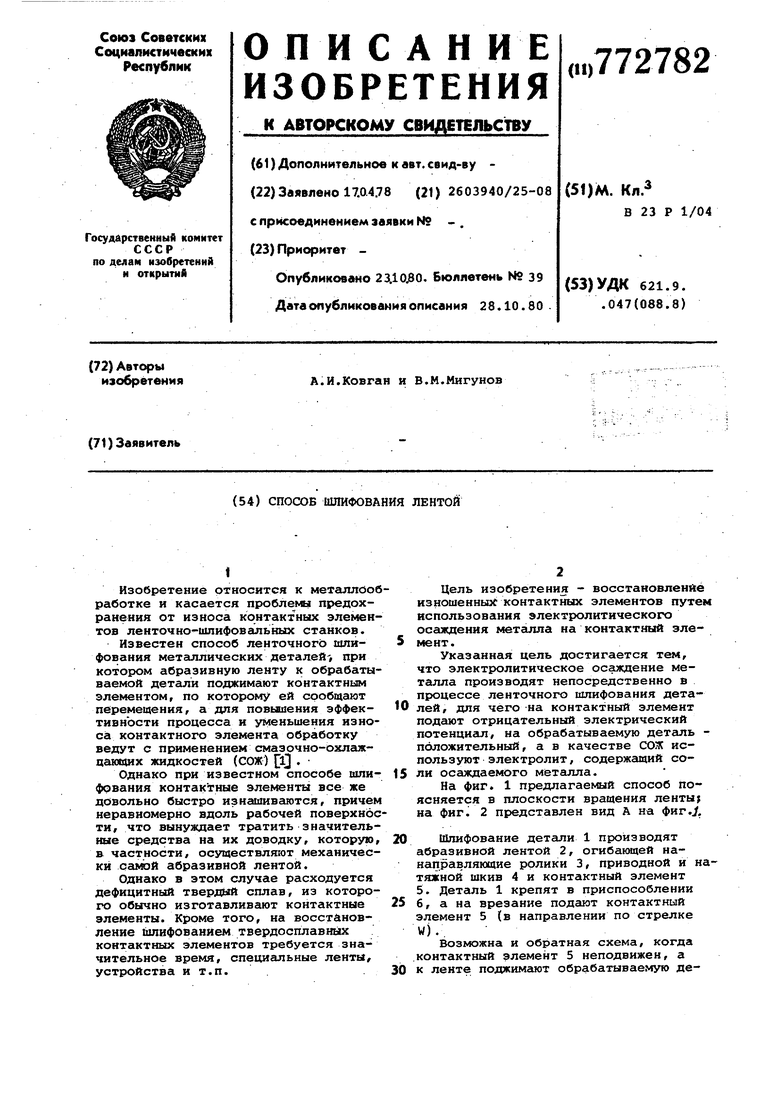
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU623719A2 |
| Способ ленточного шлифования профильных поверхностей | 1978 |
|
SU732125A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU749644A1 |
| Способ шлифования криволинейных поверхностей | 1977 |
|
SU634912A1 |
| Способ ленточного шлифования | 1976 |
|
SU582950A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU837791A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Способ ленточного шлифования | 1979 |
|
SU837790A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |